

¿Cómo elegir entre torreta VDI y BMT para un torno CNC?
Va a comprar un nuevo centro de torneado y fresado, pero la hoja de especificaciones ofrece dos opciones: VDI o BMT. Parecen similares, pero elegir la incorrecta puede significar vibraciones constantes, potencia limitada o ajustes lentos.
Elija una torreta VDI para entornos de gran mezcla y cambios rápidos en los que la velocidad de preparación es fundamental. Elija una torreta BMT para trabajos de corte pesados, materiales resistentes y aplicaciones que requieran la máxima rigidez, especialmente para operaciones de fresado.

Esta es una de las decisiones más importantes que puede tomar a la hora de especificar un nuevo torno. No se trata sólo de un portaherramientas; es toda la base del rendimiento de su máquina. Durante años, he visto talleres que optaban por el VDI porque era común y rápido. Pero luego se preguntaban por qué no podían forzar al máximo sus herramientas motorizadas en acero inoxidable. La elección entre VDI y BMT se reduce a un simple compromiso: ¿necesita velocidad y flexibilidad, o potencia bruta y estabilidad? Hacerlo bien desde el principio le ahorrará muchos quebraderos de cabeza más adelante.
¿Cuál es la principal diferencia mecánica entre el montaje de los soportes VDI y BMT en una torreta?
Ves estos dos sistemas, y parecen vagamente similares, pero sabes que el método de montaje es la clave. Intentas entender por qué uno se considera más rígido que el otro.
Un soporte VDI utiliza un eje dentado que se desliza en un orificio y se fija mediante un único mecanismo de sujeción. Un soporte BMT se atornilla directamente a la cara plana de la torreta con cuatro tornillos y chavetas de fijación.
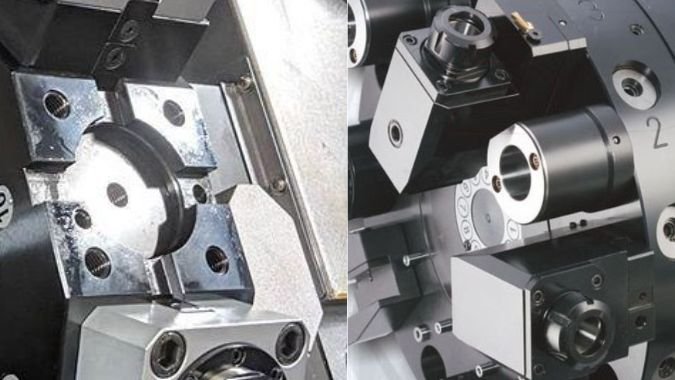
Piénsalo así. A Soporte VDI1 es como poner una clavija en un agujero. Un eje dentado le da un bloqueo positivo para que no pueda torcerse, y un solo tornillo o cuña lo aprieta en su sitio. Es rápido. Un soporte BMT es como atornillar un bloque macizo de acero directamente a otro bloque macizo de acero. El soporte tiene chavetas que lo alinean a la perfección y, a continuación, cuatro pernos de alta resistencia lo aprietan contra la cara de la torreta. Esta diferencia fundamental en el montaje es el origen de todas las variaciones de rendimiento. Uno está diseñado para ofrecer rapidez y comodidad; el otro, para ofrecer la máxima resistencia.
La diferencia crítica de la alineación
La forma en que se alinean estos soportes es una gran diferencia práctica. Con un soporte VDI, al tratarse de un único eje en un orificio, a menudo hay que "indicarlo" con un reloj comparador para asegurarse de que está perfectamente recto antes de apretarlo. Esto añade un paso al proceso de ajuste. El sitio Sistema BMT2 es diferente. Utiliza chavetas o clavijas sólidas que encajan en las ranuras de precisión de la torreta. Cuando se atornilla, siempre queda recto, sin necesidad de indicación. Esta precisión inherente y el contacto sólido, cara a cara, crean una conexión mucho más rígida y fiable, que es donde BMT obtiene su fuerza.
| Característica | VDI | BMT |
|---|---|---|
| Método de fijación | Eje dentado simple, sujeto por una cuña. | Cuatro pernos, montados planos contra la cara de la torreta. |
| Alineación | Requiere "indicación" manual para mayor precisión. | Las chavetas de precisión garantizan una alineación automática. |
| Área de contacto | Más pequeños, concentrados alrededor del eje. | Grandes, distribuidos por toda la cara del soporte. |
| Posición de montaje | Puede ser axial (frontal) o radial (lateral). | Sólo montaje axial (frontal). |
¿Por qué una torreta BMT es superior para el corte pesado y los cortes interrumpidos?
Sus trabajos implican materiales duros o desbastes pesados en piezas forjadas de gran tamaño. Ha experimentado vibraciones y fallos de la herramienta, y necesita un sistema que pueda soportar las fuerzas extremas sin inmutarse.
Una torreta BMT es superior porque su sistema de cuatro pernos montado en la cara crea una unidad única y sólida con la torreta. Esta enorme rigidez evita la vibración y la desviación de la herramienta bajo el intenso impacto de cortes pesados o interrumpidos.

