

¿Cómo Asegurar una Pieza de Trabajo en una Máquina Rectificadora de Superficies CNC?
Escuchas un fuerte estallido y ves una rueda destrozada en el suelo de la tienda. Una pieza de trabajo suelta convierte tu amoladora en un peligroso lanzador de proyectiles.
Sujetar una pieza implica elegir entre platos magnéticos, sistemas de vacío o mordazas mecánicas en función del material y la forma. Los platos electromagnéticos son estándar para el acero, mientras que las piezas no magnéticas requieren sujeción mecánica o sujeción por vacío para garantizar la seguridad y la precisión.

En mis años de experiencia, he visto a innumerables talleres luchar contra las marcas de vibración y las tolerancias deficientes, sólo para darse cuenta de que el problema no era la máquina, sino la sujeción. Una sujeción correcta es la base absoluta de cualquier trabajo de alta precisión. Para ayudarle a evitar estos errores comunes, he desglosado las principales opciones a continuación para que pueda elegir el método más seguro y eficaz para su aplicación específica.
¿Por qué el mandril magnético es la opción más común para el rectificado de superficies CNC?
Pierdes horas configurando abrazaderas para cada pieza individual en un lote. Este tiempo de inactividad mata tus márgenes de beneficio y frustra a tu equipo.
Los platos electromagnéticos son el estándar del sector porque sujetan instantáneamente los materiales ferromagnéticos sin necesidad de abrazaderas físicas. Distribuyen la fuerza de sujeción uniformemente por la superficie inferior, lo que minimiza la distorsión y permite que la pieza se expanda libremente a medida que se calienta durante el rectificado.
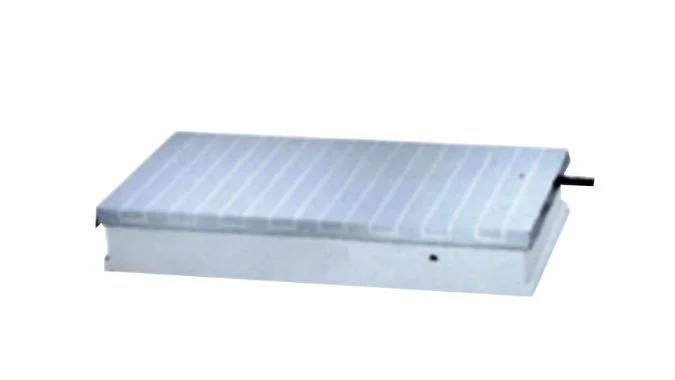
En el mundo del rectificado de superficies, el mandril electromagnético1 es el rey por una razón. Se reduce a velocidad, estabilidad y acceso. Cuando se utilizan mordazas mecánicas, se obstruye la trayectoria de la muela abrasiva. Con un plato magnético, tiene acceso total a cinco lados de la pieza (superior y cuatro laterales). Esto es fundamental para la eficacia.
Sólo tengo que pulsar un interruptor (o utilizar un controlador) y la corriente fluye, creando una sujeción instantánea y potente en acero o hierro fundido. Esto cambia las reglas del juego en el procesamiento por lotes, porque puedo cargar la mesa con veinte piezas pequeñas y fijarlas todas a la vez.
Más allá de la velocidad, la calidad de la sujeción es mejor para el rectificado plano. Una mordaza mecánica aplica una presión puntual. Esto puede doblar ligeramente la pieza. Al soltar la pinza después del rectificado, la pieza vuelve a su posición original y la superficie plana desaparece. El plato magnético tira uniformemente por toda la cara inferior, ayudándole a conseguir tolerancias de planitud en el rango de 0,0001-0,001 pulgadas2.
Además, el rectificado genera calor. Si una pieza está bloqueada físicamente por abrazaderas, no puede expandirse, por lo que se dobla. En un imán, la pieza puede expandirse libremente a medida que se calienta. Esto reduce la tensión interna y mantiene las tolerancias ajustadas.
¿Qué diferencias hay entre los platos permanentes y los electromagnéticos para rectificar?
No está seguro de qué tipo de imán se adapta a la configuración eléctrica de su taller y a sus necesidades de seguridad. Una elección equivocada podría provocar accidentes durante un corte de suministro eléctrico.
Los platos magnéticos permanentes utilizan imanes internos y no necesitan electricidad, por lo que son seguros en caso de corte del suministro eléctrico. Los platos electromagnéticos dependen de la corriente continua, por lo que ofrecen una fuerza variable más potente para piezas grandes, pero conllevan el riesgo de desprendimiento si se corta la corriente.
