

¿Por qué casi todas las torbellinadoras CNC son personalizadas?
Quiere producir roscas de alta precisión en segundos, pero la configuración estándar de su máquina sigue produciendo rechazos. Ajusta la configuración durante horas, pero el perfil de la rosca sigue siendo incorrecto.
Las máquinas de torbellinado CNC casi siempre son personalizadas porque el proceso se basa en un método de conformado de "una pasada" en el que la geometría de la herramienta debe coincidir perfectamente con la pieza. A diferencia del torneado estándar, no hay margen de error. La personalización garantiza que el ángulo de la fresa, la forma de la plaquita y los sistemas de refrigeración coincidan exactamente con el perfil de la rosca y las propiedades del material.

Muchos propietarios de talleres intentan utilizar un accesorio giratorio de "talla única". El resultado son marcas de vibración y plaquitas rotas. Para conseguir la velocidad y la calidad que promete esta tecnología, hay que adaptar la máquina a la pieza.
¿Por qué las geometrías complejas requieren torbellinadoras CNC personalizadas?
No se puede meter una clavija cuadrada en un agujero redondo, pero muchos talleres intentan cortar perfiles de tornillos complejos con insertos genéricos. Esto conduce al fracaso inmediato.
Las geometrías complejas, como las roscas de arranque múltiple y los tornillos sinfín asimétricos, requieren una personalización porque las máquinas estándar carecen de la flexibilidad necesaria para realizar movimientos multieje simultáneos. Una configuración personalizada ajusta el ángulo de hélice del cabezal de corte y puede utilizar husillos extendidos o portaherramientas especializados para evitar colisiones y garantizar que la plaquita se adapte perfectamente al perfil de la sección transversal.

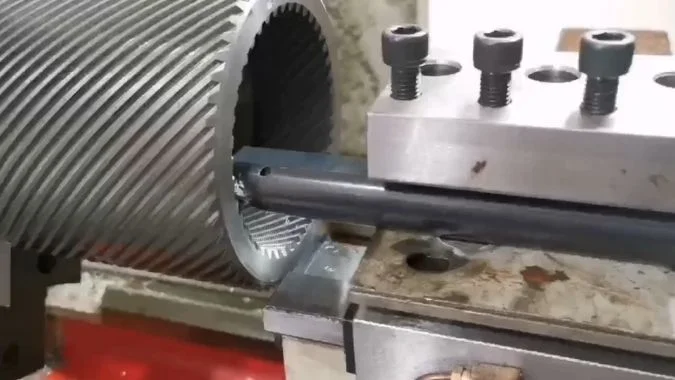
El núcleo de Torbellino CNC1 no es sólo hacer girar una fresa; es la coordinación precisa del movimiento. El cabezal de corte gira a gran velocidad mientras la pieza se mueve lentamente. Esto crea una acción de corte "generativa". Como el torbellinado termina la rosca en una sola pasada, la herramienta actúa como un molde negativo de la pieza final.
Si está fabricando un tornillo estándar, quizá le sirva una herramienta estándar. Vemos demandas de tornillos sinfín de arranque múltiple, superficies de forma libre y tornillos óseos médicos complejos.
Las máquinas estándar suelen tener problemas con estas formas irregulares. Carecen de la holgura necesaria o de la capacidad de controlar la orientación de la herramienta en varios ejes.
Si la geometría de la herramienta no coincide exactamente con la pieza, ocurren dos cosas:
- Colisión e interferencia: Los soportes estándar pueden golpear la pieza al cortar ángulos pronunciados o roscas profundas.
- Error de perfil: Las paredes de la rosca no son rectas porque el "giro" de la fresa no coincide con el paso.
Las herramientas personalizadas lo solucionan. Ajustamos el ángulo de hélice del anillo de corte para que coincida con el paso del tornillo. Incluso podemos diseñar portaherramientas específicos o modificar el diseño del husillo para adaptarse a curvaturas estrechas. Esto garantiza que la plaquita entre y salga limpiamente del corte. Sin esta personalización, la herramienta roza contra el lateral de la rosca, arruinando el acabado superficial.
¿Cómo limita la precisión y la tolerancia la estandarización del torbellinado CNC?
Comprar herramientas "estándar" parece más barato, pero a la larga sale más caro. Las herramientas estándar obligan a aceptar tolerancias "suficientemente buenas".
La estandarización limita la precisión porque las herramientas genéricas suelen tener tolerancias más amplias (en torno a ±0,127 mm) para adaptarse a diversas tareas, mientras que el torbellinado requiere ±0,025 mm o más. La personalización tiene en cuenta variables específicas como la dilatación del material y la vibración, evitando las incoherencias en el acabado superficial que se producen cuando se utilizan parámetros fijos para trabajos únicos.

