

You buy an expensive CNC machine. You use the wrong coolant. Your machine table and tool holders rust quickly. You must fix this to save your equipment.
Yes, Improper coolant selection directly causes severe corrosion on your machining center table and tool holders. Coolants with low concentration, bad tap water, or incorrect pH levels strip away protective oils. This exposes the cast iron and alloy steel directly to rust and destructive chemical pitting.

I see rusty machines constantly. Clients send me photos of their damaged equipment. Some of them always blame the machine quality first. I asked them about their coolant choices. Let me explain how fluid ruins metal.
What Are the Requirements for Coolant in a Machining Center?
High-speed cutting creates massive heat. Bad coolant burns your tools and ruins parts. You need a specialized fluid that cools perfectly and protects the machine components.
A good machining center coolant must offer excellent thermal stability, rapid heat conduction, and extreme pressure lubricity. It must prevent rust, maintain high cleanliness to avoid clogging, and remain safe for machine seals, paints, and human operators.

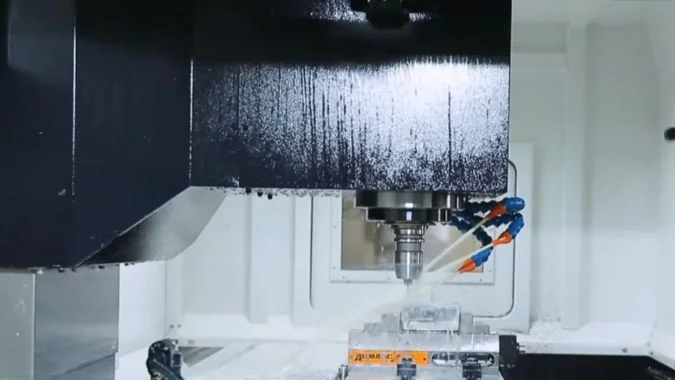
I watch high-speed five-axis machines work in our clients’ factories. The cutting tool spins incredibly fast. The instant temperature at the cutting tip easily exceeds 800 degrees Celsius. You cannot use a random coolant here. You need a specialized fluid. The coolant must absorb this massive heat instantly. The metal part bends from thermal expansion if the fluid fails. The expensive cutting tool melts and breaks. The fluid also acts as a heavy-duty lubricant. The machine changes tool angles constantly. The coolant must form a strong liquid film under extreme pressure. This liquid film stops the metal tool from welding itself to the workpiece. The fluid must also reach tiny tight spaces easily. Modern machines use high-pressure delivery systems up to 150 bar1. The fluid must flush chips away quickly to prevent recutting. The fluid must protect the machine from its own water content. Water causes rust. Good coolants have strong chemical rust inhibitors2. They protect the cast iron table and the alloy steel tool holders. The fluid must stay stable with a pH between 8 and 9.5. It must remain perfectly clean to avoid clogging small nozzles.
Coolant Performance Needs
| Requirement | Action During Machining | Result on Machine |
|---|---|---|
| Thermal stability | Removes extreme heat | Stops thermal warping |
| Extreme pressure lubricity | Forms strong oil film | Prevents tool wear |
| Anti-rust capability | Coats exposed iron | Stops table corrosion |
| High cleanliness | Flushes chips away | Prevents clogged nozzles |
How to Choose Coolant for CNC Machining Center?
You pick a random coolant bucket. Your aluminum parts turn black. Your steel parts rust. You must match the exact fluid chemistry to your specific cutting material.
You choose coolant based on the workpiece material, process parameters, and machine type. You must match the fluid formula to the metal. You must also strictly control the concentration ratio and establish a daily testing schedule for pH and rust resistance.

