

Why Is the Spindle Speed of a Slant Bed CNC Lathe Higher Than That of a Flat Bed?
You need faster production. A flat bed lathe shakes violently at high speeds and ruins parts. A slant bed lathe solves this by running faster with perfect stability.
A slant bed CNC lathe runs at a higher spindle speed because its integrated structural design provides superior rigidity. The slanted angle aligns cutting forces with gravity, reduces high-speed vibration, and allows gravity to clear hot chips instantly. This supports advanced high-speed motorized spindles.
Slant beds run comfortably between 3,000 and 5,000 RPM. Flat beds struggle above 2,500 RPM. Let me break down the exact mechanical reasons behind this speed difference.
How Does the One-Piece Casting of a Slant Bed Lathe Reduce High-Speed Vibration?
Flat beds shake apart at high speeds. One-piece castings stop this violent shaking. A solid base absorbs vibration safely and easily.
A one-piece cast slant bed uses high-damping iron with graphite flakes to absorb vibration. It eliminates bolted joints, changes the natural machine frequency, and utilizes a hollow torque tube to maximize rigidity. This ensures spindle stability at high speeds.

A flat bed rings loudly because it uses bolted joints. These joints act as hard walls and trap vibration energy. A true slant bed uses a single heavy iron casting. We never use a bolted angle design. The solid cast iron contains microscopic graphite flakes1. These flakes act as tiny shock absorbers. They convert kinetic vibration into low thermal heat. We also cast a large hollow hole through the center of the bed. We call this a torque tube2. This hollow tube drastically increases twisting resistance without adding extra weight. It also allows air to flow through the machine. This airflow stabilizes the internal temperature. The triangular shape improves overall rigidity by twenty percent. We test the peak physical deflection under heavy loads. The slant bed deflects only 0.012 millimeters. A flat bed deflects 0.027 millimeters. The primary resonance frequency shifts up to 320 Hertz. This high frequency prevents dangerous resonance during rapid spindle operation.
Vibration Reduction Metrics
| Feature | Flat Bed Lathe | Slant Bed Lathe |
|---|---|---|
| Structural joints | Bolted pieces | One-piece casting |
| Peak deflection | 0.027 millimeters | 0.012 millimeters |
| Resonance frequency | 210 Hertz | 320 Hertz |
| Internal shape | Solid blocks | Hollow torque tube |
How Does the Distribution of Cutting Forces in a Slant Bed Design Prevent Chatter at High RPMs?
Fast cutting pushes the tool away from the metal. This causes violent chatter. The slant bed geometry defeats this push completely.
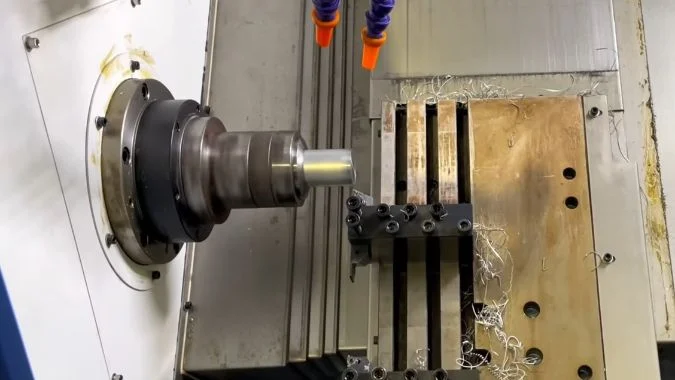
The slant bed feeds the tool from the diagonal top. The heavy cutting force points downward to match gravity. This right-angled triangle geometry resists bending, stops workpiece lifting, and completely prevents high-speed chatter.

On a horizontal flat bed, the main cutting force pushes straight down. But the radial force pushes the tool horizontally away from the spinning metal. This creates a severe ninety-degree bending moment. The machine cross-slide acts like a diving board. It bounces and creates chatter at high speeds. A slant bed3 changes this geometry completely. We usually tilt the bed at a forty-five-degree angle. The tool cuts from the upper diagonal position. The massive cutting force points diagonally downward. This force pushes directly into the thickest part of the iron bed. Gravity pulls the heavy workpiece down in the exact same direction. These two forces work together to hold everything steady. This alignment reduces vibration amplitudes by forty percent. The heavy X-axis carriage also rests on this slanted slope. Gravity pulls the carriage down constantly. This constant pull pre-loads the X-axis ball screw. It pushes the internal steel balls tightly against the threads. This action completely eliminates mechanical backlash4. The machine maintains perfect accuracy.
Cutting Force Alignment
| Dynamic Feature | Flat Bed Design | Slant Bed Design |
|---|---|---|
| Tool cutting position | Horizontal side approach | Diagonal top approach |
| Cutting force direction | Pushes tool outward | Pushes tool downward |
| X-axis ball screw | Loose horizontal travel | Gravity removes backlash |
| Machine geometry | Flat rectangle shape | Right-angled triangle |
What Role Does Gravity-Assisted Chip Removal Play in Maintaining High Spindle Speeds?
Fast speeds create hot chips quickly. Piled chips burn machines. Slant beds drop chips instantly to keep the machine running fast.
High spindle speeds create massive heat. Tilted guideways allow gravity to pull hot chips down into a conveyor automatically. This rapid removal prevents thermal deformation, protects precision guideways, and ensures continuous high-speed machining without manual cleaning stops.

