

How Does a Gantry Machining Center's Structure Differ Fundamentally from a VMC?
Need to machine really large, heavy parts, maybe several meters long or weighing many tons? You’ve probably realized your standard Vertical Machining Center (VMC) just isn’t built for that scale. Pushing a VMC with its typical C-frame design beyond its limits means sacrificing rigidity, accuracy, and potentially damaging the machine.
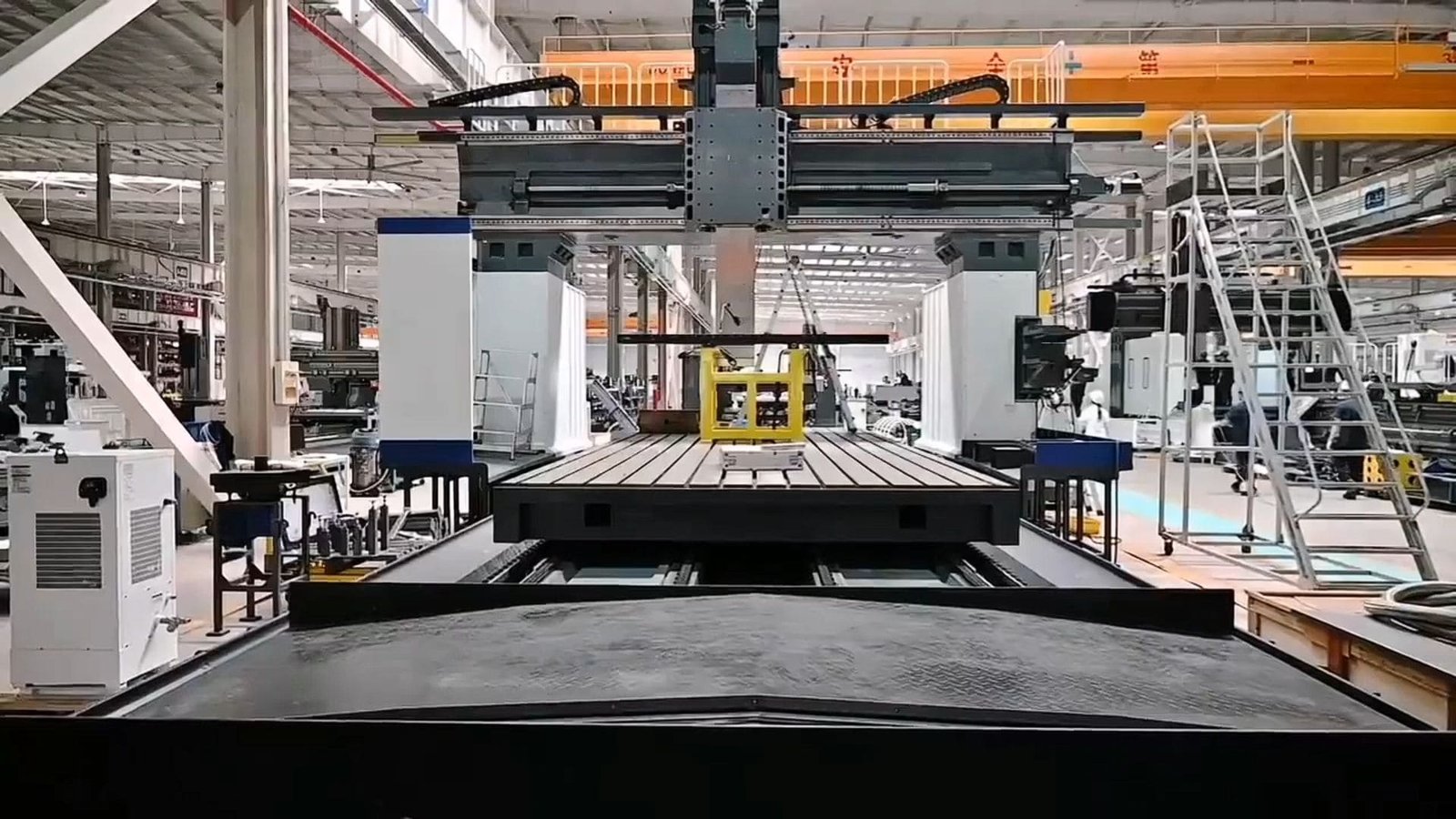
A Gantry Machining Center’s core difference is its large, overhead bridge-like structure (the gantry) supported by columns on both sides of the work area. This robust, closed frame contrasts sharply with a VMC’s open C-frame, where the spindle head moves on a single column above a typically smaller, moving table.
This fundamental structural difference isn’t just cosmetic; it dictates what each machine type excels at. While a VMC offers agility for smaller components common in general manufacturing, the gantry architecture is specifically engineered to provide the stability and reach needed for the massive components found in industries like aerospace (think wing spars), shipbuilding, or heavy machinery mold making. It’s built to maintain precision across vast distances.
What is the Primary Advantage of the Overhead Gantry Design for Machining Large Workpieces?
Are you dealing with vibrations or loss of accuracy when trying to machine massive components on conventional machines? The sheer weight of the workpiece and the heavy cutting forces involved can easily overwhelm a standard machine structure, leading to deflection and poor results. You need a design inherently built to withstand these forces.
The main advantage of the gantry design is its superior stability and rigidity derived from the dual-column, bridge-like frame. This allows it to handle extremely large, heavy workpieces and significant cutting forces while maintaining high precision across the entire work envelope, often allowing the workpiece to remain stationary.