Nunca olvidaré un trabajo que tuvimos torneando una gran pieza de fundición a la que le faltaban secciones. Cada vez que la herramienta golpeaba el material después de cortar el aire, era como un martillazo. Con el sistema VDI, rompíamos plaquitas y luchábamos constantemente contra las vibraciones. Trasladamos el trabajo a una máquina con Torreta BMT3y la diferencia fue de la noche al día. El corte era más suave y silencioso, y podíamos aumentar la velocidad de avance. La sólida conexión de la BMT absorbe esos impactos en lugar de dejar que la herramienta vibre. Esta rigidez superior se traduce directamente en una mejor calidad de las piezas, una mayor vida útil de la herramienta y la capacidad de mecanizar materiales más duros con mayor eficacia.
Manejo de fuerzas extremas
El diseño del BMT está pensado para situaciones de gran tensión. Su estabilidad se debe a la gran superficie de contacto y a la fuerza de sujeción de cuatro pernos, que minimiza la posibilidad de que el portaherramientas se desplace o flexione. Esto es crucial para mantener la precisión durante el desbaste pesado o cuando se trabaja con aleaciones difíciles como Inconel4 o acero endurecido. La eficaz transmisión de potencia y par del husillo a la herramienta a través de la torreta significa que se desperdicia menos energía en forma de vibraciones y calor. Esto no sólo protege la herramienta y la pieza de trabajo, sino también el husillo y los rodamientos de la máquina a largo plazo. Para aplicaciones aeroespaciales, médicas o en cualquier campo que requiera potencia y precisión, BMT es la opción más segura y productiva.
¿Cuándo la capacidad de cambio rápido de la VDI la convierte en la opción más inteligente para un taller?
Su taller realiza una gran variedad de trabajos con lotes pequeños. Su mayor enemigo no es la fuerza de corte, sino el tiempo que la máquina permanece inactiva durante la preparación y los cambios de herramienta.
VDI es la opción más inteligente cuando la velocidad de preparación y la utilización de la máquina son más importantes que la máxima rigidez. Su diseño de una sola mordaza permite a los operarios cambiar y ajustar las herramientas en cuestión de segundos, lo que reduce drásticamente el tiempo de inactividad entre trabajos.

