

Ist eine höhere Spindeldrehzahl auf einer CNC-Drehmaschine immer besser?
Der Betrieb einer CNC-Drehmaschine mit maximaler Drehzahl zur Verkürzung der Zykluszeiten führt häufig zu vorzeitigem Werkzeugverschleiß und Ausschuss. Es ist entscheidend, die mechanischen Grenzen der Spindeldrehzahl zu verstehen, um die Prozessstabilität zu gewährleisten, anstatt davon auszugehen, dass schneller immer besser ist.
Eine höhere Spindeldrehzahl ist bei einer CNC-Drehmaschine nicht immer von Vorteil. Hohe Drehzahlen eignen sich gut für die Endbearbeitung kleiner Teile. Schwere Zerspanung und harte Metalle erfordern jedoch niedrige Drehzahlen und ein hohes Drehmoment. Sie müssen die Drehzahl an das spezifische Material und die Schnitttiefe anpassen, um Werkzeugbruch zu vermeiden.
Der weit verbreitete Irrglaube, dass eine höhere Drehzahl zwangsläufig zu einer höheren Produktivität führt, führt oft zu einer suboptimalen CNC-Programmierung.1 Eine detaillierte technische Analyse der Wechselwirkung zwischen Spindeldrehzahl, Maschinendrehmoment, Materialeigenschaften und Werkzeugverschleiß ist notwendig, um Schnittparameter zu konfigurieren, die sowohl den Fabrikausstoß als auch die Lebensdauer der Ausrüstung tatsächlich maximieren.
Warum ist ein hohes Drehmoment für die Schwerzerspanung wichtiger als eine hohe Drehzahl?
Der Versuch, bei schweren Stahlschmiedeteilen mit hohen Spindeldrehzahlen aggressiv Material abzutragen, kann leicht zum Stillstand der Maschine und zur Zerstörung teurer Rohmaterialien führen. Bei der Schwerzerspanung muss der Priorität nach das massive Spindeldrehmoment vor der reinen Drehzahl stehen, um eine kontinuierliche, stabile Schnittkraft aufrechtzuerhalten.
Ein hohes Drehmoment treibt das Werkzeug durch hartes Metall, ohne dass es zum Stillstand kommt. Die Drehzahl sinkt, wenn das Drehmoment steigt, da die Motorleistung konstant bleibt. Schwere Schnitte erfordern diese rohe Schubkraft, um dicke Metallspäne sicher zu entfernen, ohne starke Maschinenvibrationen zu verursachen.
Das Drehmoment liefert beim Drehen die eigentliche Schnittkraft. Ein Werkzeug drückt gegen das Werkstück, um Metall abzutragen. Dieser Vorgang erfordert einen enormen Anpressdruck. Ein hohes Drehmoment gibt dem Werkzeug die nötige Kraft, um durch große Schnitttiefen zu dringen. Eine hohe Spindeldrehzahl kann diese Schubkraft nicht bieten. Bei schweren Schnitten mit hoher Drehzahl wird die Maschine zum Stillstand kommen.
Die Maschinenleistung folgt einem strengen physikalischen Gesetz. Leistung ist gleich Drehmoment multipliziert mit der Drehzahl.2 Ihre Drehmaschine hat eine fest definierte Motorleistung. Sie müssen die Drehzahl senken, um ein hohes Drehmoment zu erreichen.3 Sie benötigen dieses hohe Drehmoment, um die Stabilität bei schweren Schrupparbeiten zu gewährleisten. Sie bearbeiten große Stahlschmiedeteile mit niedriger Drehzahl und hohem Drehmoment.
