

Le bruit à haute vitesse d'une vis à billes d'un centre d'usinage est-il un problème sérieux ?
Vous entendez un bruit strident lors d'un passage à grande vitesse. Vous l'ignorez peut-être pour ne pas interrompre la production. Mais ce bruit est un signal d'alarme qui pourrait vous coûter des milliers d'euros de réparations.
Le bruit des vis à billes à grande vitesse est un signal de défaillance critique. Il indique une usure de la surface, une défaillance de la lubrification ou des problèmes de dilatation thermique. L'ignorer conduit à une mauvaise finition de la surface, à des pièces hors tolérance et, finalement, à une défaillance catastrophique comme la rupture de la vis ou le détachement de l'écrou, ce qui entraîne des risques pour la sécurité.
Un client m'a dit un jour que sa machine ne faisait que ‘chanter’, mais la semaine suivante, l'état de la vis à billes s'était dégradé au point de compromettre gravement la précision des pièces finies. J'aimerais vous expliquer ce que signifient exactement ces bruits et comment vous pouvez y remédier avant qu'ils ne détruisent votre équipement.
Quelles sont les causes courantes du bruit aigu d'une vis à billes de centre d'usinage ?
Vous graissez la machine, mais le grincement continue. Le bruit vous perce les oreilles et gâche l'environnement de travail. Vous devez trouver la source immédiatement pour arrêter les dégâts.
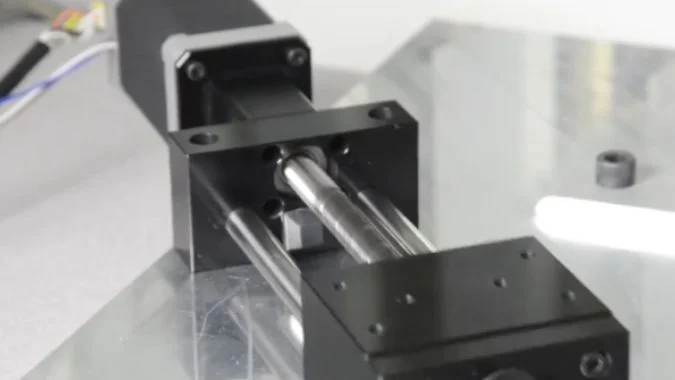
Les bruits aigus sont généralement dus à quatre causes principales : l'usure mécanique provoquant des piqûres de billes, un défaut de lubrification lorsque la viscosité est trop élevée ou que l'huile est sale, un mauvais alignement entre la vis et les rails de guidage, ou des défauts de composants internes tels qu'un renvoi de billes endommagé ou des joints anti-poussière usés.

Il est nécessaire d'analyser systématiquement les sources de bruit. D'après mon expérience, la lubrification est souvent le premier point à examiner. Si vous utilisez de l'huile avec un viscosité supérieure à ISO681, Le frottement augmente considérablement lors de la rotation à grande vitesse. Il en résulte un bruit de frottement important. De plus, si des impuretés ou des saletés pénètrent dans l'huile, elles agissent comme du papier de verre. Elles meulent les chemins de roulement et ruinent la finition lisse. Dans les environnements sales, la contamination est à l'origine d'environ 30% de ces problèmes de bruit.
L'usure mécanique est le deuxième problème majeur. Après un fonctionnement prolongé, les billes d'acier peuvent s'écailler et le chemin de roulement se piquer. Cela crée un jeu excessif entre l'écrou et la vis. Lorsque la vis tourne rapidement, ces pièces détachées vibrent et crient. En fait, les vibrations dues à cette usure peuvent augmenter le taux d'usure de 20% à 50%.
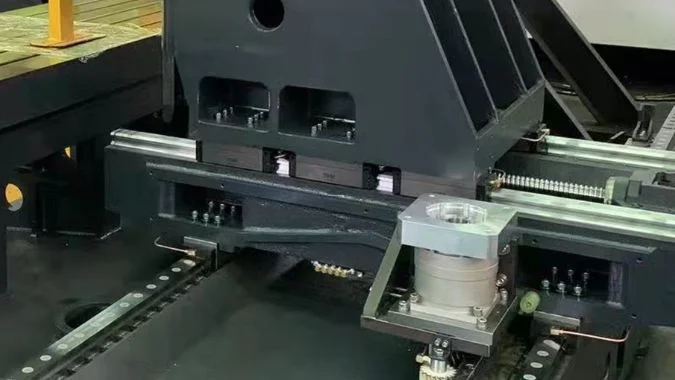
Les erreurs d'installation sont également fréquentes. Si la vis à billes n'est pas parallèle aux rails de guidage, ou si la la concentricité des roulements est décalée de 0,01 mm seulement2, La vis se bat contre la machine. Ce combat crée du bruit.
