
هل الضوضاء عالية السرعة من برغي الكرات في مركز التشغيل الآلي مشكلة خطيرة؟
تسمع صوت صرير أثناء التشغيل بسرعة عالية. قد تتجاهله للحفاظ على استمرار الإنتاج. لكن هذا الصوت هو علامة تحذيرية قد تكلفك الآلاف من الإصلاحات.
ضوضاء البرغي اللولبي عالي السرعة هي إشارة فشل حرجة. فهي تشير إلى تآكل السطح أو فشل التشحيم أو مشاكل التمدد الحراري. يؤدي تجاهلها إلى تشطيب سطح رديء، وأجزاء غير متحملة، وفي النهاية فشل كارثي مثل كسر البرغي أو انفصال الصامولة، مما يسبب مخاطر على السلامة.
أخبرني أحد العملاء ذات مرة أن ماكينته كانت ‘تغني’ فقط، ولكن بحلول الأسبوع التالي، تدهورت حالة البرغي اللولبي إلى درجة أنه كان يقوض دقة الأجزاء النهائية بشدة. أريد مشاركة ما تعنيه هذه الضوضاء بالضبط وكيف يمكنك إصلاحها قبل أن تدمر معداتك.
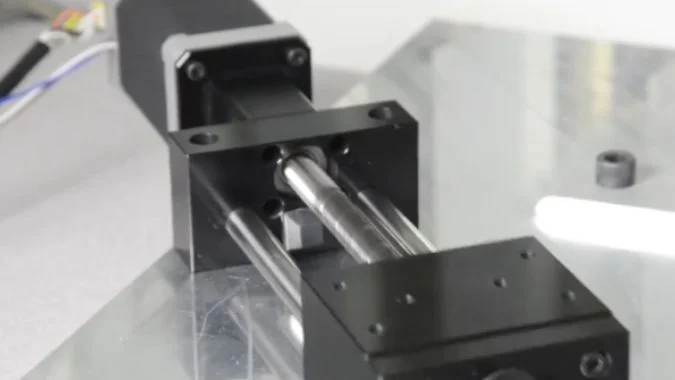
ما هي الأسباب الشائعة للضوضاء عالية النبرة في برغي مركز التصنيع؟
تقوم بتشحيم الماكينة، ولكن الصرير مستمر. يخترق الصوت أذنيك ويدمر بيئة العمل. تحتاج إلى العثور على المصدر على الفور لإيقاف الضرر.
تنبع الضوضاء عالية النبرة عادةً من أربعة مسببات رئيسية: التآكل الميكانيكي الذي يتسبب في تنقر الكرات، أو فشل التشحيم حيث تكون اللزوجة عالية جدًا أو يكون الزيت متسخًا، أو عدم المحاذاة بين البرغي وقضبان التوجيه، أو عيوب المكونات الداخلية مثل عادم الكرة التالف أو موانع تسرب الغبار البالية.

نحتاج إلى تحليل مصادر التشويش بشكل منهجي. بناءً على خبرتي، غالبًا ما يكون التشحيم هو أول مكان يجب البحث فيه. إذا كنت تستخدم الزيت مع لزوجة أعلى من ISO681, ، يزداد الاحتكاك بشكل كبير أثناء الدوران عالي السرعة. وهذا يخلق ضوضاء احتكاك قاسية. أيضًا، إذا دخلت الشوائب أو الأوساخ إلى الزيت، فإنها تعمل مثل ورق الصنفرة. فهي تطحن المجاري المائية وتفسد اللمسة النهائية الملساء. في البيئات المتسخة، يسبب التلوث حوالي 30% من مشاكل الضوضاء هذه.
