

¿Qué hace un contrapunto en un torno CNC en el mecanizado?
¿Intenta tornear ejes largos y delgados como ejes o incluso cañones de rifle con precisión en su torno CNC? Sin un soporte adecuado, estas piezas pueden tambalearse fácilmente, doblarse bajo las fuerzas de corte o vibrar, dando lugar a un acabado superficial deficiente y a dimensiones inexactas.
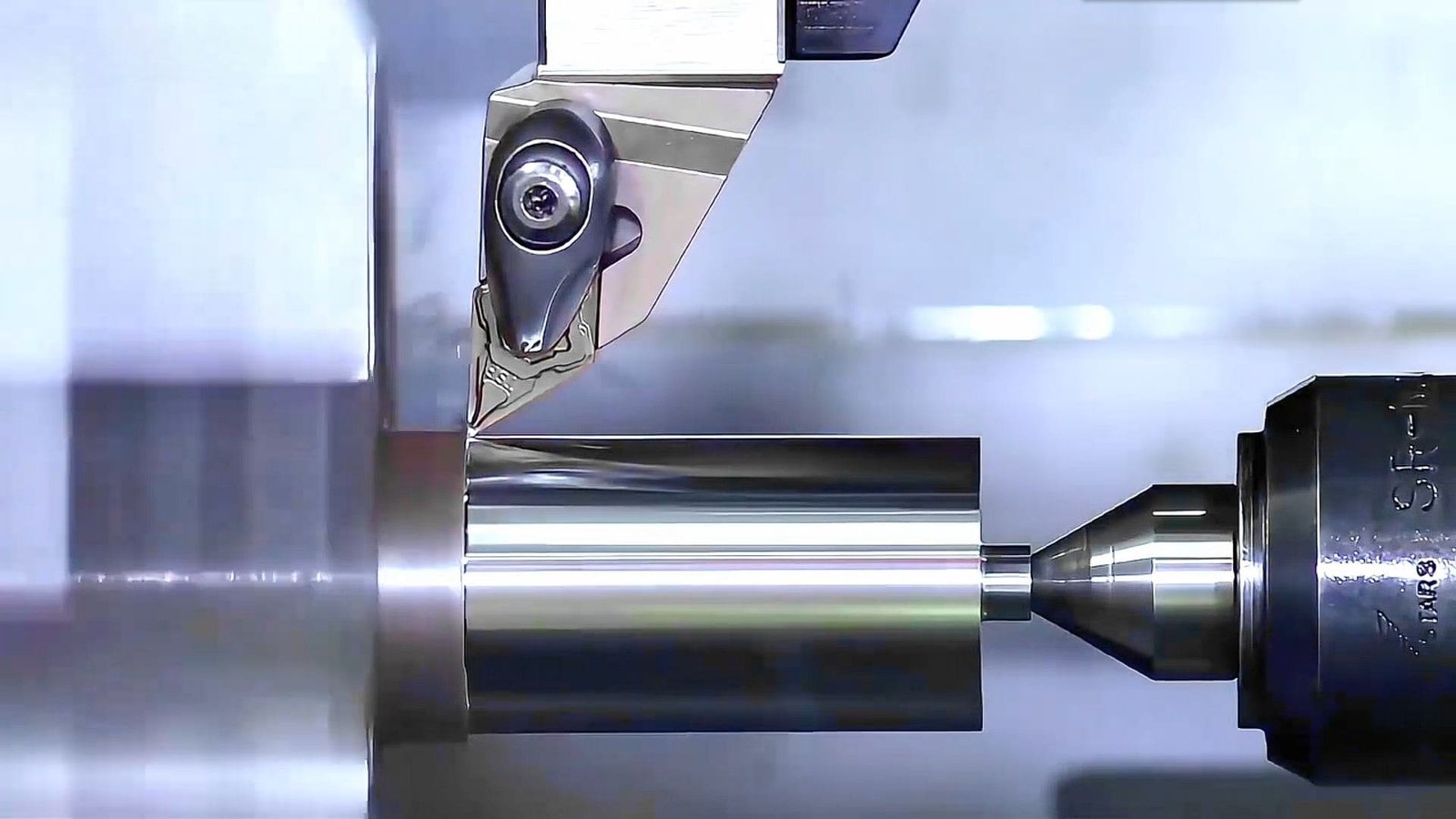
El contrapunto soporta principalmente el extremo libre de las piezas más largas sujetas en el mandril del husillo principal, evitando desviaciones y vibraciones. Garantiza la estabilidad, permite un mecanizado preciso a lo largo de la pieza y, en ocasiones, puede sujetar herramientas para operaciones de centrado.