Enfin, examinez les composants physiques. L'inverseur (le tube qui renvoie les billes) peut être fissuré. Les joints anti-poussière peuvent être vieux et durs. Même la dilatation thermique due à la température de l'atelier peut modifier l'ajustement. Si les dispositifs de retenue des billes sont absents, les billes se frappent directement l'une contre l'autre. Cette collision métal sur métal est bruyante et destructrice.
Comment distinguer un bruit de fonctionnement normal d'une vis à billes défectueuse ?
Vous écoutez la machine et vous vous demandez si le son est nouveau. Est-elle simplement en train de travailler dur ou est-elle sur le point de se casser ? Vous avez besoin d'un moyen fiable pour la tester.
Une vis à billes en bon état émet un bourdonnement doux et continu à basse fréquence. Une vis défaillante produit des cliquetis irréguliers, des grincements aigus ou des bruits d'impact métalliques. Un sifflement aigu indique un frottement sec, tandis qu'une vibration grondante suggère un décollement des chemins de roulement ou un défaut d'alignement grave qui nécessite une intervention immédiate.
Vous devez entraîner vos oreilles à faire la différence. Une bonne machine a un son ennuyeux. Elle émet un son régulier et bas, de type "whooshing" ou "humming". Il se fond dans le décor. Il n'y a pas de vibration. La température reste basse.
Les mauvais sons sont distincts et vous indiquent exactement ce qui ne va pas.
Si vous entendez un "grincement" aigu ou un sifflement, votre la lubrification est défaillante3. La graisse peut être sèche ou détériorée. Le métal frotte à sec contre le métal. C'est urgent.
Si vous entendez un "clic-clic" ou un craquement, c'est qu'il y a un problème physique à l'intérieur de l'écrou. Les billes peuvent sauter ou coller. Des saletés peuvent bloquer la piste de retour, ou les tubes de retour sont bosselés.
Un "grondement" ou un "bourdonnement" profond et lourd accompagné de vibrations est effrayant. Cela signifie que le chemin de roulement se détache ou que l'arbre est plié. Il s'agit d'une charge excentrique. La machine est en train de se secouer jusqu'à ce que mort s'ensuive.
Pour vous en assurer, vous pouvez effectuer un contrôle manuel. Débranchez l'entraînement et faites tourner l'écrou ou la vis à la main. Le mouvement doit être doux comme du beurre. Si vous sentez une résistance ou un "grippage" supérieur à 1 Nm, vous avez un problème. Vérifiez également votre moniteur de charge servo4. Si la charge fluctue de plus de 15% au cours d'un mouvement régulier, la vis est défaillante.
| Type de son | Cause probable | Action |
|---|---|---|
| Hum doux | Fonctionnement normal | Maintien du calendrier |
| Grincement/sifflement élevé | Manque de lubrification / frottement sec | Vérifier la viscosité de l'huile |
| Clics/ craquements | Retourneur endommagé / Débris | Inspecter l'intérieur de l'écrou |
| Grondement/Vibration | Décollement du chemin de roulement / désalignement | Alignement des mesures |
Comment la dilatation thermique contribue-t-elle à l'augmentation du frottement et du bruit pendant les longs cycles d'usinage ?
Vous faites tourner la machine toute la journée. Dans l'après-midi, le bruit s'amplifie et les pièces sont hors tolérance. La chaleur est l'ennemi invisible qui s'attaque à votre précision.
La dilatation thermique allonge la vis à billes, augmentant la contrainte axiale si les extrémités sont fixes. Cela modifie la précharge, entraînant une pression locale et un frottement extrêmes. La chaleur amincit également le lubrifiant, provoquant une rupture du film et un frottement sec, ce qui crée un cercle vicieux d'augmentation de la température et du bruit.

La chaleur modifie la physique de votre machine. Lorsqu'un centre d'usinage fonctionne pendant des heures, la friction crée de la chaleur. L'acier se dilate lorsqu'il devient chaud. L'acier se dilate lorsqu'il est chaud. vis à billes5 s'allonge. Si les supports de roulements aux deux extrémités sont fixes, la vis n'a nulle part où aller. Elle est comprimée. Cela augmente la contrainte interne et la précharge axiale6.
L'écrou devient trop serré sur la vis. Ce "serrage" crée plus de friction. Plus de friction crée plus de chaleur. C'est un piège, un cercle vicieux. Lors de cycles longs, la température peut monter jusqu'à 50-80°C.
De plus, la chaleur attaque l'huile. Les températures élevées réduisent la viscosité de l'huile. La graisse s'amincit et est rejetée. Le film protecteur s'effrite. Les billes commencent à toucher directement la piste métallique.