This structural integrity is the key to tackling big jobs successfully:
- Enhanced Stability & Rigidity1: The gantry frame acts like a bridge, supported on both ends. This closed structure naturally resists twisting and bending far better than a VMC’s open C-frame. This means less vibration and tool deflection, even during heavy roughing cuts on massive parts.
- Large Workpiece Capacity: The design easily accommodates very long X-axis travel and wide Y-axis travel. Critically, especially in moving-beam (moving gantry) designs, the workpiece often rests on a stationary base, meaning its weight is less of a limiting factor compared to moving it on a VMC table. This makes gantries ideal for parts too large or heavy for other machine types.
- Workpiece Stays Stationary (Often): In many gantry configurations (particularly moving-beam), the large workpiece doesn’t move. The machine moves around the part. This simplifies fixturing, reduces the chance of movement errors, and allows easier access for loading/unloading with cranes.
- Accessibility & Setup Flexibility: The open area under the gantry often makes it easier to load huge parts. Large tables can sometimes accommodate multiple smaller parts or setups simultaneously, improving efficiency.
- Sustained Precision2: Because the structure is inherently stable, gantries can hold tight tolerances (as your insights noted, potentially down to 0.005-0.01mm) across very large surfaces, crucial for aerospace and precision mold work.
In essence, the gantry provides a rock-solid platform that allows precise machining forces to be applied accurately over a huge area, something a VMC structure simply can’t match at that scale.
How Do the Axes (X, Y, Z) Typically Operate on a Gantry Machining Center Compared to Other CNC Mills?
Feeling unsure about how movement works on these large-scale machines? It’s different from the familiar VMC setup. On a gantry, the axis movements are distributed differently to maximize stability and accommodate the machine’s size, especially concerning the massive workpieces involved.
Typically on a gantry machine, the X-axis involves movement along the longest dimension (either the entire gantry structure/beam moves, or the table moves). The Y-axis is the spindle saddle moving across the gantry’s crossbeam (bridge). The Z-axis is the vertical up/down movement of the spindle ram.

Here’s how this contrasts with a typical VMC and why it matters for large parts:
- Gantry X-axis: Usually the longest travel, running the length of the machine bed. Either the entire gantry assembly moves along this axis over a fixed table/floor plate (moving-beam type), or the table moves along this axis under a fixed gantry (fixed-beam type).
- Gantry Y-axis: The spindle assembly (on a saddle) travels side-to-side across the gantry’s crossbeam, spanning the width of the work area.
- Gantry Z-axis: The spindle ram moves vertically, providing the cutting depth.
- VMC Contrast3: Remember, on a VMC, the table usually handles both X (left/right) and Y (front/back) movements, while the spindle head only moves in Z (up/down).
- The Gantry Advantage4: Distributing motion this way on a gantry is crucial for large parts. Moving a potentially multi-ton workpiece rapidly and accurately in X and Y (as a VMC table does) becomes impractical and introduces huge inertia problems. Instead, moving the relatively lighter gantry structure (moving-beam) or spindle assembly over/across the stationary (or slower-moving fixed-beam table) part is mechanically more efficient and stable for large-scale operations. The dual-column support ensures rigidity for the Y and Z movements across the span.
This configuration prioritizes stability and reach for large dimensions, making it fundamentally different from the VMC’s approach optimized for smaller parts and table movement.
What are the Differences Between Moving-Beam (Moving Gantry) and Fixed-Beam (Moving Table) Designs?
You’ll encounter two main types of gantry architectures: one where the entire bridge structure moves, often called a Moving-Beam (or Moving Gantry) type, and another where the bridge is stationary, with the table sliding underneath, known as a Fixed-Beam (or Moving Table) type. This is a critical distinction impacting performance, cost, and suitability.
In a Moving-Beam (Moving Gantry) design, the entire gantry assembly, including the crossbeam holding the spindle, travels along the X-axis rails over a fixed worktable or floor plate. In a Fixed-Beam (Moving Table) design, the gantry structure and its crossbeam are stationary, and the worktable moves back and forth along the X-axis underneath it.