Estas dos herramientas se parecen, pero funcionan de forma muy diferente. A mandril magnético permanente3 utiliza imanes potentes, como el Neodimio hierro boro, en el interior del cuerpo. Se utiliza una palanca o llave para girar un eje. Esto alinea el campo magnético para sujetar la pieza. La mayor ventaja es la seguridad y la eficiencia energética. No consume electricidad ni genera calor. Esto es crucial porque el calor de una bobina electromagnética puede transferirse a la pieza, causando distorsión térmica en trabajos de alta precisión.
En cambio, el mandril electromagnético utiliza una bobina de alambre y electricidad. Se controla con un botón. Es más fácil para el operario y perfecto para la automatización. Permite fuerza de sujeción variable4, Ello resulta útil para piezas finas que podrían deformarse a plena potencia. Sin embargo, las bobinas generan calor, que hay que controlar. Además, si falla la alimentación, el imán se apaga al instante. Debe tener un sistema de alimentación de reserva o un bloqueo mecánico para evitar que la pieza salga volando.
| Característica | Mandril magnético permanente | Mandril electromagnético |
|---|---|---|
| Fuente de energía | Ninguno (imanes internos) | Electricidad continua |
| Generación de calor | Cero (mayor precisión) | Alta (necesita refrigeración) |
| Seguridad | Seguro en caso de corte del suministro eléctrico | Riesgo de desprendimiento |
| Operación | Palanca manual | Interruptor/Controlador |
| Aplicabilidad | Piezas de precisión pequeñas/medianas | Cortes pesados/grandes/rugosos |
¿Cuándo debe utilizar tornillos de banco de precisión o abrazaderas mecánicas en lugar de fuerza magnética?
Tiene una pieza de latón o aluminio que simplemente no se adhiere al imán. Confiar en métodos de bloqueo improvisados es peligroso e inexacto.
Debe utilizar abrazaderas mecánicas o tornillos de banco de precisión cuando rectifique materiales no magnéticos como aluminio, cobre o acero inoxidable. También son esenciales para formas complejas, piezas de paredes finas que podrían deformarse bajo la fuerza magnética, o al rectificar superficies verticales y en ángulo.
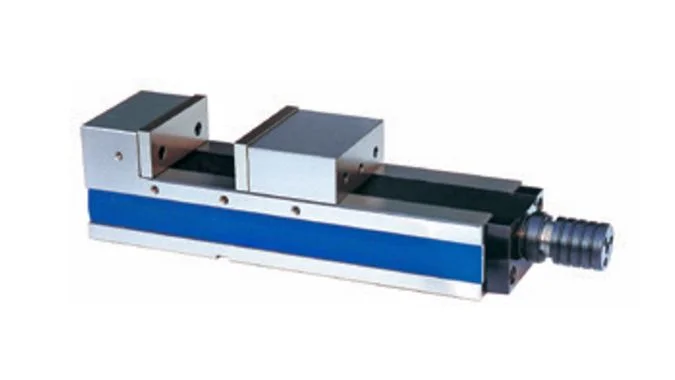
Los imanes son geniales, pero tienen límites. El límite más obvio es el material. Si necesito rectificar aluminio, cobre, titanio o plástico, un mandril magnético5 no hace nada. Para estos trabajos, utilizo un tornillo de banco de precisión o abrazaderas mecánicas.
También se necesitan pinzas para las piezas de paredes finas. A veces, la succión de un imán fuerte es demasiado potente. Succiona una placa fina y la aplasta contra la mesa. La aplanas, apagas el imán y la placa vuelve a su forma deformada. Un tornillo de banco permite sujetarla suavemente con cuñas sin deformarla.
La geometría es otro factor. Los imanes necesitan una superficie inferior plana. Si su pieza es redonda, irregular o tiene una superficie de contacto pequeña, no se adherirá con seguridad. Necesita una fijación o un tornillo de banco para mantenerla rígida.
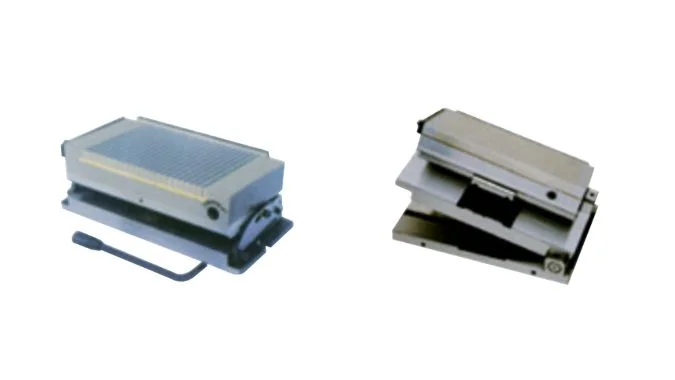
Por último, piense en el ángulo. Los mandriles estándar sólo sujetan la parte inferior. Si necesito rectificar un ángulo o un lado vertical, utilizo un tornillo sin fin6. Esta herramienta me permite inclinar la pieza hasta un grado preciso y bloquearla. Proporciona una rigidez frente a grandes fuerzas de corte que un imán no puede proporcionar en una pieza alta.
