

Come Assicurare un Pezzo su una Macchina CNC per la Rettifica Superficiale?
Senti un forte botto e vedi una ruota in frantumi sul pavimento del negozio. Un pezzo di lavoro allentato trasforma la tua smerigliatrice in un pericoloso lanciatore di proiettili.
Securing a workpiece involves choosing between magnetic chucks, vacuum systems, or mechanical vises based on material and shape. Electromagnetic chucks are standard for steel, while non-magnetic parts require mechanical clamping or vacuum hold-down to ensure safety and precision.

In my years of experiences, I have seen countless shops struggle with chatter marks and poor tolerances, only to realize the issue wasn’t the machine—it was the workholding. Getting the clamping right is the absolute foundation of any high-precision job. To help you avoid these common pitfalls, I’ve broken down the primary options below so you can choose the safest and most efficient method for your specific application.
Why is a Magnetic Chuck the Most Common Choice for CNC Surface Grinding?
You lose hours setting up clamps for every single part in a batch. This downtime kills your profit margins and frustrates your team.
Electromagnetic chucks are the industry standard because they instantly secure ferromagnetic materials without physical clamps. They distribute holding force evenly across the bottom surface, minimizing distortion while allowing the workpiece to expand freely as it heats up during grinding.
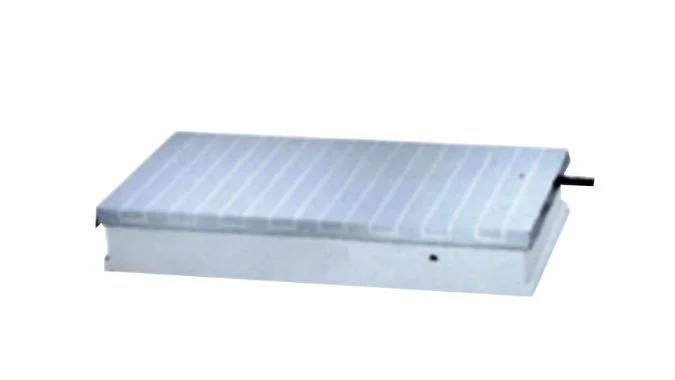
In the world of surface grinding, the electromagnetic chuck1 is king for a reason. It comes down to speed, stability, and access. When you use mechanical clamps, you obstruct the grinding wheel’s path. With a magnetic chuck, you have full access to five sides of the part (top and four sides). This is critical for efficiency.
I just flip a switch (or use a controller), and the current flows, creating an instant, powerful hold on steel or cast iron. This is a game-changer for batch processing because I can load the table with twenty small parts and secure them all at once.
Beyond speed, the quality of the hold is better for flat grinding. A mechanical clamp applies point pressure. This can bend the part slightly. When you release the clamp after grinding, the part springs back, and your flat surface is gone. The magnetic chuck pulls evenly across the entire bottom face, helping you achieve flatness tolerances in the range of 0.0001–0.001 inches2.
Also, grinding creates heat. If a part is physically locked by clamps, it cannot expand, so it bows. On a magnet, the part can expand freely as it warms up. This reduces internal stress and keeps your tolerances tight.
What are the Differences Between Permanent and Electromagnetic Chucks for Grinding?
You are unsure which magnet type fits your shop’s power setup and safety needs. The wrong choice could lead to accidents during a power outage.
Permanent magnetic chucks use internal magnets and require no electricity, making them safe during power failures. Electromagnetic chucks rely on continuous current, offering stronger variable force for large parts but carrying a risk of detachment if the power cuts out.
These two tools look similar, but they work very differently. A permanent magnetic chuck3 uses strong magnets, like Neodymium iron boron, inside the body. You use a lever or wrench to turn a shaft. This aligns the magnetic field to hold the part. The biggest advantage here is safety and energy efficiency. It consumes zero electricity and generates no heat. This is crucial because heat from an electromagnetic coil can transfer to the workpiece, causing thermal distortion in high-precision jobs.
On the other hand, the electromagnetic chuck uses a coil of wire and electricity. You control it with a button. This is easier for the operator and perfect for automation. It allows for variable holding force4, which is useful for thin parts that might warp under full power. However, the coils generate heat, which you must manage. Also, if the power fails, the magnet turns off instantly. You must have a backup power system or a mechanical lock to prevent the part from flying off.
| Caratteristica | Permanent Magnetic Chuck | Electromagnetic Chuck |
|---|---|---|
| Power Source | None (Internal Magnets) | Continuous Electricity |
| Generazione di calore | Zero (Better Accuracy) | High (Needs Cooling) |
| Safety | Safe during power loss | Risk of detachment |
| Operazione | Manual Lever | Switch/Controller |
| Applicability | Small/Medium Precision Parts | Heavy/Large/Rough Cuts |
When Should You Use Precision Vises or Mechanical Clamps Instead of Magnetic Force?
You have a brass or aluminum part that simply will not stick to the magnet. Relying on makeshift blocking methods is dangerous and inaccurate.
You must use mechanical clamps or precision vises when grinding non-magnetic materials like aluminum, copper, or stainless steel. They are also essential for complex shapes, thin-walled parts that might warp under magnetic force, or when grinding vertical and angled surfaces.