Understanding the trade-offs is vital for selection:
- Moving-Beam (Moving Gantry)5:
- Best For: Extremely large or heavy workpieces where moving the part is impractical (aerospace structures, large molds, shipbuilding components).
- Pros: Virtually unlimited workpiece weight/length capacity as the part sits on a stationary base. Often more space-efficient footprint relative to the working envelope. Can be more cost-effective, especially for very long X-axis travel, as noted in your insights (lighter construction sometimes possible). Easier chip management.
- Cons: Moving the heavy gantry/beam introduces significant inertia, potentially limiting acceleration and speed. Maintaining perfect geometric accuracy over very long travels of the heavy moving structure can be demanding. May offer slightly less absolute rigidity compared to a fixed-beam design, potentially affecting accuracy in heavy cuts (as your insights suggested).
- Fixed-Beam (Moving Table)6:
- Best For: High-precision machining of small to medium-large parts where maximum rigidity and potentially higher dynamics are needed (precision molds, general manufacturing requiring high accuracy).
- Pros: Generally offers superior rigidity and stability because the beam structure is fixed, minimizing vibration (aligns with your insights on higher accuracy for fixed beams). Potentially faster acceleration/deceleration possible by moving the (relatively) lighter table.
- Cons: Workpiece size and weight are strictly limited by the table’s capacity and the drive system’s power. Requires considerably more floor space to accommodate the full X-axis travel of the table. Usually has a higher initial cost due to the robust table drive system, heavy bed structure, and foundation requirements.
The choice hinges on your primary application: massive parts almost always necessitate a moving-beam (moving gantry), while maximum precision on moderately sized parts often favors a fixed-beam (moving table).
What Key Factors Should Be Considered When Selecting a Gantry Machining Center for Your Specific Application Needs?
Investing in a gantry machining center is a major decision. With the different types (moving-beam vs. fixed-beam) and configurations available, how do you ensure you choose the right one for your specific large-part manufacturing requirements? Selecting based only on price or size can lead to disappointment or wasted capability.
Key selection factors include the maximum workpiece size/weight (determining beam type), required accuracy and rigidity, material types, complexity (3/4/5-axis needs), production volume, available floor space, budget, automation requirements, and desired spindle performance (power, speed, torque).

Drawing from experience and your detailed survey notes, here’s a more comprehensive checklist incorporating the design types:
-
Workpiece Dimensions & Weight: The absolute primary factor. Defines the required X, Y, Z travel and strongly indicates whether a Moving-Beam (heavy/large parts) or Fixed-Beam (moderate size/weight) design is appropriate.
-
Accuracy & Precision Needs: What tolerances must you hold? This influences the need for rigidity (favoring Fixed-Beam for ultimate precision, aligning with your insights) and features like thermal compensation.
-
Material Type: Machining hard metals demands high rigidity and spindle torque, often better suited to Fixed-Beam designs, although robust Moving-Beam machines exist. Lighter materials offer more flexibility.
-
Complexity & Axes: Do you need 5-axis simultaneous machining? Ensure the chosen machine type and control system support this.
-
Spindle Requirements: Match power, speed (RPM), torque, and tool interface to your materials and typical operations.
-
Production Volume & Automation7: High volume might favor the potentially higher dynamics of a Fixed-Beam (if size allows) or require specific automation features available on either type (ATC, pallet systems).
-
Space Availability: Fixed-Beam (Moving Table) designs require significantly more floor space for X-axis travel. Moving-Beam types are more compact for the work envelope.
-
Budget: Consider the total cost. Fixed-Beam types often have higher initial costs but potentially offer higher precision. Moving-Beam types can be more cost-effective, especially for very large sizes (as your insights suggested).
-
Maintenance & Support: Evaluate ease of access, parts availability, and support quality for the specific design.
Carefully weighing these factors against your production goals will guide you to the gantry machining center type (moving-beam or fixed-beam) that delivers the best value and performance.
Conclusion
A Gantry Machining Center’s defining dual-column, overhead bridge structure provides the essential rigidity and stability needed to accurately machine very large and heavy parts, fundamentally distinguishing it from a VMC’s C-frame. Understanding the crucial differences between moving-beam (moving gantry) and fixed-beam (moving table) designs is key to selecting the right machine for your specific needs.
-
Discover the importance of stability and rigidity in machining processes, and how they contribute to better results and reduced errors. ↩
-
Learn about Sustained Precision and its critical role in achieving high-quality results in aerospace and mold work. ↩
-
Exploring VMC Contrast will provide insights into the differences in machining techniques for various part sizes. ↩
-
Understanding the Gantry Advantage can enhance your knowledge of machining efficiency and stability for large components. ↩
-
Explore the benefits of Moving-Beam machining for large workpieces, including cost-effectiveness and space efficiency. ↩
-
Discover how Fixed-Beam machining enhances precision and rigidity for small to medium parts, ideal for high-accuracy applications. ↩
-
Discover how production volume influences automation features, helping you choose the right machining center for efficiency. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.