¿Cuáles son los riesgos críticos para la seguridad de una sujeción incorrecta de la pieza durante el rectificado a alta velocidad?
Se oye un fuerte golpe y se ve una rueda destrozada por el suelo del taller. Una pieza suelta convierte su amoladora en un peligroso lanzador de proyectiles.
Si una pieza no está sujeta, la muela puede lanzarla a gran velocidad, causando lesiones graves o la muerte. Este impacto suele destrozar la muela, creando metralla secundaria, dañando las vías de la máquina y destruyendo la pieza al instante.
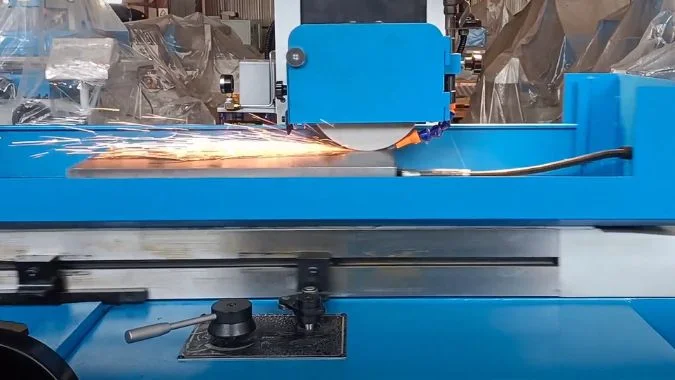
La seguridad es la parte más importante de este trabajo. Si no sujeta la pieza firmemente, la física de la máquina actuará en su contra. La muela abrasiva gira a miles de revoluciones por minuto. Cuando toca el metal, ejerce un fuerza tangencial masiva7. Si la pinza o el imán son demasiado débiles, la rueda agarra la pieza y la lanza. A esto lo llamamos proyectil. Puede golpear al operario y causar lesiones mortales o la muerte.
Pero el peligro no se detiene ahí. Se trata de una reacción en cadena. Cuando la pieza suelta golpea el protector o el tope de hierro, el choque suele provocar la muela para explotar8. Ahora tienes trozos de piedra abrasiva volando por todas partes como metralla.
He visto cómo esto destruía la propia máquina. La pieza voladora puede chocar contra los raíles guía de precisión o el husillo. Pierdes la pieza, rompes la costosa rueda y puedes arruinar la precisión de la máquina para siempre. Compruebe siempre dos veces la fuerza de sujeción antes de poner en marcha el husillo. Si utiliza un imán, asegúrese de que la superficie de contacto esté limpia y plana.
Conclusión
Elija platos electromagnéticos para velocidad con acero, pero cambie a tornillos de banco mecánicos para piezas no magnéticas o complejas para evitar proyectiles peligrosos y garantizar la precisión.
-
Obtenga información de expertos sobre cómo los platos electromagnéticos ofrecen configuraciones más rápidas, mayor sujeción y mejor acceso, además de orientación sobre cómo elegir modelos fiables para su taller. ↩
-
Aprenda técnicas probadas para obtener resultados ultraplanos: preparación, sujeción magnética, reavivado, refrigerante y control térmico para evitar el arqueamiento y mantener la tolerancia. ↩
-
Descubra cómo un plato magnético permanente funciona sin electricidad, ofreciendo seguridad y eficiencia energética para el mecanizado de precisión. ↩
-
Descubra por qué la fuerza de retención variable es esencial para evitar el alabeo en piezas delicadas o finas durante el mecanizado. ↩
-
Comprenda cómo funcionan los platos magnéticos, sus límites en piezas no ferrosas y finas, y las mejores prácticas de configuración para un rectificado seguro y preciso sin distorsiones. ↩
-
Descubra cómo un tornillo de banco sinusoidal permite configuraciones angulares precisas, aumenta la rigidez para trabajos altos y ofrece precisión repetible utilizando bloques de calibre y fijaciones adecuadas. ↩
-
Comprender la fuerza tangencial masiva ayuda a entender por qué es fundamental una sujeción segura para evitar accidentes peligrosos y daños en los equipos. ↩
-
Conocer las causas de las explosiones de muelas puede ayudarle a tomar medidas preventivas, garantizando tanto la seguridad del operario como la longevidad de la máquina. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.