التآكل الميكانيكي هو المشكلة الكبيرة الثانية. بعد التشغيل طويل الأمد، يمكن أن تتقشر الكرات الفولاذية، ويتعرض المجرى المائي للحفر. وهذا يخلق خلوصًا مفرطًا بين الصامولة والبرغي. عند دوران البرغي بسرعة، تهتز هذه الأجزاء المفكوكة وتصرخ. في الواقع، يمكن أن يؤدي الاهتزاز الناتج عن هذا التآكل إلى زيادة معدل التآكل بمقدار 20% إلى 50% أخرى.
أخطاء التركيب شائعة أيضاً. إذا كان البرغي اللولبي غير موازٍ لقضبان التوجيه، أو إذا كان مركز المحمل بعيدًا عن 0.01 مم2, فإن البرغي يقاتل الماكينة. هذه المعركة تخلق ضوضاء.
وأخيراً، انظر إلى المكونات المادية. قد يكون العاكس (الأنبوب الذي يعيد الكرات) متصدعًا. قد تكون أختام الغبار قديمة وصلبة. حتى التمدد الحراري من درجة حرارة الورشة يمكن أن يغير الملاءمة. إذا كانت مثبتات الكرات مفقودة، فإن الكرات تصطدم ببعضها البعض مباشرة. هذا التصادم المعدني على المعدن مزعج ومدمر.
كيف يمكنك التمييز بين صوت التشغيل العادي وصوت تعطل البرغي اللولبي؟
تستمع إلى الآلة وتتساءل عما إذا كان الصوت جديدًا. هل هو فقط يعمل بجد، أم أنه على وشك التعطل؟ تحتاج إلى طريقة موثوقة لاختباره.
يصدر البرغي اللولبي السليم طنيناً سلساً ومستمراً منخفض التردد. ينتج البرغي الفاشل أصوات طقطقة غير منتظمة أو صرير عالي النبرة أو أصوات اصطدام معدني. يشير الصفير القاسي إلى احتكاك جاف، بينما يشير الاهتزاز الهادر إلى تقشير المجاري المائية أو اختلال شديد في المحاذاة يتطلب عناية فورية.
يجب أن تدرب أذنيك على معرفة الفرق. تبدو الآلة الجيدة مملة. فهي تصدر صوت "أزيز" أو "طنين" ثابت ومنخفض. تمتزج في الخلفية. لا يوجد اهتزاز. تبقى درجة الحرارة منخفضة.
الأصوات السيئة مميزة وتخبرك بالضبط ما هو الخطأ.
إذا سمعت "صريرًا" عالي النبرة أو صفيرًا، فهذا يعني أن فشل التزييت3. قد يكون الشحم جافاً أو تالفاً. المعدن يحتك بالمعدن الجاف. هذا أمر عاجل.
إذا كنت تسمع صوت "طقطقة طقطقة" أو صوت تكسير، فهذا يعني أن هناك خطأ ما داخل الصامولة. قد تكون الكرات تقفز أو تلتصق. قد تكون الأوساخ تسد مسار الإرجاع، أو قد تكون أنابيب الإرجاع منبعجة.
إن "الدمدمة" أو "الهمهمة" العميقة والثقيلة المصحوبة باهتزاز أمر مخيف. هذا يعني أن المجرى المائي يتقشر أو أن العمود منحني. إنه حمل غريب الأطوار. الماكينة تهتز حتى الموت.
للتأكد، يمكنك إجراء فحص يدوي. افصل محرك الأقراص وقم بتدوير الصامولة أو البرغي باليد. يجب أن تشعر بسلاسة زبدية. إذا كنت تشعر بمقاومة أو "ربط" أكبر من 1 نيوتن متر، فلديك مشكلة. تحقق أيضًا من جهاز مراقبة الحمل المؤازر4. إذا تذبذب الحمل بأكثر من 15% أثناء الحركة الثابتة، فإن البرغي يتعطل.
