

¿Por qué se utiliza la máquina CNC Whirling para casi toda la fabricación de husillos de bolas?
Usted fabrica husillos a bolas lentamente. Su proceso tradicional de torneado y rectificado lleva mucho tiempo. Pierde pedidos en favor de competidores más rápidos. Debe actualizar ya su método de mecanizado.
Las máquinas de torbellinado CNC sustituyen al torneado tradicional y al rectificado de desbaste. Mecanizan husillos a bolas entre cinco y treinta veces más rápido. Esta tecnología utiliza el corte de múltiples filos a alta velocidad. Corta roscas de arco gótico acabadas directamente en acero endurecido de hasta 65 HRC. Proporciona una gran precisión y reduce considerablemente los costes de fabricación.
La fabricación tradicional de husillos a bolas se enfrenta a menudo a importantes cuellos de botella. El uso de tornos antiguos y el rectificado en varias etapas pueden alargar los ciclos de producción más de un mes, mientras que el intenso calor del rectificado puede comprometer la dureza del metal. Para seguir siendo competitivos, es esencial encontrar un camino más eficiente. La tecnología de torbellinado CNC ofrece una solución moderna a estos antiguos retos. Exploremos cómo este proceso redefine la producción de husillos de bolas.
¿Cómo consigue el torbellinado CNC velocidades de producción significativamente mayores que el roscado tradicional?
Su torno tradicional corta roscas muy lentamente. Realiza docenas de pasadas axiales para alcanzar la profundidad final. Pierde horas en una pieza. Necesita un método más rápido.
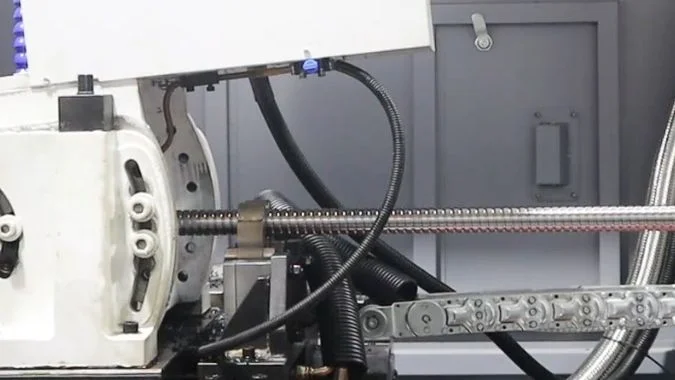
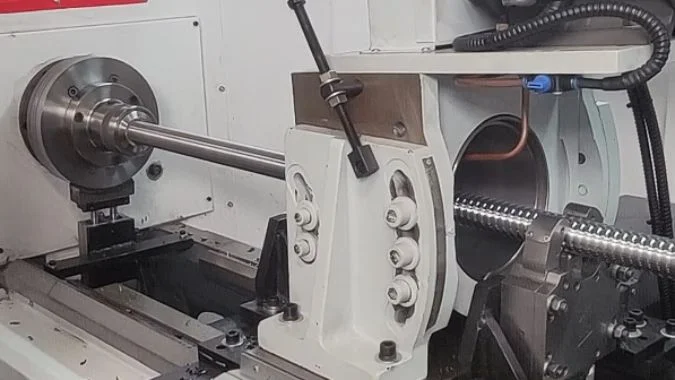
El torbellinado CNC alcanza velocidades enormes utilizando un anillo de corte giratorio. Este anillo orbita excéntricamente alrededor de la pieza de trabajo que gira lentamente. Se inclina hasta el ángulo de hélice exacto. Varias plaquitas de metal duro cortan tangencialmente. La máquina corta el perfil de rosca completo en una pasada continua a partir del material en bruto.