Eine niedrige Drehzahl hilft Ihnen zudem, Hitze und Metallspäne zu kontrollieren.4 Schwere Schnitte erzeugen dicke Späne und enorme Hitze. Eine niedrige Drehzahl ermöglicht es den Spänen, sauber abzufallen. Sie verhindert, dass sich die Späne um das Werkzeug wickeln. Die Hitze verteilt sich langsamer. Das Werkzeug bleibt kühl und behält seine Form. Ein hohes Drehmoment hält den Schnitt gleichmäßig und sicher.
| Anforderung an den Schnitt | Vorteil eines hohen Drehmoments | Hochgeschwindigkeitsergebnis |
|---|---|---|
| Schweres Schruppen | Führt das Werkzeug sicher | Blockiert die Spindel |
| Wärmekontrolle | Hält das Metall kühl | Verbrennt das Werkzeug |
| Spanabhebung | Führt Späne sauber ab | Wickelt Späne um das Werkzeug |
| Schnittstabilität | Stoppt Vibrationen | Bricht die Wendeschneidplatte |
Wie bestimmt man die optimale Spindeldrehzahl für verschiedene Werkstückmaterialien?
Die Anwendung derselben Schnittparameter für weiches Aluminium und gehärteten Stahl zerstört aufgrund übermäßiger Wärmeentwicklung sofort die Wendeschneidplatten. Spindeldrehzahlberechnungen müssen die spezifische Metallurgie und Härte des Werkstücks strikt berücksichtigen, um die Schnittbedingungen zu optimieren.
Bestimmen Sie die Spindeldrehzahl, indem Sie die Werkstückhärte und das Werkzeugmaterial überprüfen. Weiche Metalle wie Aluminium erfordern hohe Drehzahlen. Gehärteter Stahl erfordert niedrige Drehzahlen. Hartmetallwerkzeuge laufen schneller als Schnellarbeitsstahlwerkzeuge. Sie müssen die Drehzahl immer basierend auf dem Bauteildurchmesser berechnen.
Das Werkstückmaterial ist der wichtigste Faktor für die Spindeldrehzahl.5 Beim Schneiden von hartem Stahl treffen Sie auf einen hohen Schnittwiderstand. Hohe Drehzahlen erzeugen zu viel Wärme und zerstören das Werkzeug. Bei harten Materialien müssen Sie niedrige Drehzahlen verwenden. Weiche Materialien wie Kupfer und Aluminium lassen sich leicht schneiden. Sie können hohe Drehzahlen verwenden, um zu verhindern, dass weiches Metall am Werkzeug haftet.6
Auch Ihr Schneidwerkzeugmaterial begrenzt die maximale Drehzahl. Schnellarbeitsstahlwerkzeuge schmelzen bei hohen Temperaturen.7 Sie müssen diese mit zehn bis dreißig Metern pro Minute betreiben. Hartmetallwerkzeuge sind wesentlich hitzebeständiger. Hartmetallwerkzeuge betreiben Sie mit dreißig bis einhundert Metern pro Minute. Keramikwerkzeuge können sogar noch schneller drehen.
Sie müssen auch Ihre Bearbeitungsstufe betrachten. Beim Schruppen wird Metall schnell abgetragen. Sie verwenden eine moderate Geschwindigkeit, um das Werkzeug zu schützen. Das Schlichten sorgt für eine glatte Oberfläche. Sie verwenden eine andere Geschwindigkeit, um perfekte Abmessungen sicherzustellen. Sie müssen immer die Berechnungen durchführen. Sie verwenden den Werkstückdurchmesser, um die tatsächliche Drehzahl zu ermitteln.8 Ein großes Bauteil erfordert eine sehr langsame Drehung, um die korrekte Schnittgeschwindigkeit zu erreichen.
| Material Typ | Material Härte | Wahl der Spindeldrehzahl |
|---|---|---|
| Aluminium | Sehr weich | Hohe Geschwindigkeit |
| Baustahl | Mittel | Moderate Geschwindigkeit |
| Gehärteter Stahl | Sehr hart | Niedrige Geschwindigkeit |
| Superlegierungen | Extrem hart | Sehr niedrige Geschwindigkeit |
Führt eine Erhöhung der Spindeldrehzahl zu schnellerem Werkzeugverschleiß und höheren Verbrauchskosten?