Fast spindle speeds transfer eighty percent of the cutting heat directly into the metal chips. Flat bed machines catch these hot chips on their horizontal rails. The chips pile up rapidly around the cutting tool. This hot pile transfers massive heat into the machine frame. The metal bed expands unevenly. Your precision parts come out the wrong size. You must stop the spindle constantly to clean the mess. A slant bed fixes this heat problem completely. The steep angle acts like a natural slide. The hot chips fall away from the cutting zone instantly. They drop straight into the chip conveyor below. This gravity flow improves heat dissipation by thirty percent. The chips never sit on the linear roller guideways5. They never destroy the microscopic lubrication oil film on the rails. Continuous high-speed cutting on a slant bed limits thermal accuracy loss to just 0.004 millimeters per meter. You can run the machine at top speed all day long. You reduce maintenance downtime and increase your factory profits.
Thermal Heat Management
| Condition | Flat Bed | Slant Bed |
|---|---|---|
| Chip path | Pile up on flat rails | Slide down steep slope |
| Heat transfer | Warps the machine bed | Drops into the conveyor |
| Accuracy loss | High thermal distortion | 0.004 millimeters per meter |
| Machine stops | Frequent manual cleaning | Continuous rapid running |
Why Does a Slant Bed Lathe Handle Centrifugal Forces Better During Rapid Rotation?
Spinning chucks create wild outward pulls. These centrifugal forces destroy accuracy. Slant beds absorb this pull safely and easily.
Rapid rotation generates extreme centrifugal forces that try to throw the workpiece outward. The slant bed lowers the center of gravity and uses a massive cross-section to resist this bending force. This stable design protects advanced spindle bearings perfectly.
You tie a heavy rock to a string and spin it. The rock pulls hard against your hand. We call this centrifugal force. Your lathe chuck does the exact same thing. It spins heavy metal parts at 5,000 RPM. A flat bed lathe holds the spindle high above the guideways. This high center of gravity creates a long lever. The centrifugal force uses this lever to twist the spindle out of alignment. This twisting destroys the spindle bearings6 quickly. A slant bed lathe7 handles this heavy force easily. The angled design lowers the center of gravity significantly. It brings the spindle box and the turret closer to the heavy floor. The massive triangular structure easily resists the outward radial pull. This stable environment perfectly supports advanced motorized spindles and high-speed ceramic bearings. The downward force transmission protects these sensitive bearings from lateral shear forces. Your spindle bearings can last up to 20,000 operating hours. We also equip these machines with fast linear roller guideways. These low-friction rails allow rapid tool movements without any stick-slip resistance.
Centrifugal Force Mitigation
| Machine Component | Flat Bed Weakness | Slant Bed Strength |
|---|---|---|
| Center of gravity | High above the base | Low and close to the floor |
| Spindle bearings | Wear out quickly | Last up to 20,000 hours |
| Machine guideways | Heavy friction box ways | Fast linear roller guides |
| Speed capability | Limited to heavy turning | Excels at high-speed batch work |
Conclusion
A slant bed lathe runs faster because its triangular iron structure, downward cutting force alignment, and rapid gravity chip removal perfectly control vibrations, heat, and centrifugal forces.
-
Find material-science articles that show how graphite flakes dissipate kinetic vibration into heat, improving damping and reducing machine noise and resonance. ↩
-
Explore engineering resources that explain how a hollow torque tube raises torsional stiffness while reducing weight and enabling internal airflow for thermal stability. ↩
-
Read expert comparisons showing how slant beds align cutting forces, reduce vibration and improve rigidity for more accurate, chatter-free machining. ↩
-
Find technical guides on ball-screw preloading techniques that eliminate backlash, boosting positional accuracy and repeatability. ↩
-
Discover protection strategies and best practices to prevent hot chips from destroying the microscopic lubrication film and to extend guideway life. ↩
-
Discover expert maintenance tips, bearing types, and lifespan-extending practices to protect spindle bearings and reduce costly downtime. ↩
-
Read comparisons, design benefits, and real-world examples to see why a slant bed lathe improves spindle stability and supports high-speed machining. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.