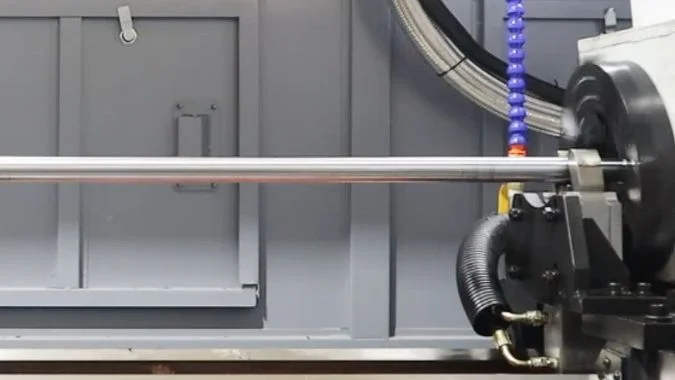
Los tornos cortan una rosca profunda mediante veinte pasadas diferentes. La herramienta se mueve hacia delante y hacia atrás sin cesar. Esto supone una enorme pérdida de tiempo. Torbellino CNC1 cambia por completo la geometría de corte. El anillo de corte principal gira a una velocidad increíble, hasta 8.000 revoluciones por minuto. El husillo que sujeta la pieza gira muy lentamente. El sistema CNC controla simultáneamente el avance axial, la profundidad radial y el ángulo de hélice. El anillo de corte sostiene múltiples plaquitas de metal duro. Estas plaquitas orbitan alrededor de la varilla metálica lenta. Cortan toda la profundidad de la arco gótico hilo2 al instante. La acción de corte tangencial distribuye la pesada carga a través de muchos filos de corte al mismo tiempo. La velocidad de corte de fresado alcanza los 400 metros por minuto. La máquina también utiliza una bancada de gran rigidez y apoyos de seguidor de carburo. Esta sólida estructura detiene las fuertes vibraciones. Sostiene ejes largos de hasta ocho metros perfectamente rectos. Obtendrá un perfil de rosca acabado en cuestión de minutos en lugar de horas.
Comparación de la velocidad de producción
| Mecanizado | Torneado tradicional de roscas | Tecnología CNC Whirling |
|---|---|---|
| Pases de corte | Requiere docenas de pases lentos | Corta toda la profundidad en una sola pasada |
| Acción de corte | Corte axial de un punto | Corte tangencial de varios filos |
| Soporte del eje | Lunetas de torno estándar | Apoyos de carburo |
| Eficacia global | Tiempo de ciclo muy lento | De cinco a treinta veces más rápido |
¿Por qué el acabado superficial producido por el torbellinado de roscas suele ser comparable al del roscado tradicional?
Le preocupa la rugosidad de la superficie. Cree que el corte a alta velocidad deja feas marcas de herramientas en los tornillos. Sus clientes rechazan las superficies rugosas. Debe comprender la calidad de las superficies torneadas.
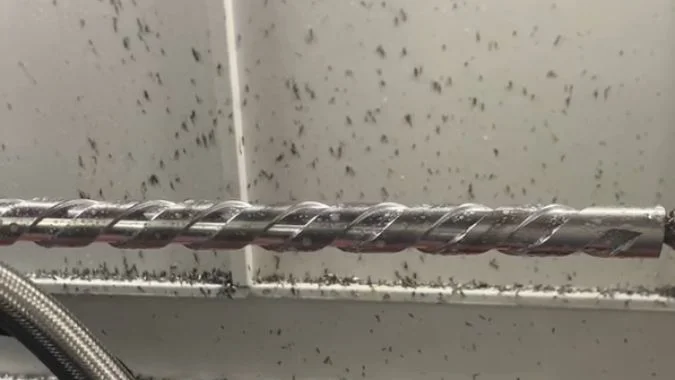
El torbellinado de roscas crea un acabado liso porque múltiples filos de corte entran y salen tangencialmente. La carga de viruta por diente se mantiene muy baja. La presión de corte intermitente evita la acumulación de calor. La temperatura de la pieza metálica sólo aumenta ligeramente. Esto evita la distorsión térmica y proporciona un acabado superficial limpio.
