

How to Choose Between Linear or Hard Rail for VMC?
You need a new vertical machining center. You pick the wrong guide rail type. Your machine shakes, breaks tools, and ruins expensive parts. You lose money and time.
You must choose box-way hard rails for heavy cutting, large molds, and hard materials. They use sliding friction for maximum rigidity. You must choose linear rails for high-speed precision work and light metals. They use rolling friction for fast movements and easy maintenance.
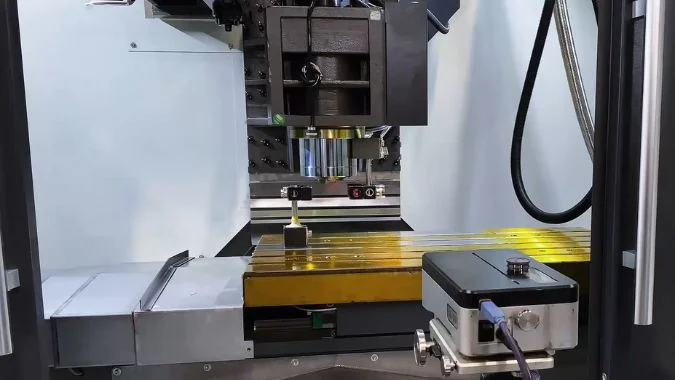
Clients always ask me this kind of question. I tell them to look at their exact production needs. Let me break down the mechanical differences between these two rail systems.
How Does the Choice of Rail Impact the Maximum Rapid Traverse Speed of Your VMC?
You want to cut parts faster. Your machine moves too slowly between cuts. You lose precious cycle time and make fewer parts every day.
Linear rails use rolling friction to achieve rapid speeds over thirty meters per minute. Hard rails use sliding friction. This sliding creates high resistance and heat. Hard rails limit your rapid speed to under fifteen meters per minute.
Friction controls machine speed. Linear rails1 use small steel balls or rollers. These tiny rollers sit inside a modular metal block. They roll smoothly along a steel track. This rolling action creates very low physical friction. The machine servo motors do not work hard to push the heavy table. The machine can move very fast. Some high-speed machines reach sixty meters per minute easily. This fast speed helps you make small electronic parts quickly. You save cycle time. Hard rails2 work very differently. The machine uses solid cast iron flat surfaces. These flat surfaces slide directly against each other. This creates massive sliding friction. The sliding action generates high heat at fast speeds. This extreme heat expands the metal. It ruins your positional accuracy completely. You must run hard rails slowly to prevent heat damage. They rarely exceed fifteen meters per minute. You must match the rail type to your speed needs. High-speed batch work needs linear rails. Slow rough cutting needs hard rails.
Friction Types and Speed Limits
| Rail Type | Friction Type | Maximum Speed | Best Application |
|---|---|---|---|
| Linear Rail | Rolling friction | Over 30 meters per minute | Fast light cutting |
| Hard Rail | Sliding friction | Under 15 meters per minute | Slow heavy cutting |
Which Rail Type Offers Superior Vibration Damping for Heavy-Duty Milling Operations?
You start a heavy milling cut. The whole machine vibrates loudly. The vibration destroys your expensive carbide tool and leaves ugly marks on the metal.
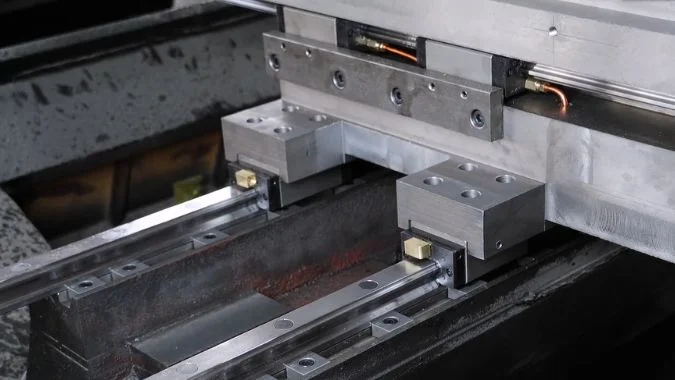
Box-way hard rails provide superior vibration damping. They use a massive surface contact area. This large contact area absorbs heavy cutting shocks easily. Linear rails use tiny point contact. They cannot absorb heavy vibrations well.
Heavy cutting creates violent mechanical forces. The cutting tool hits the raw metal hard. This hard hit creates heavy shockwaves. The machine frame must absorb these shockwaves. I always recommend box-way hard rails3 for this exact job. Factory workers cast these hard rails directly into the main machine bed. They form one solid piece of thick iron. The sliding surfaces touch each other completely. We call this surface contact. This large flat contact area spreads the shock force over a wide space. The thick iron absorbs the energy easily. The machine stays perfectly quiet during heavy cuts. Linear rails struggle with heavy shock forces. Linear rails use tiny steel balls. These little balls only touch the rail at a microscopic point. We call this point contact. Point contact cannot absorb heavy vibrations well. The violent shockwaves pass right through the tiny balls. The whole machine shakes loudly. The balls can even break under extreme loads. You must use hard rails for heavy milling operations.
Contact Area and Shock Absorption
| Rail Feature | Hard Rail Design | Linear Rail Design |
|---|---|---|
| Contact method | Full surface contact | Tiny point contact |
| Vibration damping | Excellent shock absorption | Poor shock absorption |
| Tool life result | Protects tools during heavy cuts | Risks breaking tools quickly |
Why is a Hard Rail VMC Often Preferred for Large Mold and Die Manufacturing?
You try to machine a massive steel mold. Your machine bends under the heavy weight. Your final mold dimensions are completely wrong. You waste expensive steel.
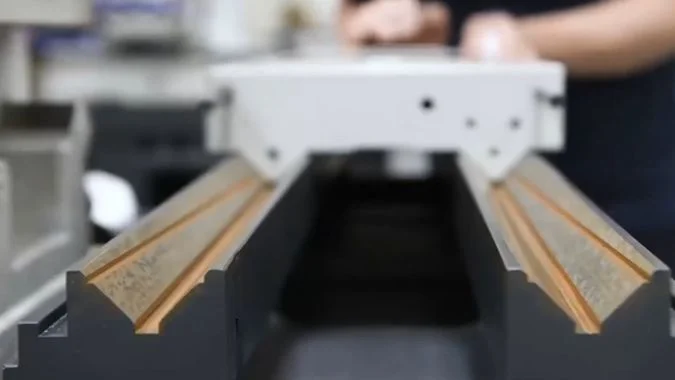
Large molds require massive load capacity and extreme rigidity. Hard rail VMCs use thick integrated castings to support heavy weights without bending. They handle tough mold steels and deep cutting passes with perfect stability.

