
¿Puede un centro de mecanizado de perfiles de aluminio mecanizar también acero?
Tiene una máquina diseñada para aluminio, pero un cliente le pide que corte una pieza de acero. Le preocupa que el material más duro dañe su equipo o produzca malos resultados.
Sí, un centro de mecanizado de perfiles de aluminio puede mecanizar aceros como el acero para matrices y el acero #45. No hay ninguna diferencia fundamental en el proceso de fresado. El éxito radica en ajustar los parámetros de corte y cambiar las herramientas. Debe priorizar la vida útil y la rigidez de la herramienta sobre la velocidad.
He visto a muchos propietarios de talleres rechazar trabajos de acero porque pensaban que sus máquinas eran "sólo de aluminio". Esto es un error. Con más de 12 años de experiencia en la industria de la máquina herramienta, sé que la máquina es capaz si la tratas bien. Sólo tienes que cambiar tu forma de pensar sobre el corte.
¿En qué se diferencian los avances y las velocidades de los husillos cuando se cambia entre aluminio y acero?
Si intenta trabajar el acero a la misma velocidad que el aluminio, quemará la herramienta en cuestión de segundos. La física de los materiales es completamente diferente.
El mecanizado del aluminio se centra en la alta eficiencia, utilizando altas velocidades de husillo (a menudo 3-4 veces más rápido que el acero) para maximizar la eliminación de material. El mecanizado del acero está limitado por la rigidez y la carga de la herramienta. Debe ajustar los parámetros de forma conservadora, reduciendo tanto la velocidad como el avance para evitar un calentamiento excesivo y proteger la máquina.
Cuando máquina de aluminio1El objetivo es la velocidad y la eficacia. El aluminio es blando y disipa bien el calor. Quiere pegarse a la herramienta. Por eso hacemos girar el husillo a gran velocidad -a menudo a miles de revoluciones por minuto- y lo alimentamos rápidamente. Queremos arrancar el material tan rápido como nos permita la máquina. Las virutas vuelan por todas partes y el calor se va con ellas.
El acero es diferente. Es más duro y genera mucha más resistencia. Si se trabaja a altas velocidades con acero, se genera demasiada fricción. Esto crea un calor masivo que el material no puede liberar rápidamente. Dado que un centro de mecanizado de perfiles de aluminio no es tan pesado como un centro de mecanizado dedicado, carece de la misma rigidez. Las cargas elevadas lo hacen vibrar.
Por eso, cuando cambio al acero, lo hago todo más despacio. Reduzco considerablemente la velocidad del husillo en comparación con el aluminio. Esto mantiene el calor bajo. También reduzco la velocidad de avance. Esto reduce la "carga de viruta" o la cantidad de material que el diente corta por rotación. Este enfoque conservador protege la máquina. Evita que el husillo se cale y que el bastidor se flexione. Se cambia tiempo por capacidad. Se tarda más en cortar la parte de acero2pero la pieza sale correcta.
| Material | Objetivo | Velocidad (RPM) | Velocidad de alimentación | Factor limitante |
|---|---|---|---|---|
| Aluminio | Alta eficacia | Alta | Alta | Evacuación de chips |
| Acero | Herramientas de supervivencia | Bajo | Bajo | Rigidez de la máquina |
¿Qué ajustes en las herramientas son necesarios si mecaniza acero en un centro de aluminio?
Utilizar una fresa de aluminio en acero es como intentar cortar un filete con una cuchara de plástico. La geometría es incorrecta y acabará rompiéndose.
Las herramientas de aluminio utilizan grandes ángulos de desprendimiento y grandes canales de viruta (1 ó 3 canales) para evitar que se atasquen. Las herramientas de acero requieren ángulos de desprendimiento más pequeños para mayor resistencia y diseños con varios canales (4 o más) para soportar grandes fuerzas de corte. Se necesitan herramientas recubiertas que resistan el calor y la abrasión.