El torneado tradicional con una sola punta deja valles profundos y picos altos en el metal. La herramienta única penetra con fuerza en el metal. El torbellinado funciona de forma completamente distinta. El anillo de corte contiene muchas plaquitas de metal duro. Estas plaquitas golpean el metal una tras otra a gran velocidad. La entrada tangencial de la fresa elimina el material con suavidad. La alta velocidad elimina de forma muy limpia pequeñas virutas de metal en forma de coma. Estas virutas en forma de coma transportan el calor de corte de forma eficiente. La temperatura de la pieza de trabajo sólo aumenta unos pocos grados por encima de la temperatura ambiente. La trayectoria de corte de varios filos se solapa perfectamente. Este solapamiento aplana los picos y valles de la superficie metálica. La rugosidad de la superficie desciende a Ra 0,8 micras3 de forma fiable. El diseño de la máquina también desempeña un papel muy importante. El husillo principal del torno gira muy lentamente. El sistema genera prácticamente cero vibraciones. Esta estabilidad dinámica evita las marcas de vibración en la superficie de la rosca. El sitio torbellino4 también utiliza aire comprimido para expulsar las virutas calientes. Este método de corte en seco evita que las virutas rayen la superficie lisa recién cortada.
Factores de acabado superficial
| Elemento de proceso | Efecto de giro en un solo punto | Efecto torbellino del hilo |
|---|---|---|
| Herramienta de corte | Un borde cava profundamente | Múltiples bordes cortados suavemente |
| Control del calor | El metal absorbe el calor del corte | Las virutas de coma alejan el calor |
| Presión de la herramienta | Fuerte presión constante | Presión ligera intermitente |
| Eliminación de virutas | El refrigerante atrapa las virutas en su interior | Chispas de aire comprimido |
¿Puede el torbellinado CNC lograr un mejor acabado superficial que el roscado tradicional?
Las roscas se rectifican para obtener un acabado perfecto. El calor del rectificado daña la dureza del metal. Crea peligrosas microfisuras en sus piezas. Necesita una forma más segura de acabar las roscas.
El torbellinado CNC supera al torneado en bruto y rivaliza con seguridad con el costoso rectificado. El torbellinado alcanza Ra 0,8 micras sin causar daños térmicos. Elimina la formación de capas blancas habitual en el rectificado. Los cortes por torbellinado crean una microestructura superficial que retiene mejor el lubricante. Esto prolonga la vida útil del husillo de bolas.
La muela abrasiva crea una fricción y un calor masivos. Este calor provoca el recocido de la pista de rodadura. El acero duro se ablanda de nuevo. Se forman pequeñas microfisuras en la superficie de la rosca. A este daño térmico lo denominamos formación de la capa blanca5. El torbellinado CNC resuelve este problema a la perfección. Llamamos a este proceso fresado en lugar de rectificado. El torneado en bruto estándar proporciona un acabado Ra 3,2 en bruto. Después hay que rectificarlo. El torbellinado le proporciona un acabado Ra 0,8 inmediatamente en un solo paso. Un buen acabado de rectificado puede alcanzar Ra 0,2 micras, pero cuesta demasiado tiempo y dinero. El torbellinado ofrece una ventaja mecánica única sobre el rectificado. Los cortes intermitentes del torbellinado dejan una microestructura específica en la superficie del metal. Esta microestructura proporciona un volumen de retención de lubricante superior. El aceite permanece mejor dentro de la rosca. Esto reduce enormemente la fricción. Los insertos giratorios también golpean el metal con un gran impacto. Este impacto provoca un efecto de endurecimiento por trabajo en frío. Se obtiene un husillo a bolas más resistente sin daños por calor.
Comparación de la calidad del acabado
| Método de mecanizado | Acabado superficial típico Ra | Efecto del estado de la superficie |
|---|---|---|
| Torneado estándar | Ra de 3,2 a 6,3 micras | La superficie rugosa necesita rectificado |
| Rectificado de precisión | Ra de 0,2 a 0,8 micras | El calor elevado provoca una capa blanca |
| Torbellino CNC | Ra de 0,4 a 1,6 micras | El trabajo en frío endurece la superficie |
| Trituración vs Torbellino | Las microfisuras son frecuentes | Retiene perfectamente el lubricante |
¿Cuáles son las ventajas económicas de utilizar la tecnología CNC Whirling en la fabricación de husillos de bolas de gran volumen?