Este soporte es fundamental para muchas operaciones de torneado, especialmente cuando la longitud de la pieza es significativamente mayor que su diámetro. Pero no basta con conocer su función básica. ¿Cómo influye realmente su uso en la calidad de las piezas que fabricamos y cuáles son los factores críticos, como el tipo de centro, la alineación y la presión?
¿Puede el uso del contrapunto mejorar la precisión y el acabado superficial de las piezas mecanizadas?
¿Tiene problemas con la conicidad, las marcas de vibración o la falta de redondez en las piezas torneadas más largas, especialmente las que tienen una elevada relación longitud-diámetro? Estos problemas suelen deberse a que la pieza se flexiona o vibra durante el corte, lo que arruina las tolerancias y el aspecto final.
Sí, el uso del contrapunto mejora significativamente la precisión y el acabado superficial al proporcionar un soporte rígido que minimiza la desviación y la vibración de la pieza de trabajo. Esto se traduce directamente en una mayor precisión dimensional (menos conicidad, mejor redondez) y un acabado más suave.
En J&M Machine Tools, sabemos que cuando una herramienta de corte empuja contra una pieza de trabajo larga, quiere doblarse. Sin ese apoyo crucial en el extremo, se obtienen inconsistencias. Su investigación confirma los beneficios:
- Estabilidad y desviación reducida1: El contrapunto actúa como un anclaje sólido, manteniendo la pieza estable entre el husillo y el centro del contrapunto. Esto contrarresta las fuerzas de corte, evitando que la pieza se doble alejándose de la herramienta, lo que es esencial para evitar la conicidad, especialmente en piezas con relaciones longitud-diámetro superiores a 2:1 o 3:1.
- Vibración minimizada: Una pieza firmemente apoyada es mucho menos propensa a vibrar durante el corte. Una menor vibración se traduce en un acabado superficial significativamente más suave (menor valor de rugosidad) y una redondez mejorada, algo fundamental para componentes de alta precisión como los de la industria aeroespacial.
- Alineación y concentricidad mejoradas2: Ayuda a garantizar que la pieza gire fiel al eje central del torno, manteniendo la concentricidad en toda su longitud. Esto es vital para conseguir diámetros y formas precisos de forma constante. El contrapunto combate eficazmente los errores axiales y los problemas de redondez derivados de un soporte deficiente.
¿Cuál es la diferencia entre utilizar un punto muerto y un punto fijo en el contrapunto?
¿Tiene dudas sobre si debe utilizar un centro "vivo" o "muerto" en el contrapunto y cómo afecta esta elección al mecanizado CNC? Una elección incorrecta puede provocar un calentamiento excesivo, un desgaste prematuro o un soporte deficiente, lo que en última instancia afecta a la calidad y la eficacia del trabajo.
