

¿Por qué es crítico el refrigerante pasante para el taladrado profundo CNC?
Taladrar agujeros profundos destruye las herramientas cuando el calor se acumula y las virutas se atascan. Si confía en boquillas externas, arruinará sus costosas piezas de trabajo y perderá tiempo de producción.
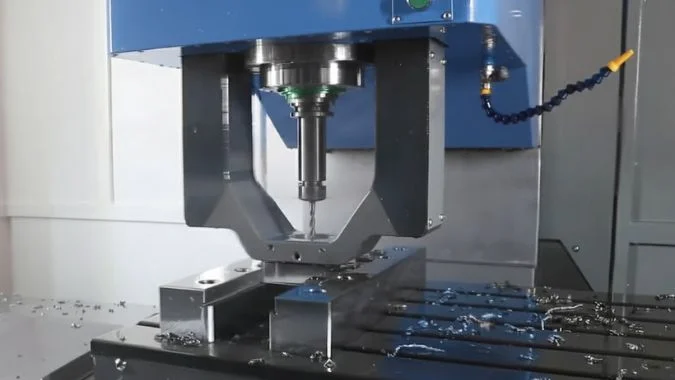
El refrigerante a través del husillo suministra fluido a alta presión directamente a través de los canales internos de la herramienta hasta el filo de corte. Rompe la barrera de vapor para reducir el calor, expulsa las virutas de los orificios profundos para evitar atascos y lubrica la zona de contacto. Esto garantiza una mayor vida útil de la herramienta y una precisión superior allí donde falla la refrigeración externa por inundación, especialmente en orificios de más de tres veces el diámetro.
Muchos operarios luchan contra las perforadoras rotas porque confían en la refrigeración por inundación estándar. El líquido nunca llega al fondo del agujero. Hay que entender la mecánica del flujo interno para salvar las herramientas.
¿Por qué la refrigeración por inundación tradicional se queda corta en agujeros profundos?
Apuntas tus boquillas externas perfectamente, pero el refrigerante sólo salpica la superficie.
La refrigeración externa por inundación no puede penetrar eficazmente en orificios profundos. A medida que la broca avanza más de tres veces su diámetro, la eficacia del refrigerante disminuye hasta 66% porque el cuerpo de la herramienta bloquea el fluido. Esto provoca la acumulación de calor, la impactación de virutas y la necesidad de ciclos lentos de "picoteo" para evitar fallos.

Mucha gente piensa que "más agua" equivale a "mejor refrigeración". Esto es falso.
El problema del punto de aplicación
La refrigeración por agua convencional cubre la superficie de la pieza. Su aspecto es impresionante. Pero dentro de un agujero profundo, la punta de la herramienta está totalmente seca. El cuerpo físico de la broca bloquea el líquido. La herramienta giratoria actúa como un ventilador, expulsando el refrigerante. Esto provoca un efecto de enfriamiento retardado. El calor se acumula más rápido de lo que el agua puede entrar. Las investigaciones muestran que una vez que se profundiza más de 3 veces el diámetro, la eficacia de la refrigeración disminuye drásticamente, a menudo en más de 60%.
La cuestión de la estabilidad y el picoteo
El mecanizado de agujeros profundos es inestable con refrigeración por inundación. El calor no se disipa eficazmente a través de la pieza. Las boquillas externas no pueden eliminar este calor rápidamente. La herramienta se dilata debido a la expansión térmica. La pieza se deforma. Para evitarlo, los operarios utilizan "ciclos de picoteo1"-taladrar un poco, sacar y volver a taladrar. Esto destruye la continuidad del mecanizado y ralentiza enormemente la producción. La refrigeración interna soluciona este problema suministrando el fluido a través de canales internos dentro de la herramienta. Llega inmediatamente al "punto caliente". Controla la temperatura en el momento exacto del corte, eliminando la necesidad de lentos procesos de picoteo.
¿Cómo facilita el flujo interno a alta presión la evacuación continua de virutas?
Las virutas son las asesinas silenciosas de la perforación profunda, causando atascos y herramientas rotas.
El refrigerante a alta presión actúa como un ariete hidráulico, rompiendo las virutas y empujándolas hacia arriba y fuera del agujero. De este modo, se evitan las incrustaciones, se mantienen limpios los canales y se detiene el corte secundario que daña la superficie, lo que permite un taladrado continuo sin interrupciones.