| نوع الصوت | السبب المحتمل | الإجراء |
|---|---|---|
| همهمة سلسة | التشغيل العادي | الحفاظ على الجدول الزمني |
| صرير عالٍ/صفير عالٍ | عدم وجود تزييت / احتكاك جاف | افحص لزوجة الزيت |
| النقر/التكسير | العائد التالف/الحطام التالف | فحص الأجزاء الداخلية للصامولة |
| قرقرة/اهتزاز | تقشير مسار التقشير / اختلال المحاذاة | قياس المحاذاة |
كيف يساهم التمدد الحراري في زيادة الاحتكاك والضوضاء أثناء دورات التصنيع الطويلة؟
تقوم بتشغيل الماكينة طوال اليوم. وبحلول فترة ما بعد الظهر، يعلو صوت الضوضاء وتصبح الأجزاء خارج نطاق التحمل. الحرارة هي العدو الخفي الذي يهاجم دقتك.
يعمل التمدد الحراري على إطالة البرغي اللولبي، مما يزيد من الضغط المحوري إذا كانت الأطراف ثابتة. وهذا يغير التحميل المسبق، مما يؤدي إلى ضغط واحتكاك موضعي شديد. كما تؤدي الحرارة أيضًا إلى تخفيف مادة التشحيم، مما يتسبب في فشل الغشاء والاحتكاك الجاف، مما يخلق حلقة مفرغة من ارتفاع درجة الحرارة والضوضاء.

تغير الحرارة فيزياء ماكينتك. عندما يعمل مركز الماكينات لساعات، يولد الاحتكاك حرارة. يتمدد الفولاذ عندما يسخن. إن المسمار اللولبي5 يصبح أطول. إذا كانت دعامات المحمل في كلا الطرفين مثبتة، فلن يكون للبراغي مكان يذهب إليه. يتم ضغطه. هذا يزيد من الضغط الداخلي و التحميل المسبق المحوري6.
تصبح الصامولة ضيقة جداً على البرغي. هذا "الضيق" يخلق المزيد من الاحتكاك. المزيد من الاحتكاك يولد المزيد من الحرارة. إنه فخ، حلقة مفرغة. خلال الدورات الطويلة، يمكن أن ترتفع درجة الحرارة إلى 50-80 درجة مئوية.
كما أن الحرارة تهاجم الزيت. تقلل درجات الحرارة المرتفعة من لزوجة الزيت. ويصبح الشحم رقيقًا ويصبح رقيقًا ويصبح رقيقًا. تتحلل الطبقة الواقية. تبدأ الكرات في لمس المسار المعدني مباشرة.
وهذا يغير معامل الاحتكاك بشكل كبير. يمكن أن يقفز من 0.001 السلس إلى 0.01 الخشن أو أعلى. هذا هو الاحتكاك الجاف. ويحدث ضجيج صرير حاد ويسرع من التآكل.
الحرارة غير المتساوية تسبب الانحناء. قد يتمدد البرغي بشكل مختلف عند طرف المحرك مقابل طرف الدعم. وهذا يدمر التركيز. تبدأ الكرات في التخطي والقفز. يجب عليك التحكم في درجة الحرارة لإيقاف ذلك.
كيف نحل مشكلة الضوضاء هذه؟
أنت تعرف السبب، لكنك بحاجة إلى حل. تجاهل المشكلة ليس خياراً متاحاً. أنت بحاجة إلى خطة منهجية لاستعادة جهازك إلى الحالة الصحية المثالية.
ابدأ بغسل النظام بزيت منخفض اللزوجة وإعادة تعبئته بمادة تشحيم ISO32-68. بعد ذلك، قم بإعادة محاذاة البرغي مع الموجهات باستخدام أدوات الليزر (تركيز ≤ 0.01 مم) وضبط التحميل المسبق للصامولة. إذا كان التآكل شديدًا، استبدل الكرات أو قم بالترقية إلى كرات سيراميك نيتريد السيليكون.
نستخدم نهجًا تدريجيًا لإصلاح هذا التشويش.