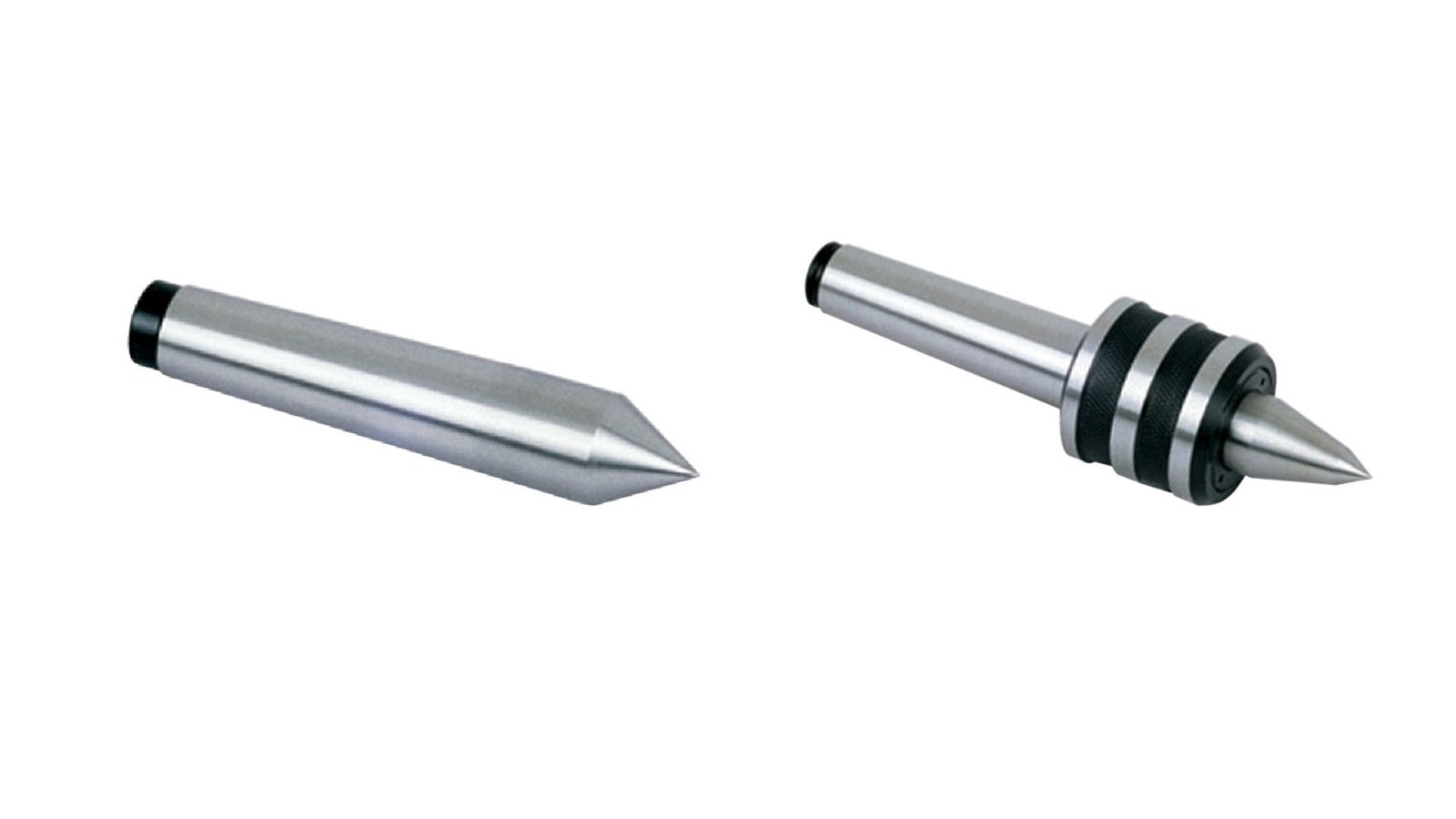
Un centro vivo tiene cojinetes internos que permiten que su punta gire con la pieza de trabajo, minimizando la fricción y el calor. Un punto muerto es sólido; la pieza gira contra su punta inmóvil, generando más fricción y calor.