Una vez trabajé en un taller especializado en prototipos y pequeñas series de 10-20 piezas. Cambiaban de herramienta constantemente. En un torno BMT, eso significaba soltar cuatro tornillos por cada portaherramientas. Con los tornos VDI, el operario podía sacar una herramienta, colocar una nueva, apretar una cuña y estar listo en menos de 30 segundos. Para ellos, ahorrar varios minutos por cambio de herramienta, varias veces al día, se traducía en horas de tiempo de producción extra a la semana. Esta velocidad puede aumentar la utilización de la máquina en 20-30% en un entorno dinámico. VDI brilla cuando la agilidad es más rentable que la fuerza bruta.
Optimización del tiempo de actividad
En Sistema VDI5 se ha diseñado para ser eficaz en entornos automatizados y multitarea. Su diseño hace cambios de herramienta6 increíblemente rápido y repetible. Para trabajos complejos que requieren muchas herramientas diferentes o barras de mandrinar de gran saliente, la posibilidad de cambiarlas rápidamente es fundamental. Los portaherramientas VDI pueden preajustarse fuera de línea y su modularidad permite el montaje axial (en la cara) y radial (en el lateral), lo que añade una capa de flexibilidad en configuraciones ajustadas. Para un taller que se nutre de la variedad y la rapidez de entrega, la agilidad del sistema VDI es una enorme ventaja competitiva. Mantiene el husillo girando y las piezas en movimiento, que es la clave de la rentabilidad en un mundo de alta mezcla y bajo volumen.
¿Qué diferencias hay en el coste y la disponibilidad de los portaherramientas VDI y BMT?
Está intentando presupuestar una nueva máquina y el utillaje que la acompaña. Necesita saber si un sistema es mucho más caro o difícil de encontrar que el otro.
Los portaherramientas VDI suelen ser menos costosos y están más disponibles debido a su diseño más sencillo. Los portaherramientas BMT son más caros de fabricar, lo que refleja su mayor rendimiento, precisión y rigidez.

Desde el punto de vista de la compra, la diferencia es clara. VDI ha sido un estándar dominante durante mucho tiempo, por lo que hay una enorme variedad de soportes disponibles de muchos fabricantes. Esta competencia mantiene los precios bajos, lo que a veces hace que la inversión inicial 20-50% sea inferior a la de BMT. BMT es un sistema más moderno y de mayor calidad. Los soportes requieren una fabricación más precisa para garantizar que la cara sea perfectamente plana y que las ranuras de chaveta sean exactas, lo que aumenta el coste. Siempre digo a mis clientes que piensen en el coste total. Aunque los portaherramientas BMT cuestan más al principio, su rigidez puede ahorrarle dinero a largo plazo gracias a una mayor vida útil de la herramienta y una mayor productividad en los trabajos más duros.
Tendencias del mercado y su cadena de suministro
La disponibilidad también puede ser un factor que dependa de su ubicación y sector. El sistema VDI, como norma alemana más antigua, es extremadamente popular y sigue siendo dominante en muchas partes del mundo. No tendrá problemas para encontrar una amplia gama de soportes VDI estándar y especializados de muchos proveedores. El sistema BMT ha experimentado una fuerte adopción en los mercados que dan prioridad al mecanizado de alto rendimiento y pesado. Aunque los principales distribuidores de utillaje disponen de ambos sistemas, es posible que el VDI sea más común y rentable en la fabricación general, mientras que el BMT es el estándar para aplicaciones especializadas de alta calidad. Siempre es una buena idea consultar con su proveedor de utillaje preferido para ver cómo es su stock y soporte para cada sistema antes de tomar una decisión final.
Conclusión
Elija VDI para obtener velocidad, flexibilidad y menores costes en el torneado de uso general. Elija BMT para obtener la potencia, rigidez y estabilidad necesarias para fresados pesados, cortes interrumpidos y materiales exigentes.
-
Explore este enlace para comprender por qué los portaherramientas VDI ofrecen rapidez y comodidad en el montaje de herramientas, ideal para configuraciones rápidas. ↩
-
Descubra cómo el sistema BMT proporciona una resistencia y precisión superiores gracias a su exclusivo diseño de montaje atornillado y con chaveta. ↩
-
Descubra las ventajas de las torretas BMT para mejorar la eficacia y la precisión del mecanizado. ↩
-
Conozca los retos específicos del mecanizado de Inconel y cómo superarlos para obtener mejores resultados. ↩
-
Explore este enlace para comprender cómo el sistema VDI mejora la eficacia y la flexibilidad de los procesos de fabricación. ↩
-
Descubra la importancia de los cambios de herramientas y su efecto en la eficacia general de la producción. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.