

What Heavy-Duty Machining Operations are Better Suited to a GMC Than an HMC?
You’re dealing with truly massive workpieces – think huge molds, aerospace spars stretching several meters, or giant machine beds. An HMC is a powerhouse, but sometimes even its capacity is dwarfed. You need extreme precision and heavy cutting on an epic scale, and you wonder if there’s a better fit.
For heavy-duty machining of exceptionally large, often expansive and relatively flat components (sometimes reaching lengths of over 10 meters), a Gantry Machining Center (GMC) is often better suited than an HMC due to its vast work envelope, superior accessibility for huge parts, and structural rigidity over large spans.
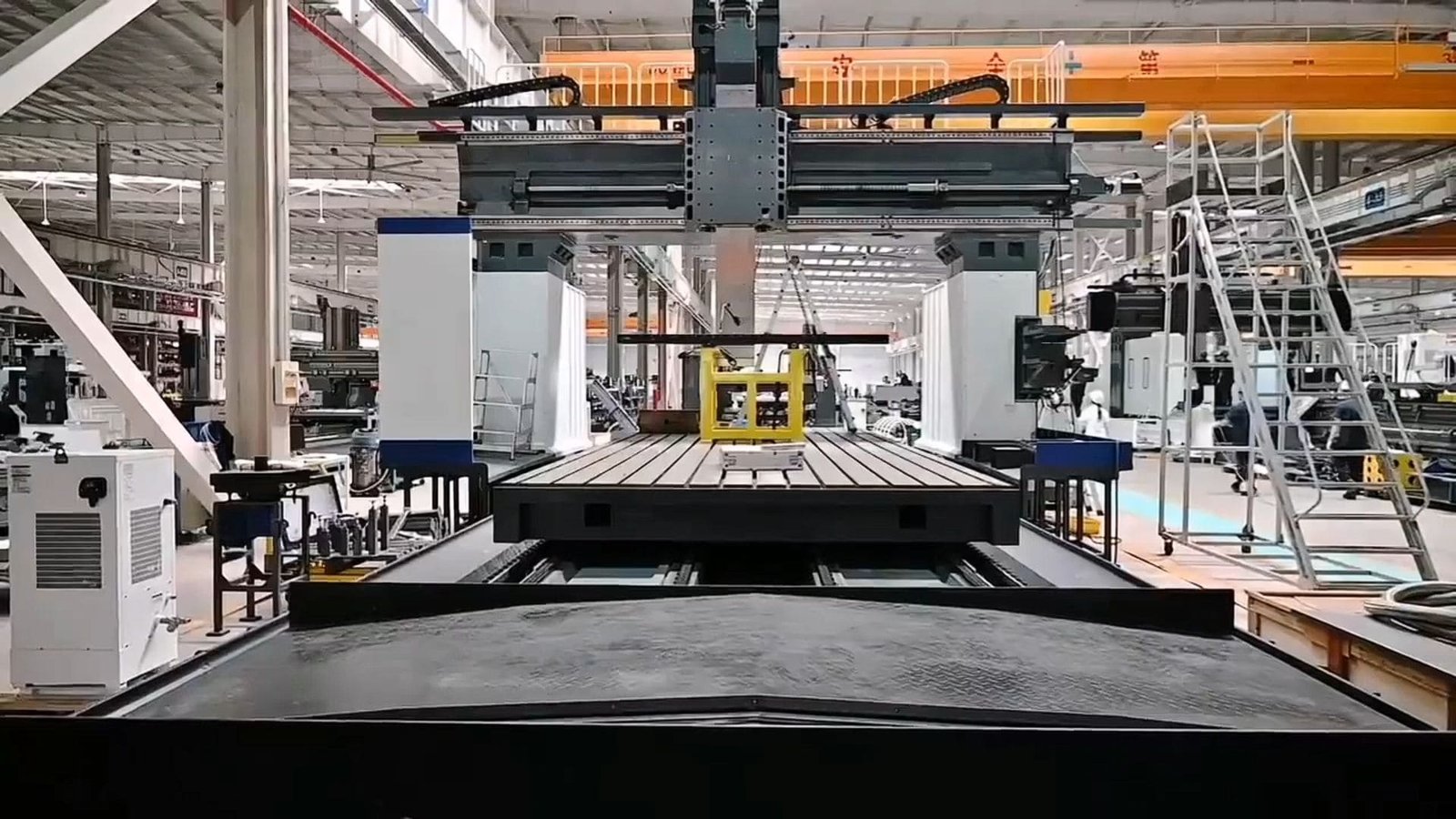
Some workpieces were so big—far exceeding typical HMC pallet sizes—they just wouldn’t fit. This is where the Gantry Machining Center, or GMC, really steps into its own. Its gate-like structure, with an overhead spindle moving on a beam across two columns, is built for machining parts of truly monumental proportions, far beyond typical HMC limits.
How Does Chip Evacuation Efficiency Compare Between GMC and HMC?
You’re hogging out tons of material from a massive part. Chips are a constant concern. Does the open nature of a GMC help or hinder getting rid of them compared to an HMC’s inherently advantageous design for chip fall?
HMCs generally offer better chip evacuation efficiency due to their horizontal spindle, where gravity naturally pulls chips away. GMCs, with an overhead spindle, see chips fall onto the workpiece or table, potentially requiring more active management.