Cuando se perfora a gran profundidad, las virutas tienen un largo camino que recorrer. La gravedad no te ayuda aquí. Necesitas fuerza.
El mecanismo de evacuación
En las instalaciones convencionales, la fuerza de pulverización externa se dispersa. No forma una "fuerza de lavado direccional". Las virutas se acumulan en el fondo. La herramienta las vuelve a cortar. Esto se llama "corte secundario". Aumenta el desgaste y arruina la calidad del agujero. La refrigeración interna cambia la física. Bombeamos fluido a una presión de entre 20 y 70 bares (aproximadamente entre 300 y 1.000 psi) a través del centro del husillo.
Prevención de atascos y roturas
Este chorro de alta presión2 toca el fondo del agujero e invierte la dirección. Lleva las virutas hacia fuera a lo largo de las flautas. Actúa como una cinta transportadora de fluido. Esto es fundamental para los materiales que crean virutas largas y fibrosas. La presión rompe las virutas en trozos más pequeños. Un agujero limpio significa que la herramienta no se atasca. Evita el catastrófico "chasquido" que se produce cuando un taladro profundo se atasca. Sin esta presión interna, las virutas se amontonan en bolsas, lo que provoca fricción y la inevitable rotura de la herramienta.
| Característica | Refrigeración externa | Refrigeración a través del husillo |
|---|---|---|
| Dirección del caudal | Aleatorio/Superficial | Direccional/Interno |
| Eliminación de virutas | Débil/Disperso | Descarga fuerte/hidráulica |
| Riesgo de obstrucción | Alta | Bajo |
| Impacto de la presión | Mínimo en profundidad | Alto en la vanguardia |
¿Por qué el enfriamiento focalizado se correlaciona directamente con una mayor vida útil de la herramienta?
El calor reblandece sus filos, haciéndolos romos y propensos a fallos catastróficos.
La refrigeración interna ataca directamente la fuente de calor, penetrando en la barrera de vapor para evitar el reblandecimiento térmico. Al mantener una temperatura estable, reduce el desgaste por difusión y evita las microfisuras, aumentando potencialmente la longevidad de la herramienta en más de 200% en comparación con los métodos de refrigeración externa.
El calor es el enemigo de la vida útil de la herramienta. En un agujero profundo, la zona de corte es un horno. El calor no tiene adónde ir.
El reto de la barrera de vapor
Cuando la temperatura sube lo suficiente, el refrigerante hierve instantáneamente. Se forma un "barrera de vapor3." Se trata de una capa de vapor que atrapa el calor. Impide que el líquido entre en contacto con el metal. La refrigeración estándar no puede romper esta barrera. El refrigerante interno de alta presión (20-70 bares) penetra en esta capa de vapor. Llega directamente a la punta de la herramienta.
Ralentizar el desgaste
Este contacto directo reduce la temperatura inmediatamente. Detiene "desgaste térmico4." Reduce el desgaste por difusión, en el que los átomos de la herramienta migran a la viruta. Evita el desgaste adhesivo, cuando el metal se suelda a la herramienta. Los estudios han demostrado que esta refrigeración focalizada puede prolongar la vida útil de la herramienta en más de 200%. Evita el "choque térmico", que provoca microfisuras en el metal duro.
Integración de sistemas
Esto requiere tecnología inteligente. El sistema CNC controla la presión. Garantiza el flujo durante las fases críticas, como el taladrado de entrada y de salida. Esta gestión térmica mantiene el canto duro. Evita la deformación plástica. Le permite trabajar a mayor velocidad, haciendo que la herramienta dure más incluso con parámetros de corte agresivos. Ahorrará dinero no sólo en velocidad, sino también en la compra de menos brocas de repuesto.
¿Cómo garantiza el refrigerante pasante un acabado superficial y una precisión superiores?
Los acabados rugosos y los orificios sobredimensionados suelen deberse a temperaturas inestables y vibraciones.
El sistema lubrica la interfaz de corte para reducir la fricción y suprimir las vibraciones. Al prevenir el "filo acumulado" y estabilizar las temperaturas, evita la dilatación térmica de la pieza de trabajo, garantizando tolerancias ajustadas y un acabado liso como un espejo.

No se puede obtener un orificio de precisión si la herramienta vibra o roza. Refrigeración interna5 actúa como estabilizador de todo el proceso.
Lubricación en espacios estrechos
El agua convencional tiene dificultades para formar una película lubricante en la profundidad de un agujero. Es demasiado hermética. La refrigeración interna hace que el lubricante pase directamente entre el filo de la herramienta y la pared. Esto reduce la fricción. Evita el "filo acumulado" (BUE), en el que el material se pega a la fresa y actúa como una lima rugosa. Un filo limpio corta limpiamente. Deja una superficie lisa sin arañazos.
Supresión de vibraciones
La vibración deja "marcas de vibración" u ondulaciones. Esto suele ocurrir cuando las fuerzas de corte fluctúan debido al calor o a la acumulación de virutas. La refrigeración interna crea un estado térmico estable. Reduce el "acoplamiento termomecánico". El fluido a alta presión también añade un efecto amortiguador. Aumenta la rigidez de la acción de corte.
Precisión dimensional6
El calor hace crecer las cosas. Si la pieza se calienta, se expande. Taladras el agujero, la pieza se enfría y el agujero se encoge. Se queda pequeño. Al eliminar el calor instantáneamente, la pieza se mantiene a temperatura ambiente. Las dimensiones que se programan son las dimensiones que se obtienen. Esta coherencia es la razón por la que la refrigeración interna es un requisito para cualquier componente aeroespacial o de automoción de alta precisión en el que las tolerancias se midan en micras.
Conclusión
El refrigerante pasante no es un lujo; es una necesidad para el taladrado profundo. Gestiona el calor, evacua las virutas y garantiza la precisión. Para proteger sus herramientas y su calidad, debe refrigerar desde dentro hacia fuera.
-
Conozca los ciclos de picado y su repercusión en la eficacia del mecanizado, crucial para optimizar los procesos de producción. ↩
-
Explorar las ventajas de una corriente de alta presión puede ayudarle a optimizar sus procesos de perforación y a mantener la calidad de los barrenos. ↩
-
Conocer las barreras de vapor puede ayudarle a optimizar las estrategias de refrigeración y a aumentar la longevidad de las herramientas en el mecanizado. ↩
-
Explorar las técnicas de prevención del desgaste térmico puede mejorar significativamente la eficacia del mecanizado y la vida útil de las herramientas. ↩
-
Descubra cómo la refrigeración interna mejora la precisión y reduce los defectos en los procesos de mecanizado. ↩
-
Conozca el papel fundamental del control de la temperatura para mantener la precisión dimensional durante el mecanizado. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.