

Why is CNC Whirling Machine Used for Almost All Ball Screw Manufacturing?
You manufacture ball screws slowly. Your traditional turning and grinding process takes a long time. You lose orders to faster competitors. You must upgrade your machining method now.
CNC whirling machines replace traditional turning and rough grinding. They machine ball screws five to thirty times faster. This technology uses high-speed multi-edge cutting. It cuts finished gothic-arch threads directly into hardened steel up to 65 HRC. It delivers high precision and significantly lowers your manufacturing costs.
Traditional ball screw manufacturing often faces significant bottlenecks. Relying on older lathes and multi-stage grinding can stretch production cycles to over a month, while the intense heat from grinding often risks compromising the metal’s hardness. To stay competitive, it’s essential to find a more efficient path. CNC whirling technology offers a modern solution to these long-standing challenges. Let’s explore how this process redefines ball screw production.
How Does CNC Whirling Achieve Significantly Higher Production Speeds Than Traditional Threading?
Your traditional lathe cuts threads very slowly. You run dozens of axial passes to reach the final depth. You waste hours on one part. You need a faster method.
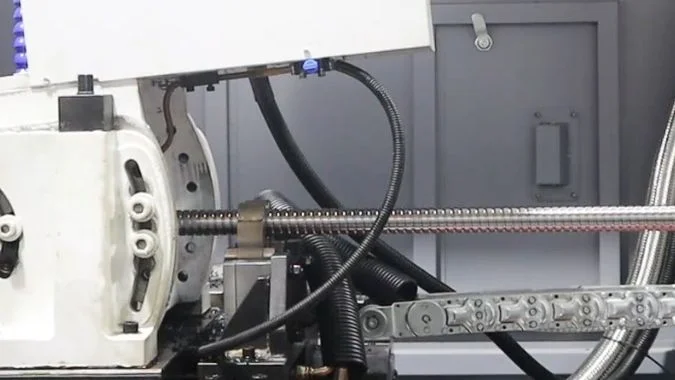
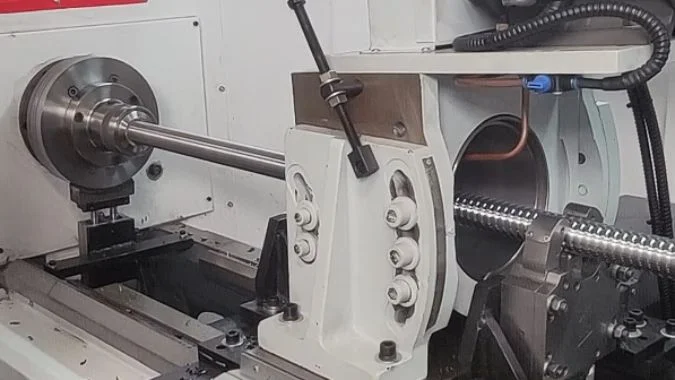
CNC whirling achieves massive speeds using a rotating cutter ring. This ring orbits eccentrically around the slowly rotating workpiece. It tilts to the exact helix angle. Multiple carbide inserts cut tangentially. The machine cuts the full thread profile in one continuous pass from the raw stock.

The lathes cut a deep thread using twenty different passes. The tool moves back and forth endlessly. This wastes massive amounts of time. CNC whirling1 changes the cutting geometry completely. The main cutter ring spins incredibly fast up to 8000 revolutions per minute. The spindle holding the workpiece rotates very slowly. The CNC system controls the axial feed, radial depth, and helix angle simultaneously. The cutter ring holds multiple carbide inserts. These inserts orbit around the slow metal rod. They cut the full depth of the gothic-arch thread2 instantly. The tangential cutting action distributes the heavy load across many cutting edges at the same time. The milling cutting speed reaches 400 meters per minute. The machine also uses a highly rigid bed and carbide follower rests. This strong structure stops heavy vibrations. It holds long shafts up to eight meters perfectly straight. You get a finished thread profile in minutes instead of hours.