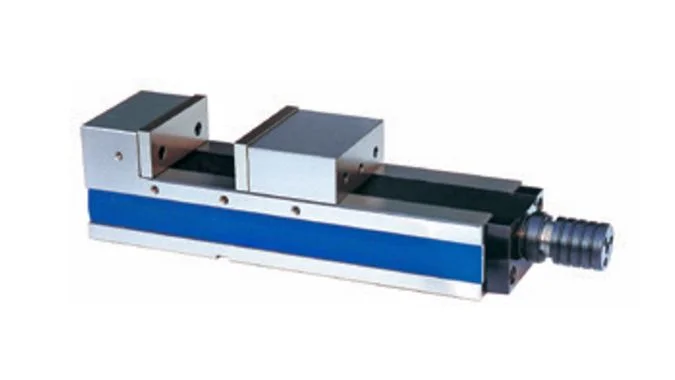
Magnets are great, but they have limits. The most obvious limit is the material. If I need to grind aluminum, copper, titanium, or plastic, a magnetic chuck5 does nothing. For these jobs, I use a precision vise or mechanical clamps.
You also need clamps for thin-walled parts. Sometimes, the suction of a strong magnet is too powerful. It will suck a thin plate flat against the table. You grind it flat, turn the magnet off, and the plate springs back to its warped shape. A vise allows you to hold it gently with shims without distorting it.
Geometry is another factor. Magnets need a flat bottom surface. If your part is round, irregular, or has a small contact area, it will not stick safely. You need a fixture or a vise to hold it rigid.
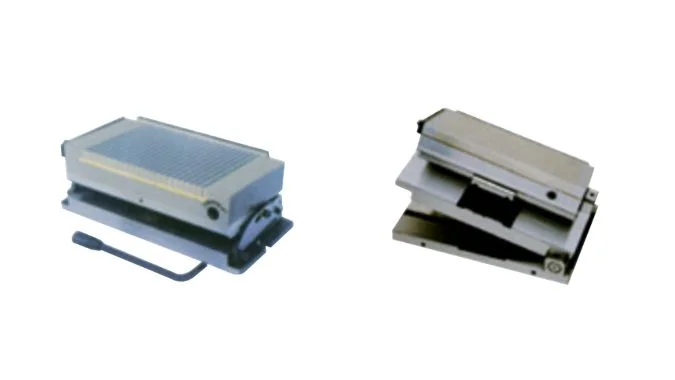
Finally, think about the angle. Standard chucks only hold the bottom. If I need to grind an angle or a vertical side, I use a sine vise6. This tool lets me tilt the part to a precise degree and lock it in. It provides rigidity against heavy cutting forces that a magnet cannot provide on a tall part.
What are the Critical Safety Risks of Improper Workpiece Clamping During High-Speed Grinding?
You hear a loud bang and see a shattered wheel across the shop floor. A loose workpiece turns your grinder into a dangerous projectile launcher.
Come Fissare un Pezzo su una Macchina per la Rettifica Superficiale a CNC? - JMCNCmachine
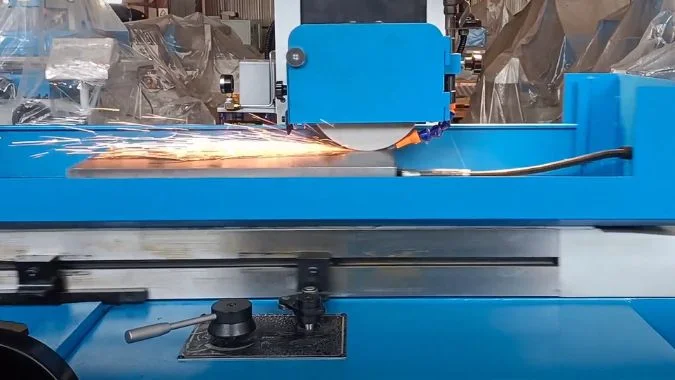
Safety is the most important part of this job. If you do not clamp the workpiece tightly, the physics of the machine will work against you. The grinding wheel spins at thousands of RPM. When it touches the metal, it exerts a massive tangential force7. If the clamp or magnet is too weak, the wheel grabs the part and throws it. We call this a projectile. It can hit the operator and cause fatal injuries or death.
But the danger does not stop there. This is a chain reaction. When the loose part hits the guard or the stop iron, the shock often causes the grinding wheel to explode8. Now you have chunks of abrasive stone flying everywhere like shrapnel.
I have seen this destroy the machine itself. The flying part can smash into the precision guide rails or the spindle. You lose the part, you break the expensive wheel, and you might ruin the machine’s accuracy forever. Always double-check your holding force before you start the spindle. If using a magnet, ensure the contact surface is clean and flat.
Conclusione
Choose electromagnetic chucks for speed with steel, but switch to mechanical vises for non-magnetic or complex parts to prevent dangerous projectiles and ensure precision.
-
Get expert insights on how electromagnetic chucks deliver faster setups, stronger holding, and better access—plus guidance on choosing reliable models for your shop. ↩
-
Learn proven techniques to hit ultra-flat results: setup, magnetic workholding, dressing, coolant, and thermal control to prevent bowing and stay in tolerance. ↩
-
Learn how a permanent magnetic chuck operates without electricity, offering safety and energy efficiency for precision machining. ↩
-
Discover why variable holding force is essential for preventing warping in delicate or thin workpieces during machining. ↩
-
Understand how magnetic chucks work, their limits on non‑ferrous and thin parts, and best‑practice setups for safe, accurate grinding without distortion. ↩
-
Discover how a sine vise enables precise angle setups, boosts rigidity for tall work, and delivers repeatable accuracy using gauge blocks and proper fixturing. ↩
-
Understanding massive tangential force helps you grasp why secure clamping is critical to prevent dangerous accidents and equipment damage. ↩
-
Learning the causes of grinding wheel explosions can help you take preventive measures, ensuring both operator safety and machine longevity. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.