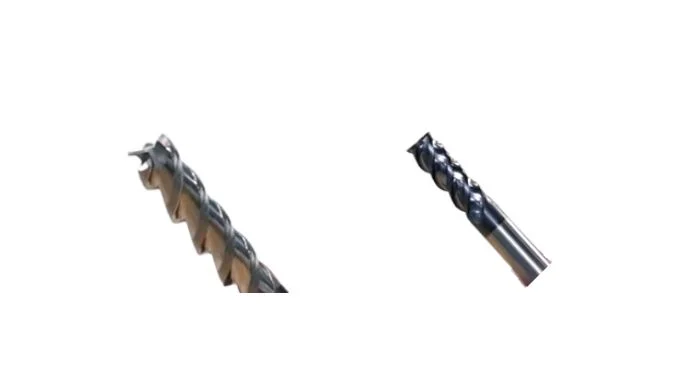
La herramienta hace el trabajo. Hay que elegir la adecuada. Siempre comprobamos la caja de herramientas antes de un trabajo. Para el aluminio, usamos herramientas que parecen "afiladas" y "abiertas". Suelen tener una o tres estrías. Los "valles" (estrías) entre las cuchillas son profundos y anchos. Esto se debe a que las virutas de aluminio son grandes y pegajosas. Necesitan espacio para escapar. Si se atascan, se sueldan a la herramienta.
Para el acero, necesitamos una herramienta que sea "fuerte3." Cambiamos a herramientas con cuatro, cinco o seis flautas. ¿Por qué? Porque el acero somete al filo de corte a una gran carga. Una herramienta con canales grandes tiene un núcleo delgado. Es débil. Se romperá bajo la presión del acero. Una herramienta con muchos filos tiene un núcleo grueso. Es rígida.
Fíjese también en el revestimiento. Las herramientas de aluminio suelen estar sin recubrir o pulidas. Las de acero necesitan revestimientos como TiAlN (nitruro de titanio y aluminio)4. Estos revestimientos actúan como un escudo térmico. Permiten que la herramienta sobreviva a las altas temperaturas generadas por el corte de metal duro. También cambiamos el ángulo. Utilizamos un ángulo de desprendimiento más pequeño. Esto hace que el filo sea menos afilado pero mucho más fuerte. Empuja el acero en lugar de cortarlo como una navaja.
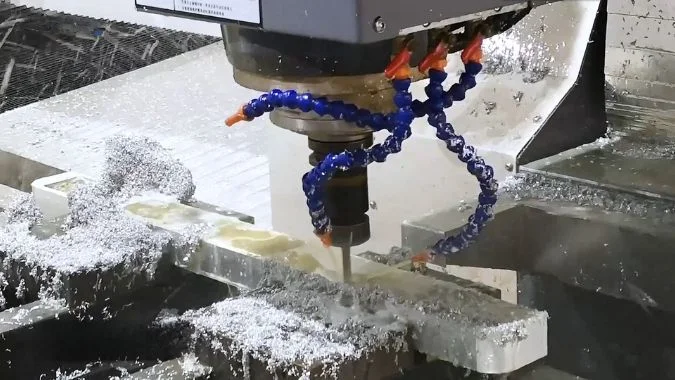
¿Por qué suele ser necesario el refrigerante por inundación para el mecanizado de acero, pero no siempre para los perfiles de aluminio?
Puede cortar aluminio en seco y barrer las virutas después. Si lo intentas con acero, arruinarás la pieza y la herramienta.
El aluminio disipa el calor rápidamente, por lo que el soplado de aire suele ser suficiente para eliminar las virutas. El acero tiene una baja conductividad térmica, lo que significa que el calor se acumula en el corte. Debe utilizar refrigerante para lubricar la herramienta, reducir la fricción y evitar la deformación térmica de la pieza.

El calor es enemigo de la precisión. Cuando mecanizo aluminio, me preocupan sobre todo las virutas. Utilizo un chorro de aire o niebla. El aire expulsa las virutas del orificio. Como el aluminio conduce tan bien el calor, éste se va con la viruta. La pieza suele permanecer suficientemente fría.
El acero retiene el calor. Su conductividad térmica es baja. Cuando se fresa acero, la fricción es intensa. La herramienta se calienta. La pieza se calienta. Si la pieza se calienta, se expande. Puede que corte la pieza al tamaño perfecto, pero cuando se enfría, se encoge. Ahora las dimensiones son incorrectas. Esto es "deformación térmica5."
Para evitarlo, utilizamos refrigerante de inundación6. Usamos mucho refrigerante. Esto hace dos cosas:
- Refrigeración: Mantiene la temperatura estable. La pieza mantiene el mismo tamaño. La herramienta no se ablanda por sobrecalentamiento.