Comprender la diferencia es clave para optimizar su configuración, especialmente en un entorno CNC exigente. Su investigación proporciona una comparación clara:
| Característica | Centro Live | Punto muerto (centro fijo) |
|---|---|---|
| Rotación | La punta gira con la pieza mediante cojinetes internos | La punta está fija; la pieza gira contra ella |
| Fricción/Calor | Baja fricción, menor generación de calor | Alta fricción, posible generación de calor |
| Límite de velocidad | Adecuado para las RPM más altas habituales en el mecanizado CNC | Límites de RPM más bajos debido a la acumulación de fricción/calor |
| Precisión | Muy buena precisión de posicionamiento, mantiene la concentricidad | Simple, rigidez inicial potencialmente elevada |
| Póngase | Desgaste de los rodamientos con el tiempo (requiere mantenimiento) | La punta se desgasta por fricción (necesita lubricación) |
| Idoneidad | Preferido para CNC (velocidad, tiradas largas, materiales sensibles al calor) | Configuraciones más sencillas, tornos manuales, velocidades más bajas |
Para la mayoría de Aplicaciones de torno CNC3 centrado en la velocidad, la precisión y la eficacia, el centro vivo es la elección estándar. Su capacidad de rotación reduce drásticamente la fricción, evitando que el orificio central de la pieza de trabajo se queme o distorsione, y permitiendo una mayor velocidades de corte4 sin problemas. Los centros muertos, aunque son más sencillos, requieren una lubricación y una gestión de la velocidad cuidadosas para evitar el desgaste y los daños por calor, lo que los hace menos prácticos para trabajos CNC automatizados o de larga duración.
¿Cómo afectan la alineación y la presión adecuadas del contrapunto a los resultados del mecanizado?
¿Ha configurado meticulosamente su pieza de trabajo con el contrapunto, pero aún así se encuentra con conicidades frustrantes, diámetros incoherentes o acabados deficientes? A menudo, el culpable no es la pieza o la herramienta, sino una alineación o presión incorrectas del contrapunto.
La alineación correcta del contrapunto es crucial; la desalineación provoca directamente errores de conicidad y redondez. Una presión incorrecta (insuficiente o excesiva) provoca vibraciones, desviaciones, acabados deficientes, daños en la pieza o incluso riesgos para la seguridad.

Piense que los centros del contrapunto y del husillo deben formar una línea perfectamente recta, paralela al eje Z de la bancada del torno. Su investigación pone de relieve la importancia de hacerlo correctamente:
- Efectos de la alineación5: Si el centro del contrapunto no está perfectamente alineado (horizontal o verticalmente) con el eje del husillo, obliga a la pieza a girar excéntricamente. Esto garantiza una conicidad a lo largo de la longitud de la pieza y también puede introducir errores de redondez. Mantener la alineación garantiza que la pieza gire concéntricamente para obtener cortes precisos.
- Efectos de la presión: Aplicar la cantidad adecuada de presión es un acto de equilibrio.
- Demasiada poca presión: La pieza no está bien sujeta. Puede vibrar en exceso (castañeteo), desplazarse ligeramente durante el corte o desviarse bajo la presión de la herramienta, lo que provoca un acabado superficial deficiente, imprecisiones dimensionales6y la posible reducción de la vida útil de la herramienta.
- Demasiada presión: Especialmente en piezas delgadas o materiales delicados, una fuerza excesiva puede hacer que la pieza se arquee o deforme. También puede dañar el taladro central de la pieza, sobrecalentar el centro (especialmente los centros muertos) o someter a esfuerzos indebidos los cojinetes de los centros vivos o incluso los cojinetes del husillo de la máquina.
Lograr resultados de alta calidad de forma sistemática exige ambos alineación geométrica precisa y una presión de apriete controlada y adaptada a la pieza y a las fuerzas que intervienen en el mecanizado.
¿Cómo ajustar correctamente la posición del contrapunto?
¿Necesita alinear el contrapunto con precisión pero no está seguro de cuál es el mejor procedimiento? Confiar en conjeturas o en simples comprobaciones visuales no es suficiente para la precisión del CNC y probablemente dará lugar a piezas desechadas debido a errores de conicidad u otros errores geométricos.