أولاً، انظر إلى الزيت. نقوم بغسل النظام. نقوم بفك سدادات الغبار وحقن زيت منخفض اللزوجة (أقل من ISO32). نقوم بتحريك الصامولة ذهابًا وإيابًا لتنظيف الأوساخ والشحوم القديمة. ثم نعيد تعبئته بالزيت الصحيح زيت ISO32-687. ستمنع عمليات الفحص المنتظمة نصف الأسبوعية لنظام التشحيم الخاص بك من العودة مرة أخرى.
ثانياً، تحقق من المحاذاة. نستخدم أدوات الليزر. نقيس التوازي بين البرغي وقضبان التوجيه. نتحقق من تركيز المحمل. يجب أن يكون أفضل من 0.01 مم. إذا كانت متوقفة، نقوم بتعديل مقاعد الدعم.
ثالثاً، اضبط التحميل المسبق. نستخدم مفتاح عزم الدوران. نقوم بتشديد الصامولة بعناية أثناء الاستماع إلى الضوضاء. نريد مقاومة مستقرة دون ضوضاء.
إذا كانت الأجزاء تالفة، نقوم بتحديثها. قد ننتقل إلى هيكل الدوران ذي الغطاء النهائي. إنه أكثر سلاسة. بالنسبة للماكينات عالية السرعة، نستخدم كرات سيراميك نيتريد السيليكون8. فهي أخف وزناً وأصعب. تصدر ضوضاء أقل عندما تصطدم بالمرتد.
وأخيراً، تحقق من البيئة. حافظ على المحل عند درجة حرارة 20 ± 2 درجة مئوية. فهذا يوقف مشاكل التمدد الحراري قبل أن تبدأ.
الخاتمة
ضجيج البرغي اللولبي عالي السرعة هو تحذير من فقدان الدقة والفشل المحتمل؛ يجب عليك معالجة مشاكل التشحيم والمحاذاة والحرارة على الفور لحماية معداتك وجدول الإنتاج.
-
يعد اختيار لزوجة الزيت المناسبة أمرًا بالغ الأهمية للبراغي اللولبية عالية السرعة. تعرّف على درجة ISO التي تمنع ارتفاعات الاحتكاك والضوضاء القاسية بالنسبة لعدد الدورات في الدقيقة، والحمولة، والبيئة. ↩
-
حتى 0.01 مم من المحاذاة الخاطئة يمكن أن تؤدي إلى حدوث ضوضاء وتآكل. تعرف على أهداف التفاوت المسموح به وطرق المحاذاة وكيفية قياس التركيز لحماية البرغي اللولبي والمحامل. ↩
-
يمكن أن يؤدي فهم سبب فشل التشحيم إلى منع الأعطال المكلفة وإطالة عمر الماكينة. سيساعدك هذا المورد على تحديد المشكلات وإصلاحها مبكرًا. ↩
-
يمكن لجهاز مراقبة الحمل المؤازر أن يكشف عن المشكلات الميكانيكية الخفية. تعرف على كيفية تفسير قراءاتها للحفاظ على تشغيل معداتك بسلاسة وأمان. ↩
-
تعرّف على كيفية تسبب النمو الحراري للولب اللولبي في الربط وفقدان الدقة والحلول مثل التعويض الحراري وخيارات المحامل لمنع الأعطال المرتبطة بالحرارة. ↩
-
فهم التحميل المسبق المحوري، وكيف تزيد الحرارة من التحميل المسبق والاحتكاك، وطرق (تصميم التحميل المسبق، والتخفيف الحراري، والتشحيم) للتحكم فيه. ↩
-
اكتشف اختيار اللزوجة المناسبة، وإجراءات إعادة التعبئة وإرشادات الشركة المصنعة لمنع الضوضاء وضمان التشحيم السلس. ↩
-
اكتشف لماذا تقلل كرات نيتريد السيليكون من الضوضاء، وتقلل من القصور الذاتي، وتقاوم التآكل، ومن أين تحصل على أوراق البيانات الخاصة بترقيات الماكينات عالية السرعة. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.