You must look at the metal you want to cut. Different metals hate different chemicals. If you cut aluminum alloys, you need a synthetic or semi-synthetic fluid3. This fluid provides excellent cooling and leaves a clean surface. Normal steel coolants will stain aluminum parts and turn them black. If you cut heavy steel or titanium, you need soluble oils. These oils provide better extreme pressure lubrication. You cannot mix different coolants together. Mixing creates bad chemical reactions. The chemicals drop out of the liquid and form thick sludge. After you buy the right fluid, you must control the water mixture. You must never use hard tap water. Hard tap water contains minerals that cause separation and scale. You must always start with deionized or reverse-osmosis water. You must use a refractometer tool4 to test the concentration every day. The concentration must stay between five and twelve percent. If the concentration drops below five percent, the fluid loses its rust protection completely.
Coolant Selection Factors
| Selection Factor | Wrong Choice Result | Correct Choice Result |
|---|---|---|
| Material match | Stains aluminum parts | Clean bright parts |
| Water quality | Minerals cause separation | Stable fluid mixture |
| Concentration ratio | Rusts the machine table | Protects the iron bed |
| Mixing brands | Creates thick sludge | Stays perfectly clean |
How Does The Choice of Coolant Affect the Longevity of Linear Rails and Hard Rails?
Dirty coolant gets inside your precision rails. The rails wear out quickly and cost thousands of dollars to fix. Clean coolant protects your rails and saves money.
Coolant impacts rail longevity through rust prevention and cleanliness. Hard rails need strong rust inhibitors to prevent sliding wear. Linear rails have weak anti-contamination abilities. They require highly filtered coolant to prevent tiny metal chips from destroying their internal rolling steel balls.
The coolant does not lubricate the machine rails directly. The machine uses a separate oil pump for the rails. But coolant constantly splashes onto the rail covers. Some fluid always sneaks inside. This sneaky fluid causes massive problems. Box hard rails consist of solid cast iron. They fit tightly together. Bad coolant with low concentration causes heavy rust on these flat sliding surfaces. The rust acts like sandpaper. It scratches the flat iron badly. The coolant must wash away tiny metal chips. If the fluid cannot wash them away, the chips get stuck under the heavy sliding bed. Improper coolants also strip away the protective slideway oil. They promote galvanic corrosion between different metals. Linear rails face a much worse problem. Linear rails use tiny rolling steel balls. They have very poor protection against dirt. If your coolant is dirty, the fluid carries tiny metal dust into the linear rail blocks. The metal dust mixes with the rail grease. It creates a thick grinding paste. This paste destroys the tiny steel balls in a few weeks. You must use a good coolant filtration system5 to protect linear rails6.
Coolant Impact on Rails
| Rail Type | Weakness to Coolant | Protection Needed |
|---|---|---|
| Box hard rails | Flat surfaces rust easily | High chemical rust inhibitors |
| Box hard rails | Chips stick to iron | Strong washing ability |
| Linear rails | Dust enters rolling blocks | Strict fluid filtration |
| Linear rails | Coolant strips rail grease | Chemical compatibility testing |
How Do You Prevent Bacteria Growth and Foul Odors in Your CNC Coolant Tank?
Your machine shop smells like rotten eggs. Your workers feel sick. Bacteria take over your fluid tank. You must stop this bacteria growth immediately to stay safe.
You prevent bacteria by maintaining the coolant pH level above 9 and controlling the fluid temperature. You must install an oil-water separator to remove floating tramp oil. You must circulate the fluid daily and remove all metal sludge to starve the bacteria.

I have visited some factories that smell terrible. The smell comes from the CNC machine tanks. Water-based coolants grow bacteria very easily. The bacteria love warm water between 25 and 43 degrees Celsius. Summer heat makes the problem much worse. The machine also leaks a little bit of slideway oil or hydraulic oil into the tank. We call this tramp oil7. The tramp oil floats on top of the water. It forms a thick blanket. This oil blanket blocks the oxygen from reaching the water. Anaerobic bacteria love zero oxygen environments. They grow rapidly under the oil blanket. They eat the coolant chemicals and produce hydrogen sulfide gas. This gas smells exactly like rotten eggs. You must fight this bacteria. You need an oil skimmer8. This machine removes the floating oil blanket automatically. You can also use aquarium bubblers to add oxygen directly into the water. The oxygen kills the anaerobic bacteria quickly. You must also keep the pH level very high. Bacteria cannot live in a pH above 9. You must clean the metal chips out of the tank frequently. The chips give the bacteria a place to hide.
Bacteria Prevention Steps
| Problem Source | Bacteria Reaction | Solution Method |
|---|---|---|
| Floating tramp oil | Blocks oxygen, bacteria grow | Install oil skimmer |
| Anaerobic conditions | Produces foul odor gas | Add aquarium bubblers |
| Low fluid pH | Safe environment for bacteria | Keep pH above 9 |
| Metal chip sludge | Provides food and shelter | Clean tank regularly |
Conclusion
Choosing the right CNC coolant prevents expensive machine corrosion, stops foul odors, protects precision rails, and ensures your cutting tools last longer during high-speed machining operations.
-
Find coolant specs and best practices proven to hold liquid films, flush chips and resist clogging in 150 bar high-speed five-axis machining setups. ↩
-
Discover which inhibitor chemistries protect cast iron and alloy steel, how they impact pH stability and real-world corrosion test outcomes. ↩
-
Compare top synthetic/semi-synthetic fluids, application tips, and anti-staining guidance to keep aluminum parts clean and well-cooled. ↩
-
Learn step-by-step refractometer use, calibration, and target concentration ranges to protect tools and prevent rust or separation. ↩
-
Explore filtration solutions that remove chips and contaminants, preventing grinding paste, corrosion, and premature rail failure. ↩
-
Learn practical maintenance, filtration, and lubrication strategies to extend rail life and avoid costly replacements. ↩
-
Explore proven removal and prevention techniques to stop oil blankets that feed anaerobic bacteria, cut odors, and extend coolant life in machining shops. ↩
-
Compare oil skimmer types, capacities, and installation tips to automate tramp oil removal, improve coolant quality, and eliminate rotten‑egg smells. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.