Ajuste el contrapunto deslizándolo primero cerca de la pieza de trabajo, bloqueándolo y, a continuación, ajustando con precisión la extensión de la caña mediante el volante/tornillo de cabeza. Compruebe la alineación con un reloj comparándola con una barra de prueba o un diámetro de precisión antes de aplicar la presión adecuada.

Conseguir que el contrapunto esté perfectamente coaxial con la línea central del husillo no es negociable para el trabajo de precisión. Sobre la base de la práctica habitual y su investigación detallada, he aquí un método fiable:
- Afloja el bloqueo: Suelte el mecanismo de bloqueo principal que fija el cuerpo del contrapunto a las guías de la bancada del torno.
- Posición áspera: Deslice manualmente todo el conjunto del contrapunto a lo largo de las guías hasta la posición aproximada requerida para la longitud de la pieza de trabajo.
- Cuerpo de la cerradura: Apriete firmemente el bloqueo principal para fijar la posición del cuerpo del contrapunto en la bancada.
- Ajuste Quill: Utilice el volante o el husillo para extender la caña del contrapunto (la parte que sujeta el centro) hacia la pieza de trabajo. Instale el centro apropiado (vivo o muerto).
- Comprobar la alineación (paso crítico):
- Monte una barra de prueba de precisión entre centros o gire un diámetro preciso en material sujetado en el portabrocas.
- Utilice un reloj comparador sensible montado en el carro/portaobjetos transversal.
- Compruebe si alineación vertical pasando el indicador a lo largo de la superficie superior de la barra/diámetro de prueba o de la propia caña del contrapunto. Ajuste la altura (a menudo utilizando cuñas debajo de la base del contrapunto si es necesario) hasta que la lectura sea consistente.
- Compruebe si alineación horizontal pasando el indicador por el lado orientado hacia el operario. Ajuste utilizando los tornillos de ajuste lateral del contrapunto hasta que la lectura sea consistente a lo largo de la longitud.
- Aplica presión: Avance la caña con cuidado para enganchar el centro con el orificio central de la pieza. Aplique suficiente presión para sujetar la pieza sin deformarla, lo que a menudo requiere tacto o consultar las especificaciones de la máquina.
- Verifique la estabilidad: Intente mover suavemente el extremo de la pieza cerca del contrapunto para asegurarse de que está firmemente sujeto sin holgura antes de iniciar el corte. Para piezas largas/críticas, considere un corte de prueba y mida la conicidad, realizando ajustes finos según sea necesario para compensar cualquier desgaste menor de la forma.
Este proceso metódico garantiza que el contrapunto proporcione un apoyo preciso y estable.
Conclusión
El contrapunto es un componente vital del torno CNC para soportar piezas de trabajo más largas, mejorando drásticamente la precisión del mecanizado y el acabado superficial. Para obtener unos resultados óptimos, es esencial conocer la diferencia entre los centros vivos y muertos, y garantizar meticulosamente una alineación y presión adecuadas.
-
Comprender este concepto es crucial para mejorar la precisión del mecanizado y evitar defectos en las piezas. ↩
-
Este conocimiento es esencial para garantizar la precisión en los procesos de fabricación, especialmente en el caso de los componentes de alta precisión. ↩
-
Manténgase al día de las últimas tendencias en aplicaciones de tornos CNC para mejorar sus procesos de mecanizado. Consulte este recurso para obtener información valiosa. ↩
-
Aprenda cómo influyen las velocidades de corte en el rendimiento para optimizar sus operaciones CNC. Este enlace proporciona conocimientos esenciales para obtener mejores resultados. ↩
-
Comprender los efectos de la alineación es crucial para conseguir precisión en las operaciones de torneado, garantizando una mayor calidad y exactitud en su trabajo. ↩
-
Identificar las causas de las imprecisiones dimensionales puede mejorar sus procesos de mecanizado, garantizando una mayor calidad y precisión en sus proyectos. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.