Le coefficient de frottement s'en trouve radicalement modifié. Il peut passer de 0,001 à 0,01 ou plus. Il s'agit d'un frottement sec. Il crée un bruit de grincement aigu et accélère l'usure.
Une chaleur inégale provoque une déformation. La vis peut se dilater différemment à l'extrémité du moteur et à l'extrémité du support. Cela détruit la concentricité. Les billes commencent à sauter. Vous devez contrôler la température pour arrêter ce phénomène.
Comment résoudre ce problème de bruit ?
Vous connaissez la cause, mais vous avez besoin d'une solution. Ignorer le problème n'est pas une option. Vous avez besoin d'un plan systématique pour remettre votre machine en parfait état.
Commencez par rincer le système avec de l'huile à faible viscosité et remplissez-le avec du lubrifiant ISO32-68. Ensuite, réalignez la vis sur les guides à l'aide d'outils laser (concentricité ≤ 0,01mm) et ajustez la précharge de l'écrou. Si l'usure est importante, remplacer les billes ou passer à des billes en céramique de nitrure de silicium.
Nous utilisons une approche par étapes pour corriger ce bruit.
Tout d'abord, nous examinons l'huile. Nous rinçons le système. Nous desserrons les joints anti-poussière et injectons de l'huile à faible viscosité (inférieure à ISO32). Nous déplaçons l'écrou d'avant en arrière pour éliminer la saleté et la vieille graisse. Ensuite, nous le remplissons à nouveau avec l'huile Huile ISO32-687. Des inspections régulières, toutes les deux semaines, de votre système de lubrification permettront d'éviter que ce problème ne se reproduise.
Deuxièmement, vérifiez l'alignement. Nous utilisons des instruments laser. Nous mesurons le parallélisme entre la vis et les rails de guidage. Nous vérifions la concentricité des roulements. Elle doit être meilleure que 0,01 mm. Si elle n'est pas correcte, nous ajustons les sièges de support.
Troisièmement, régler la précharge. Nous utilisons une clé dynamométrique. Nous serrons l'écrou avec précaution tout en écoutant le bruit. Nous voulons une résistance stable sans bruit.
Si les pièces sont endommagées, nous les remplaçons. Nous pourrions opter pour une structure de circulation à bouchon d'extrémité. Elle est plus souple. Pour les machines à grande vitesse, nous utilisons billes céramiques en nitrure de silicium8. Ils sont plus légers et plus durs. Elles font moins de bruit lorsqu'elles frappent le joueur qui les retourne.
Enfin, vérifiez l'environnement. Maintenez l'atelier à 20°C ±2°C. Cela permet d'éviter les problèmes de dilatation thermique avant qu'ils ne commencent.
Conclusion
Le bruit des vis à billes à grande vitesse est un avertissement de perte de précision et de défaillance potentielle ; vous devez résoudre immédiatement les problèmes de lubrification, d'alignement et de température afin de protéger votre équipement et votre programme de production.
-
Le choix de la viscosité de l'huile est essentiel pour les vis à billes à grande vitesse. Découvrez quel grade ISO permet d'éviter les pointes de frottement et les bruits parasites en fonction de la vitesse de rotation, de la charge et de l'environnement. ↩
-
Même un défaut d'alignement de 0,01 mm peut provoquer du bruit et de l'usure. Découvrez les objectifs de tolérance, les méthodes d'alignement et la manière de mesurer la concentricité pour protéger votre vis à billes et vos roulements. ↩
-
Comprendre les raisons des défaillances de la lubrification permet d'éviter des pannes coûteuses et de prolonger la durée de vie des machines. Cette ressource vous aidera à identifier et à résoudre les problèmes à un stade précoce. ↩
-
Un moniteur de charge servo peut révéler des problèmes mécaniques cachés. Apprenez à interpréter ses relevés pour assurer le bon fonctionnement de votre équipement en toute sécurité. ↩
-
Découvrez comment la croissance thermique des vis à billes provoque le grippage, la perte de précision et les solutions telles que la compensation thermique et le choix des roulements pour prévenir les défaillances liées à la chaleur. ↩
-
Comprendre la précharge axiale, comment la chaleur augmente la précharge et le frottement, et les méthodes (conception de la précharge, décharge thermique, lubrification) pour la contrôler. ↩
-
Découvrez le choix de la viscosité, les procédures de remplissage et les conseils du fabricant pour éviter les bruits et assurer une lubrification en douceur. ↩
-
Découvrez pourquoi les billes en nitrure de silicium réduisent le bruit, diminuent l'inertie, résistent à l'usure et où obtenir des fiches techniques pour la mise à niveau des machines à grande vitesse. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.