Cuando se utiliza una configuración de torbellino estandarizada, se está transigiendo. Esperas que un ángulo de uso general sirva para un trabajo específico. En mi experiencia, la esperanza no es una estrategia.
El principal enemigo de la precisión en el torbellinado son las vibraciones y la deriva térmica. Las máquinas estándar imponen parámetros fijos a las velocidades y las herramientas. No tienen en cuenta el modo específico en que la pieza puede dilatarse en caliente o vibrar bajo carga.
La brecha de la tolerancia
El mecanizado CNC general puede aceptar tolerancias en torno a ±0,005 pulgadas (aprox. 0,127 mm). Sin embargo, torbellino de alta gama2 a menudo exige tolerancias tan ajustadas como ±0,001 pulgadas (aprox. 0,025 mm). Una máquina estándar sencillamente no puede hacerlo porque carece de la rigidez o la calibración precisa para ese diámetro específico.
Consecuencias
Si la herramienta no coincide con el perfil, se crean fuerzas de corte inestables. La máquina empieza a temblar a un nivel microscópico. Esta vibración se transmite a la pieza de trabajo.
¿Cuál es el resultado? No se cumplen las normas de precisión de las roscas de "grado 7-8". Se obtienen "marcas de vibración" en los flancos de la rosca. La personalización mejora la rugosidad superficial (Ra)3. Diseñando la fresa específicamente para el trabajo, podemos alcanzar valores Ra de 1,6 a 3,2μm. Esto es fundamental para piezas como los husillos, donde la fricción debe reducirse al mínimo.
¿Por qué los materiales avanzados requieren configuraciones de torbellinado CNC personalizadas?
Cortar aluminio blando es fácil; cortar titanio de grado médico o Inconel es una guerra contra el calor y la fricción. No se pueden utilizar las mismas tácticas para ambos.
Los materiales avanzados, como las aleaciones de titanio y el Inconel, requieren configuraciones personalizadas porque tienen baja conductividad térmica y alta dureza. La personalización permite la integración de refrigerante de alta presión y revestimientos de plaquita específicos para gestionar la acumulación de calor. Sin estos ajustes a medida, las configuraciones estándar provocan un rápido desgaste de la herramienta, endurecimiento por deformación y deformación de la pieza.
Las propiedades del material determinan la configuración de la máquina. Esto no es negociable.
Clasificamos los materiales por su "personalidad".
- Materiales duros (acero templado HRC35-45): Estos se comen las herramientas. Tenemos que personalizar el inserto con alta resistencia al desgaste y revestimientos reforzados.
- Materiales sensibles al calor (titanio, inconel)4: Estos materiales no conducen bien el calor. El calor permanece en el filo de corte y en la pieza, provocando deformaciones. El refrigerante estándar no suele ser suficiente. A menudo tenemos que personalizar la máquina con sistemas de refrigerante de alta presión que se dirigen directamente a la zona de corte para evacuar las virutas y el calor.
- Materiales adherentes (aluminio, acero blando): Éstas quieren adherirse a la cuchilla. Si las virutas se acumulan, obstruyen el anillo giratorio. Debemos personalizar la trayectoria de evacuación de las virutas.
He aquí un ejemplo real. Teníamos un cliente que fabricaba implantes ortopédicos de titanio. Con una configuración estándar, el calor deformaba los tornillos.
Personalizamos el proceso. Cambiamos los parámetros de corte y la geometría de la plaquita para reducir la fuerza de corte.
El resultado: El tiempo de ciclo bajó de 2 minutos a 35 segundos. La tasa de defectos se redujo casi a cero. También utilizamos herramientas de "fresado por capas". Tienen filos de desbaste y acabado separados en la misma plaquita. Esto prolonga considerablemente la vida útil de la herramienta.
| Material | Desafío | Estrategia de personalización |
|---|---|---|
| Titanio/Inconel | Calor y baja conductividad | Refrigerante de alta presión, ángulos agudos |
| Acero endurecido | Desgaste rápido de herramientas | Revestimientos reforzados, diseño rígido de la cuchilla |
| Aluminio | Atasco de virutas | Flautas pulidas, recorrido de evacuación optimizado |
¿Cómo mejora la personalización la eficacia de las operaciones de torbellinado CNC?
Los tiempos de ciclo lentos acaban con los márgenes de beneficio. Necesita una máquina que piense más rápido que el operario y corte sin vacilar.
La personalización mejora la eficacia optimizando las trayectorias de las herramientas e integrando la unidad de torbellinado en equipos compuestos como los tornos de tipo suizo, que pueden prolongar la vida útil de las herramientas hasta 50%. Los sistemas CNC personalizados minimizan el tiempo de "corte por aire" y agilizan la depuración, lo que permite realizar configuraciones más rápidas y tiradas de producción continuas y automatizadas con menos residuos.