- Lubricación: Hace que la superficie resbale. Esto reduce la fricción entre la herramienta y el acero. Una menor fricción significa que se necesita menos fuerza para cortar. Dado que un centro de perfilado de aluminio no es tan rígido como un centro de mecanizado, cualquier cosa que reduzca la fuerza de corte ayuda a la máquina a cortar suavemente sin sacudidas.
¿Qué cambios son necesarios debido a las limitaciones de rigidez de los centros de mecanizado de perfiles de aluminio?
Su máquina está hecha para la velocidad, no para la fuerza bruta. Si la empuja con demasiada fuerza contra el acero, se quejará vibrando.
La rigidez de la máquina es relativa; puede mecanizar materiales más duros si modifica su enfoque. Los centros de aluminio son más ligeros. Para manipular acero, debe minimizar las vibraciones realizando cortes más ligeros (menor profundidad de corte) y aumentando el número de pasadas. Esto reduce la carga sobre el bastidor de la máquina.
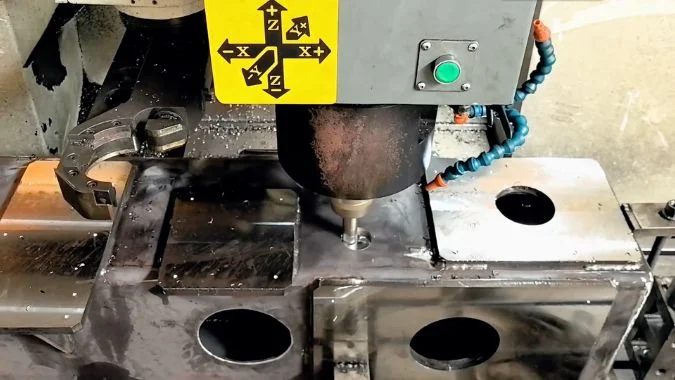
La rigidez no es más que una medida de cuánto se dobla la máquina bajo carga. Un centro de mecanizado de alta resistencia es como un tanque. No se dobla. Un centro de perfilado de aluminio es más ligero. Está diseñado para movimientos rápidos. Cuando se corta acero, la resistencia crea una fuerza de "empuje hacia atrás". Si esta fuerza es demasiado elevada, la estructura de la máquina se flexiona ligeramente. Esto provoca un "chatter" o desviación. Se oye un ruido fuerte y la superficie del acero parece un disco de tocadiscos.
¿Significa esto que no se puede cortar acero? No. Significa que hay que reducir la fuerza. Para ello, cambiamos la "Profundidad de corte7" (Ap) y "Anchura de corte8"(Ae). En lugar de intentar cortar 5 mm de profundidad en una pasada, corto 1 mm de profundidad. Hago cinco pasadas en lugar de una.
Esto reduce la carga sobre el husillo y el bastidor. La fuerza se vuelve lo suficientemente pequeña como para que la máquina vuelva a actuar de forma rígida. Se necesita más tiempo. No se puede competir con un centro de mecanizado pesado en velocidad. Pero se puede competir en calidad. Respetando los límites de la máquina y dando bocados más ligeros, puedo producir piezas de acero tan precisas como las de una máquina más pesada.
Conclusión
Un centro de perfilado de aluminio puede mecanizar acero si se adapta. Debe utilizar herramientas de varios filos más potentes, refrigerante por inundación y parámetros conservadores para respetar las limitaciones de rigidez de la máquina.
-
Explore este enlace para aprender técnicas y consejos eficaces para mecanizar aluminio de forma eficiente. ↩
-
Descubra los consejos de expertos sobre el corte de piezas de acero para garantizar la precisión y la calidad en sus proyectos de mecanizado. ↩
-
Comprender la importancia de la resistencia en las herramientas de corte puede mejorar la eficacia del mecanizado y la longevidad de las herramientas. ↩
-
El estudio de los revestimientos de TiAlN puede ayudar a mejorar el rendimiento y la durabilidad de las herramientas en aplicaciones de alta temperatura. ↩
-
Comprender la deformación térmica es crucial para el mecanizado de precisión, ya que afecta a las dimensiones finales de la pieza. ↩
-
Explorar el refrigerante de inundación puede mejorar su proceso de mecanizado al mantener la temperatura y reducir la fricción, lo que se traduce en mejores resultados. ↩
-
Comprender la profundidad de corte es crucial para optimizar los procesos de mecanizado y obtener resultados de alta calidad. ↩
-
Explorar la anchura de corte puede ayudarle a aumentar la eficacia del mecanizado y mejorar la calidad de sus productos acabados. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.