Mold making is a very tough job. Car body molds and plastic injection molds weigh thousands of kilograms. You must cut very hard solid steel blocks. I visit many mold factories. The best factories always use hard rail vertical machining centers4. The thick rectangular cast iron rails5 support heavy weights easily. The heavy steel block does not crush the rails. The operator can use a large spindle safely. The spindle pushes the big cutting tool deep into the hard steel. The hard rails do not bend under the pressure. They maintain a very straight cutting path. This straight path prevents surface waviness on the final mold. Hard rails also keep their accuracy for many years. Factory workers quench and grind the iron rails during manufacturing. This process makes the iron extremely hard and wear-resistant. Linear rails wear out quickly under these extreme mold weights. The modular blocks deform easily over time. Hard rails give you the strength to finish big mold jobs perfectly.
Structural Needs for Mold Making
| Mold Requirement | Hard Rail Benefit | Linear Rail Weakness |
|---|---|---|
| Hold heavy weight | Cast iron resists bending | Modular blocks deform |
| Cut deep steel | Handles huge pushing force | Cannot take deep cuts safely |
| Long term accuracy | Wear-resistant iron lasts years | Rolling parts break under load |
Which Rail Configuration Provides Better Surface Finish When Machining High-Hardness Materials?
You finish cutting a hard steel part. You inspect the surface. The surface looks rough and feels bumpy. Your customer rejects the final product.
Box-way hard rails create a much better surface finish on high-hardness materials. They suppress cutting vibrations completely. Linear rails suffer from micro-deformations under heavy cutting forces. These tiny deformations leave ugly wave marks.

High-hardness materials push back against the cutting tool. This push-back force is very strong. Hard steel tries to bounce the tool away. This bouncing creates tiny vibrations. These vibrations ruin your smooth surface finish. I tell my clients to use box-way hard rails for hard materials. The large sliding contact area acts like a giant shock absorber. It kills the tiny vibrations instantly. The tool stays locked in a perfect path. You get a beautiful surface finish. Your roughness average stays very low. Linear rails cannot do this well. The tiny rolling balls inside the linear block compress slightly under strong push-back forces. We call this micro-deformation6. The linear block shifts up and down microscopically. The tool bounces against the hard steel part. This bounce creates visible chatter marks on the metal. Some factories try to use roller-type linear rails. These thick rollers are better than round balls. But thick cast iron hard rails still win the surface finish test every single time.
Surface Quality Control Methods
| Machine Condition | Hard Rail Performance | Linear Rail Performance |
|---|---|---|
| Push-back force | Kills vibrations instantly | Compresses internal parts |
| Tool movement | Stays locked perfectly straight | Bounces up and down slightly |
| Final surface | Smooth mirror-like finish | Ugly chatter wave marks |
Conclusion
You must match your VMC rail type to your specific work. Choose linear rails for fast light cutting. Choose hard rails for heavy molds and hard metals.
-
Learn how linear rails use rolling elements to minimize friction, enabling very high speeds and consistent positional accuracy for fast, precise machining. ↩
-
Understand hard rails’ sliding contact, how generated heat and metal expansion limit speed, and why they’re better for slow, rough cutting applications. ↩
-
Explore to learn how cast-in thick iron box-way rails provide full surface contact and superior vibration damping for heavy cutting operations. ↩
-
Find in-depth comparisons, performance data, and case studies showing why they deliver durability and consistent precision for heavy mold jobs. ↩
-
Learn about quenching, grinding, and material properties that give superior strength, wear resistance, and long-term accuracy under heavy loads. ↩
-
Learn how tiny compressions of rolling elements cause tool bounce and chatter marks, and what design choices mitigate this issue. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.