Production Speed Comparison
| Machining Feature | Traditional Thread Turning | CNC Whirling Technology |
|---|---|---|
| Cutting passes | Requires dozens of slow passes | Cuts full depth in one pass |
| Cutting action | Single point axial cutting | Tangential multi-edge cutting |
| Shaft support | Standard lathe steady rests | Carbide follower rests |
| Overall efficiency | Very slow cycle time | Five to thirty times faster |
Why is the Surface Finish Produced by Thread Whirling Often Comparable to Traditional Threading?
You worry about surface roughness. You think high-speed cutting leaves ugly tool marks on your screws. Your customers reject rough surfaces. You must understand whirling surface quality.
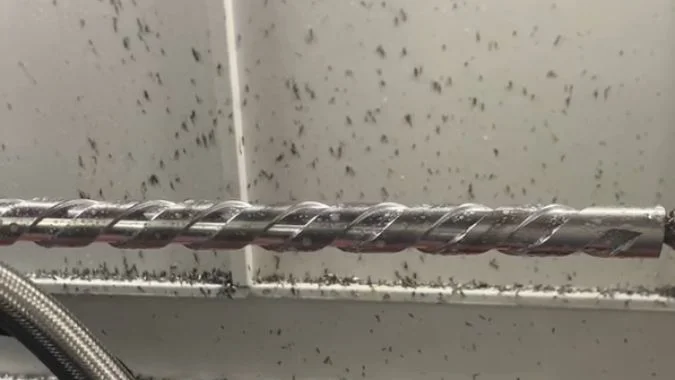
Thread whirling creates a smooth finish because multiple cutting edges enter and exit tangentially. The chip load per tooth stays very low. The intermittent cutting pressure prevents heat buildup. The metal part temperature rises only slightly. This prevents thermal distortion and delivers a clean surface finish.
Traditional single-point turning leaves deep valleys and high peaks on the metal. The single tool digs into the metal forcefully. Whirling works completely differently. The cutter ring holds many carbide inserts. These inserts hit the metal one after another extremely fast. The tangential cutter entry removes material smoothly. The high speed removes tiny comma-shaped chips of metal very cleanly. These comma-shaped chips carry the cutting heat away efficiently. The workpiece temperature only rises a few degrees above the room temperature. The multi-edge cutting path overlaps perfectly. This overlap flattens the peaks and valleys on the metal surface. The surface roughness drops to Ra 0.8 microns3 reliably. The machine design also plays a huge role. The main lathe spindle turns very slowly. The system creates almost zero vibration. This dynamic stability prevents chatter marks on the thread surface. The whirling4 process also uses compressed air to blow the hot chips away. This dry cutting method stops chips from scratching the newly cut smooth surface.
Surface Finish Factors
| Process Element | Single Point Turning Effect | Thread Whirling Effect |
|---|---|---|
| Cutting tool | One edge digs deeply | Multiple edges cut smoothly |
| Heat control | Metal absorbs cutting heat | Comma chips carry heat away |
| Tool pressure | Constant heavy pressure | Intermittent light pressure |
| Chip removal | Coolant traps chips inside | Compressed air blasts chips |
Can CNC Whirling Do Better Surface Finish Than Traditional Threading?
You grind threads to get a perfect finish. Grinding heat damages your metal hardness. You create dangerous micro-cracks in your parts. You need a safer way to finish threads.
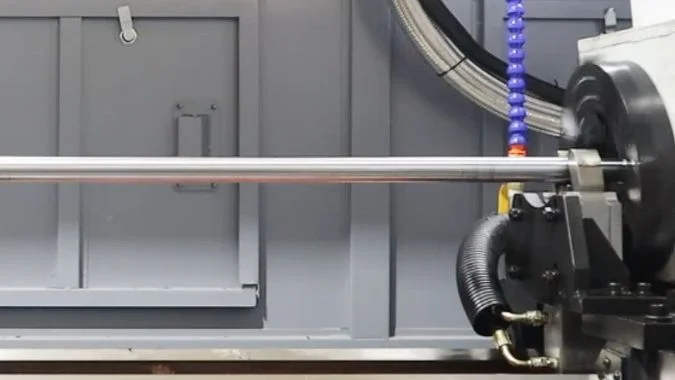
CNC whirling beats rough turning and rivals expensive grinding safely. Whirling achieves Ra 0.8 microns without causing thermal damage. It eliminates the white-layer formation common in grinding. The whirling cuts create a surface microstructure that holds lubricant better. This extends the service life of the ball screw.