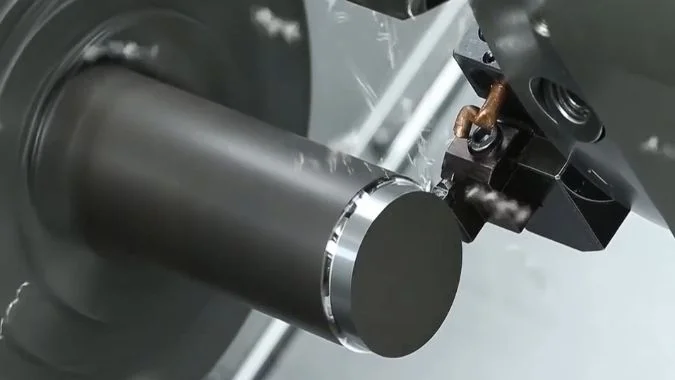
Überhöhte Spindeldrehzahlen beschleunigen den thermochemischen Verschleiß drastisch, lassen die Schneidkanten schmelzen und erhöhen die täglichen Verbrauchskosten. Um die Gewinnmargen eines Betriebs zu schützen, muss die präzise Geschwindigkeitsschwelle identifiziert werden, bei der die Materialabtragsrate den Werkzeugverschleiß nicht übersteigt.
Eine höhere Spindeldrehzahl führt oft zu einem schnelleren Werkzeugverschleiß. Hohe Geschwindigkeiten erzeugen extreme Hitze. Diese Hitze macht die Schneidkante weich und zerstört das Werkzeug. Korrekte hohe Geschwindigkeiten in Verbindung mit gutem Kühlmittel und geeigneten Werkzeugmaterialien können die Standzeit jedoch erhalten. Sie müssen die Geschwindigkeit ausbalancieren, um die Kosten zu kontrollieren.

Hohe Geschwindigkeiten erzeugen beim Metallschneiden oft enorme Hitze. Diese Hitze verursacht thermochemischen Verschleiß.9 Das Werkzeugmaterial wird weich und verliert seine Form. Der abrasive Verschleiß nimmt bei hohen Geschwindigkeiten ebenfalls zu. Das Werkzeug reibt zu schnell am Metall. Dies verkürzt die Lebensdauer Ihrer teuren Wendeschneidplatten. Sie müssen die Werkzeuge häufiger wechseln. Ihre Verbrauchskosten steigen.
Hohe Geschwindigkeiten führen jedoch nicht immer zwangsläufig zu Werkzeugschäden. Werkzeugverschleiß entsteht durch das Zusammenspiel vieler verschiedener Faktoren. Sie müssen die Schnittkraft berücksichtigen. Hohe Geschwindigkeit bedeutet nicht immer hohe Schnittkraft. Sie können bei hohen Geschwindigkeiten sicher leichte Schnitte durchführen. Sie müssen zudem ein gutes Kühlmittel verwenden. Das Kühlmittel schwemmt die Hitze ab.
Die Wahl Ihres Werkzeugmaterials verändert alles. Hochleistungswerkzeuge aus Keramik bevorzugen tatsächlich hohe Geschwindigkeiten. Billige Werkzeuge gehen bei denselben Geschwindigkeiten sofort kaputt. Sie zahlen versteckte Kosten, wenn Sie Werkzeuge zu schnell verschleißen. Sie halten die Maschine ständig an, um Wendeschneidplatten zu wechseln. Sie verbrauchen mehr Strom. Sie produzieren mehr Ausschussteile. Sie müssen Ihre Geschwindigkeit kontrollieren, um Ihr Budget zu schonen.
| Verschleißfaktor | Auswirkung bei hoher Geschwindigkeit | Wie man ihn kontrolliert |
|---|---|---|
| Schnittwärme | Weicht das Werkzeug auf | Verwenden Sie einen starken Kühlmittelfluss |
| Abrasive Reibung | Schleift die Werkzeugschneide ab | Verwenden Sie härtere Werkzeugmaterialien |
| Mechanischer Schock | Bringt das Werkzeug zum Splittern | Wählen Sie geringere Schnitttiefen |
| Verbrauchskosten | Erzwingen häufige Wechsel | Finden Sie den Gleichgewichtspunkt |
Wie lassen sich Spindeldrehzahl und Vorschubgeschwindigkeit für maximale Bearbeitungseffizienz ausbalancieren?