Pierde dinero por los elevados costes de producción. La fabricación de su husillo a bolas actual dura cincuenta días. Desecha demasiadas piezas caras. Debe reducir drásticamente sus costes.
El torbellinado CNC acorta el ciclo de fabricación de cincuenta a tres días. Elimina la lenta fase de desbaste y las complejas operaciones de recogida de plomo. Esta máquina elimina los costes de eliminación de virutas de rectificado tóxicas. Usted ahorra dinero, utiliza plaquitas reafilables y reduce su tasa de desechos casi a cero.
La fabricación tradicional de husillos de rosca de bolas obtiene enormes beneficios. Una fábrica corta primero el metal en bruto en un torno. Después lo tratan térmicamente para endurecerlo. A continuación, lo rectifican lentamente. Esto requiere veinte pasos distintos. Requiere complejas operaciones de recogida de plomo para volver a alinear la rosca tras el tratamiento térmico. Este ciclo atrapa dinero en la fábrica durante un mes. Una máquina de torbellinado CNC soluciona este problema de liquidez inmediatamente. Una máquina de torbellinado corta metal duro directamente después del tratamiento térmico. Esto es corte en seco6. Elimina todo el paso de desbaste. Una sola máquina sustituye por completo a varias instalaciones de rectificado. La máquina sólo necesita aire comprimido para soplar las virutas. Usted deja de comprar costosos fluidos de corte sucios. Elimina los costes de eliminación de virutas de rectificado tóxicas. Su fábrica se mantiene limpia. También puede utilizar plaquitas reafilables para ahorrar dinero en herramientas. El sistema CNC utiliza compensación dinámica para evitar que el tornillo largo se doble. No se estropean las piezas. Su tasa de desechos cae por debajo del cero coma tres por ciento.
Desglose de la reducción de costes
| Factor económico | Fabricación tradicional | Tecnología CNC Whirling |
|---|---|---|
| Ciclo de producción | Entre treinta y cincuenta días | Se acaba en uno o tres días |
| Etapas de la producción | Más de veinte pasos distintos | Desbaste y acabado en una sola operación |
| Gestión de residuos | Eliminación de virutas tóxicas | Virutas de metal limpias y secas |
| Huella de la máquina | Necesita múltiples configuraciones de rectificado | Una máquina acaba con todo |
Conclusión
Debe cambiar a una máquina de torbellinado CNC para la fabricación de husillos de bolas. Reduce el tiempo de producción, crea superficies excelentes, elimina el peligroso calor del rectificado y maximiza por completo los beneficios de su fábrica.
-
Conozca el proceso, las ventajas, los consejos de configuración y los datos de rendimiento para comparar el torbellinado con el roscado tradicional de varias pasadas para obtener roscas de eje más rápidas y precisas. ↩
-
Descubra la geometría, las ventajas de la distribución de la carga, el impacto del acabado superficial y la guía de herramientas/inspección para producir roscas de arco gótico precisas. ↩
-
Obtenga orientación práctica sobre los parámetros y configuraciones que proporcionan Ra 0,8 micras de forma constante para obtener acabados superficiales de alta calidad. ↩
-
Explore el torbellinado para aprender cómo las fresas de inserción múltiple y la entrada tangencial proporcionan roscas lisas, poco calor y una vibración mínima. ↩
-
Lea los análisis de expertos sobre la formación de capas blancas para conocer las causas, los riesgos, como el recocido de las pistas de rodadura, y las medidas de mitigación probadas para evitar las microfisuras y los daños por calor. ↩
-
Descubra cómo el corte en seco elimina los fluidos de corte y los costes de eliminación, mantiene limpias las fábricas y se combina con plaquitas reafilables para ahorrar costes. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.