The grinding wheel creates massive friction and heat. This heat causes raceway annealing. The hard steel becomes soft again. Tiny micro-cracks form on the thread surface. We call this heat damage the white-layer formation5. CNC whirling solves this exact problem perfectly. We call this process milling instead of grinding. Standard rough turning gives you a rough Ra 3.2 finish. You must grind it later. Whirling gives you an Ra 0.8 finish immediately in one step. Good finish grinding can reach Ra 0.2 microns, but it costs too much time and money. Whirling offers a unique mechanical advantage over grinding. The intermittent whirling cuts leave a specific microstructure on the metal surface. This microstructure provides superior lubricant retention volume. The oil stays inside the thread better. This reduces friction massively. The whirling inserts also strike the metal with high impact. This impact causes a cold working hardening effect. You produce a stronger ball screw with zero heat damage.
Finish Quality Comparison
| Machining Method | Typical Surface Finish Ra | Surface Condition Effect |
|---|---|---|
| Standard turning | Ra 3.2 to 6.3 microns | Rough surface needs grinding |
| Precision grinding | Ra 0.2 to 0.8 microns | High heat causes white layer |
| CNC Whirling | Ra 0.4 to 1.6 microns | Cold working hardens surface |
| Grinding vs Whirling | Micro-cracks occur often | Retains lubricant perfectly |
What are the Economic Benefits of Using CNC Whirling Technology in High-Volume Ball Screw Manufacturing?
You lose money on high production costs. Your current ball screw manufacturing takes fifty days. You scrap too many expensive parts. You must lower your costs drastically now.
CNC whirling slashes the manufacturing cycle from fifty days to three days. It eliminates the slow rough grinding stage and complex lead-pickup operations. This machine removes toxic grinding swarf disposal costs. You save money, use resharpenable inserts, and cut your scrap rate near zero.
Traditional ball screw making eats massive profits. A factory cuts the raw metal on a lathe first. Then they heat treat it to make it hard. Then they grind it slowly. This takes twenty separate steps. It requires complex lead-pickup operations to align the thread again after heat treatment. This cycle traps money in the factory for a month. A CNC whirling machine fixes this cash flow problem immediately. A whirling machine cuts hard metal directly after heat treatment. This is dry cutting6. It removes the entire rough grinding step. One machine replaces multiple grinding setups completely. The machine only needs compressed air to blow chips away. You stop buying expensive dirty cutting fluids. You eliminate the toxic grinding swarf disposal costs. Your factory stays clean. You can also use resharpenable inserts to save tooling money. The CNC system uses dynamic compensation to stop the long screw from bending. You do not ruin parts. Your scrap rate drops below zero point three percent.
Cost Reduction Breakdown
| Economic Factor | Traditional Manufacturing | CNC Whirling Technology |
|---|---|---|
| Production cycle | Takes thirty to fifty days | Finishes in one to three days |
| Production steps | Over twenty separate steps | Rough and finish in one setup |
| Waste management | Toxic grinding swarf disposal | Clean dry metal chips |
| Machine footprint | Needs multiple grinding setups | One machine finishes everything |
Conclusion
You must switch to a CNC whirling machine for ball screw manufacturing. It cuts production time, creates excellent surfaces, eliminates dangerous grinding heat, and maximizes your factory profits completely.
-
Learn the process, advantages, setup tips and performance data to compare whirling with traditional multi-pass threading for faster, accurate shaft threads. ↩
-
Discover the geometry, load-distribution benefits, surface-finish impact, and tooling/inspection guidance for producing precise gothic-arch threads. ↩
-
Find practical guidance on parameters and setups that consistently deliver Ra 0.8 microns for high-quality surface finishes. ↩
-
Explore whirling to learn how multi-insert cutters and tangential entry deliver smooth threads, low heat and minimal chatter. ↩
-
Read expert analyses on white-layer formation to learn causes, risks like raceway annealing, and proven mitigation to prevent micro-cracks and heat damage. ↩
-
Learn how dry cutting eliminates cutting fluids and disposal costs, keeps factories clean, and pairs with resharpenable inserts for cost savings. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.