Das blinde, gleichzeitige Erhöhen von Spindeldrehzahl und Vorschubgeschwindigkeit führt oft zu starkem Rattern der Maschine und Werkstückverbiegungen. Um echte Bearbeitungseffizienz zu erreichen, müssen diese beiden Parameter präzise ausbalanciert werden, um die Schnittkräfte zu kontrollieren und die endgültige Maßhaltigkeit zu gewährleisten.
Bringen Sie Drehzahl und Vorschub in Einklang, indem Sie das Werkstückmaterial und Ihre Bearbeitungsziele überprüfen. Verwenden Sie niedrige Drehzahlen und hohe Vorschübe für schweres Schruppen. Verwenden Sie hohe Drehzahlen und niedrige Vorschübe für die Feinbearbeitung. Die richtigen Kombinationen senken die Schnittkräfte und halten das Werkzeug sicher.
Spindeldrehzahl und Vorschubgeschwindigkeit arbeiten zusammen. Sie können das eine nicht ändern, ohne an das andere zu denken. Der Vorschub steuert, wie schnell sich das Werkzeug über das Teil bewegt. Die Drehzahl steuert, wie schnell sich das Teil dreht. Sie verwenden beide zusammen, um die Schnittkräfte zu steuern. Vernünftige Einstellungen senken die Schnitttemperatur. Dies hält Ihr Werkzeug lange scharf.
Sie passen diese Einstellungen an Ihren aktuellen Auftrag an. Sie führen Schrupparbeiten durch, um große Mengen Metall abzutragen. Sie wählen eine große Schnitttiefe und eine hohe Vorschubgeschwindigkeit. Sie müssen die Spindeldrehzahl senken. Die niedrige Drehzahl liefert Ihnen das für die große Schnitttiefe erforderliche Drehmoment. Sie schützen die Maschine vor dem Stillstand.
Sie führen die Feinbearbeitung durch, damit das Teil perfekt aussieht. Sie wählen eine sehr geringe Schnitttiefe und einen langsamen Vorschub. Sie erhöhen die Spindeldrehzahl. Die hohe Geschwindigkeit schneidet das Metall sauber. Sie hinterlässt eine glänzende Oberfläche. Sie müssen immer auf die Maschine hören. Eine laute Maschine deutet auf falsche Einstellungen hin. Sie ändern Drehzahl und Vorschub, bis das Schneidgeräusch gleichmäßig ist. Dieses Gleichgewicht spart Geld und beschleunigt die Fertigstellung der Teile.
| Bearbeitungsstufe | Spindeldrehzahl | Vorschubgeschwindigkeit | Schnitttiefe |
|---|---|---|---|
| Schweres Schruppen | Niedrig | Hoch | Tief |
| Halb-Feinbearbeitung | Mittel | Mittel | Mittel |
| Endbearbeitung | Hoch | Niedrig | Sehr leicht |
| Gewindeschneiden | An die Steigung angepasst | Fest | Leicht |
Schlussfolgerung
Höhere Spindeldrehzahlen funktionieren nur bei der leichten Feinbearbeitung und weichen Metallen. Sie müssen für schwere Schnitte niedrige Drehzahlen und ein hohes Drehmoment verwenden, um Werkzeuge zu schonen und Kosten zu sparen.