La eficiencia no consiste sólo en que la cortadora gire más rápido. Se trata de que todo el sistema funcione a la vez.
Cuando personalizamos una torbellinadora CNC, nos fijamos en el software y el flujo de trabajo.
1. Optimización del sistema5
Modificamos los algoritmos del CNC. Para una rosca específica, podemos optimizar las rampas de aceleración y deceleración. Utilizamos la "conexión multieje" para coordinar perfectamente los movimientos. Esto reduce en milisegundos cada rotación. En una tirada de 10.000 piezas, eso es enorme.
2. Vida útil y coste6
Al adaptar la geometría de la herramienta a la carga exacta, reducimos el desgaste innecesario. Las investigaciones y nuestra propia experiencia demuestran que las herramientas personalizadas pueden prolongar su vida útil hasta 50% en comparación con el uso de plaquitas genéricas que "rozan" en lugar de cortar. Esto reduce significativamente el coste por pieza.
3. Simulación y verificación
Utilizamos un avanzado software de simulación para verificar el corte antes del mecanizado. Esto acorta el "ciclo de depuración". No se pierde tiempo ni material probando en la máquina; se prueba en el ordenador. Así se elimina el riesgo de colisión y se garantiza que, al pulsar "start", la primera pieza salga correcta. Esta personalización convierte una máquina autónoma en una célula de producción automatizada.
Conclusión
El torbellinado CNC es un proceso especializado que exige personalización. Al adaptar la geometría de la herramienta, la manipulación del material y el software de control, se transforma una máquina estándar en un motor de producción de alta precisión y alta velocidad que reduce los residuos y garantiza tolerancias estrictas.
-
Explore este enlace para comprender los entresijos del torbellinado CNC y sus aplicaciones en el mecanizado de precisión. ↩
-
Explore este enlace para comprender cómo el torbellinado de alta gama puede mejorar la precisión y cumplir las estrictas tolerancias en el mecanizado. ↩
-
Descubra técnicas para mejorar la rugosidad superficial (Ra) y obtener un mejor rendimiento en piezas de precisión como los husillos. ↩
-
Explore este enlace para conocer estrategias eficaces de mecanizado de materiales sensibles al calor, que garantizan un mejor rendimiento y una reducción de los defectos. ↩
-
Explore este enlace para descubrir estrategias eficaces para optimizar los sistemas CNC y mejorar la eficacia y la productividad. ↩
-
Este recurso proporciona información sobre cómo prolongar la vida útil de las herramientas y reducir los costes, aspectos cruciales para maximizar la eficacia de la fabricación. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.