-
"Study of Effects of Machining Parameters on Tool Life – Academia.edu", https://www.academia.edu/38778291/Study_of_Effects_of_Machining_Parameters_on_Tool_Life. Eine fertigungstechnische Quelle zur Optimierung von Schnittparametern würde bestätigen, dass die Produktivität beim CNC-Drehen von einer koordinierten Abstimmung von Drehzahl, Vorschub, Schnitttiefe, Standzeit und Maschinengrenzen abhängt, nicht allein von der Spindeldrehzahl. Beweisrolle: Expertenkonsens; Quellentyp: Bildung. Unterstützt: Höhere Drehzahlen allein garantieren beim CNC-Drehen keine höhere Produktivität und können zu einer schlechten Parameterauswahl führen. Bereichshinweis: Die Quelle würde die Behauptung kontextualisieren; sie misst möglicherweise nicht spezifisch, wie oft Programmierer diesem Irrtum unterliegen. ↩
-
"Torque – Wikipedia", https://en.wikipedia.org/wiki/Torque. Eine physikalische oder mechanische Referenz würde die Rotationsleistungsbeziehung P = τω stützen, die zeigt, dass mechanische Leistung das Produkt aus Drehmoment und Winkelgeschwindigkeit ist. Beweisrolle: Definition; Quellentyp: Bildung. Unterstützt: Mechanische Rotationsleistung entspricht Drehmoment multipliziert mit Winkelgeschwindigkeit. ↩
-
"Understanding DC Motor Characteristics – This is lancet.mit.edu.", http://lancet.mit.edu/motors/motors3.html. Eine Referenz zu Werkzeugmaschinenspindeln oder Motoreigenschaften würde bestätigen, dass innerhalb eines Bereichs konstanter Leistung das verfügbare Drehmoment umgekehrt proportional zur Drehzahl ist. Beweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Bei einer Spindel mit konstanter Leistung erhöht eine Reduzierung der Drehzahl das verfügbare Drehmoment. Bereichshinweis: Dies gilt am direktesten in Bereichen konstanter Leistung; Motorantriebe können bei niedrigeren Drehzahlen auch Bereiche mit konstantem Drehmoment aufweisen. ↩
-
"[PDF] Chip formation, cutting forces, and tool wear in turning of Zr-based …", http://wumrc.engin.umich.edu/wp-content/uploads/sites/51/2013/08/04_MTM_BMG_turning_mechanics.pdf. Eine Bearbeitungsreferenz zur Spanbildung und Schnitttemperatur würde bestätigen, dass die Schnittgeschwindigkeit die Wärmeentwicklung und das Spanverhalten beim Drehen beeinflusst. Beweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Eine geringere Schnittgeschwindigkeit kann helfen, Wärme und Spanverhalten bei der Schwerzerspanung zu kontrollieren. Bereichshinweis: Die Spanabfuhr wird zudem stark durch Werkzeuggeometrie, Spanbrecherdesign, Vorschub, Schnitttiefe, Kühlmittel und Materialduktilität beeinflusst. ↩
-
"[PDF] ME-215 Engineering Materials and Processes", https://mie.njit.edu/sites/mie/files/me215-20-fall2017.pdf. Ein Handbuch zur Zerspanung oder ein universitäres Lehrbuch zur Fertigungstechnik bestätigt, dass die Wahl der Schnittgeschwindigkeit maßgeblich von den Werkstoffeigenschaften des Werkstücks beeinflusst wird, einschließlich Härte, Festigkeit und Zerspanbarkeit. Beweisrolle: Expertenkonsens; Quellentyp: Bildung. Unterstützt: Das Werkstückmaterial ist ein Hauptfaktor bei der Wahl der Spindeldrehzahl für das Drehen. Anmerkung zum Anwendungsbereich: Andere Faktoren wie Werkzeugmaterial, Werkzeuggeometrie, Spannungssteifigkeit, Kühlschmierstoff und Anforderungen an die Oberflächengüte beeinflussen die Wahl der Schnittgeschwindigkeit ebenfalls wesentlich. ↩
-
"(PDF) Eine Untersuchung der Auswirkungen der Schnittgeschwindigkeit auf die geometrische …", https://www.academia.edu/120696698/An_investigation_of_cutting_speed_effects_on_geometric_tolerances_in_turning_of_AA_7075_aluminum_alloy. Ein Nachschlagewerk zur Zerspanung über Aufbauschneiden und Zerspanbarkeit würde bestätigen, dass duktile Werkstoffe wie Aluminium Aufbauschneiden bilden können und dass entsprechend höhere Schnittgeschwindigkeiten die Adhäsion unter bestimmten Bedingungen verringern können. Beweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Höhere Schnittgeschwindigkeiten können dazu beitragen, das Anhaften oder die Bildung von Aufbauschneiden bei der Bearbeitung einiger weicher duktiler Metalle zu reduzieren. Anmerkung zum Anwendungsbereich: Die Kontrolle der Aufbauschneiden hängt auch von der Werkzeugbeschichtung, dem Spanwinkel, der Schmierung, der Legierungszusammensetzung und dem Vorschub ab. ↩
-
"[PDF] Hochtemperatur-Anlassen von Schnellarbeitsstählen", https://journal.uctm.edu/node/j2017-4/2_17-03_Barchukov_p621-625.pdf. Ein Referenzwerk zu Materialien oder Zerspanung, das Werkzeugmaterialien vergleicht, würde bestätigen, dass Schnellarbeitsstahl bei erhöhten Temperaturen an Härte verliert und daher geringere zulässige Schnittgeschwindigkeiten aufweist als Hartmetall oder Keramik. Beweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Werkzeuge aus Schnellarbeitsstahl sind bei hohen Schnitttemperaturen begrenzt, da sie an Härte und Zerspanungsleistung verlieren. Anmerkung zum Anwendungsbereich: Das Wort “schmelzen” könnte den Mechanismus überbewerten; Leistungsverluste treten häufig durch Erweichen, Anlassen oder Verlust der Warmhärte vor dem eigentlichen Schmelzen auf. ↩
-
"[PDF] Drehgleichungen", https://www.montana.edu/jdavis/met314/documents/homework/Turning%20Examples.pdf. Ein Referenzwerk zu Fertigungsverfahren für Drehberechnungen würde bestätigen, dass die Spindeldrehzahl aus der Schnittgeschwindigkeit und dem Werkstückdurchmesser berechnet wird, üblicherweise unter Verwendung von N = V/(πD) mit konsistenten Einheiten. Beweisrolle: Definition; Quellentyp: Bildung. Unterstützt: Der Werkstückdurchmesser ist erforderlich, um die gewünschte Schnittgeschwindigkeit in Spindeldrehzahl umzurechnen. Anmerkung zum Anwendungsbereich: Die Formel ergibt die Nenndrehzahl; tatsächliche Einstellungen können an Maschinenlimits, Werkstückspannung, Auswuchtung und Prozessstabilität angepasst werden. ↩
-
"Die Erforschung des Werkzeugverschleißmechanismus für Hochgeschwindigkeitsfräsen …", https://pmc.ncbi.nlm.nih.gov/articles/PMC7956700/. Eine Forschungsquelle zur Tribologie oder Zerspanung würde bestätigen, dass erhöhte Schnitttemperaturen Diffusions-, Oxidations- und andere thermochemische Verschleißmechanismen bei Schneidwerkzeugen fördern. Beweisrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Wärme, die bei hohen Schnittgeschwindigkeiten entsteht, kann zum thermochemischen Verschleiß von Schneidwerkzeugen beitragen. Anmerkung zum Anwendungsbereich: Thermochemischer Verschleiß ist eine Kategorie des Werkzeugverschleißes; Freiflächenverschleiß, Kolkverschleiß, Abrasion, Adhäsion und Ausbrüche können je nach Werkzeug-Werkstück-Paarung und Schnittbedingungen dominieren. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.