Chip management is always critical, and there’s a noticeable difference here.
- GMC Chip Management:
On a GMC, the spindle is overhead. Chips fall directly down onto the workpiece or the large, often fixed, machine table. While this openness prevents chips from being trapped against nearby vertical surfaces during the cut, managing them across a vast table can be a challenge. Many GMCs incorporate chip conveyors or require periodic manual cleaning, especially for large flat components where chips can spread widely. - HMC Chip Management:
HMCs, with their horizontal spindle1, inherently benefit from gravity. Chips fall away from the tool and workpiece into an enclosed, controlled area, usually directly into efficient conveyor systems. This design is very effective for reducing chip recutting and maintaining a cleaner cutting zone2, which is often cited as an advantage for tool life and surface finish.
While both machine types can manage chips, the HMC’s design often provides a more naturally efficient and contained chip evacuation process for its work envelope.
Is the Open Architecture of GMC More Beneficial for Heavy-Duty Part Loading and Setup Compared to HMC’s Enclosure?
You’re trying to get a workpiece the size of a small car, or even larger, onto the machine. Lifting and positioning it safely and accurately is a huge challenge. Does a GMC’s open design beat an HMC’s typical setup here for these colossal parts?
Yes, the open architecture of a GMC, with its gantry structure providing clear overhead access, is vastly more beneficial for loading and setting up exceptionally large and heavy-duty parts compared to the often enclosed HMC with its palletized systems.

This is a major practical advantage for GMCs when dealing with colossal components.
- GMC Loading and Setup:
The gantry structure3—columns and an overhead beam—means the work area is typically very open from above and often from the sides. This makes it much easier to use overhead cranes or other heavy lifting equipment4 to lower massive workpieces directly onto the machine’s large, fixed table. My insights always pointed to this gantry frame offering a rigid structure and large machining range. Setting up these giants is more straightforward on the accessible table. - HMC Loading and Setup:
HMCs are designed for productivity with parts that fit their pallet system. While excellent for their intended size range, the enclosure and pallet changer can be restrictive for extraordinarily large or awkwardly shaped workpieces. Direct crane access into the machining zone is usually much more limited.
The GMC’s fundamental design caters to the logistical challenges of handling parts that are simply too big for HMC pallet systems5.
Why Might a GMC Be a More Direct and Efficient Choice Than an HMC If the Primary Requirement is Machining Expansive, Relatively Flat Components with High Precision?
You need to machine vast, relatively flat surfaces – think large molds, machine beds, or structural plates for aerospace – and you need high precision across the entire area. Which machine gets this done better?
A GMC is often a more direct and efficient choice for expansive, relatively flat components because its gantry structure and large, fixed table provide consistent rigidity and precision over very long X and Y travels, perfectly suited to large surface machining without complex fixturing.

When the job involves massive surface areas, the GMC’s design really shines.
- GMC for Expansive Surfaces:
The GMC’s gantry (columns and a beam, with the spindle box moving on the beam) travels over a stationary, large workpiece table. This design maintains rigidity and precision over exceptionally long and wide travels. As my insights indicated, the worktable of a GMC is usually fixed or allows only simple linear feed, making it ideal for these vast surfaces. You can machine very long and wide flat or gently contoured surfaces accurately. - HMC for Multi-Sided Complexity (on a smaller scale):
An HMC excels with more compact, though still potentially heavy, workpieces needing features on multiple sides. Its indexing or rotary table (multi-axis linkage as per my insights) is key for this, ideal for parts like precision gearbox housings or medical device components. While it can surface, it’s not designed for the extreme X/Y travels of a GMC.
For predominantly large X-Y dimensions6 and surface machining, the GMC’s architecture is inherently more efficient.
What Industries is a GMC Typically the Preferred Solution Over an HMC?
Certain industries regularly deal with components so large they make typical machine tools look small. Where do you usually see GMCs as the go-to solution instead of HMCs, which serve different precision needs?
GMCs are typically the preferred solution in aerospace, shipbuilding, large mold and die making, heavy equipment manufacturing, energy (wind, hydroelectric, nuclear), automotive (for very large components/molds), semiconductor manufacturing, and defense, where workpiece dimensions and weights often exceed HMC capabilities.

The sheer scale of parts in these industries dictates the need for GMCs. My insights highlighted mold manufacturing, automotive, and aerospace for GMCs. The new information expands this considerably:
Here’s where I’ve seen GMCs dominate for these heavy-duty, large-scale tasks:
- Aerospace7: Machining large aircraft parts like fuselage sections, wing spars, or landing gear components.
- Energy Sector8: Components for wind turbines, hydroelectric parts, or nuclear power generation equipment.
- Heavy Machinery: Manufacturing construction and mining equipment, or shipbuilding components like large engine blocks.
- Automotive9: For very large molds, dies, or expansive engine block machining.
- Mold and Die: Especially for very large molds requiring extensive surface machining.
- Semiconductor Manufacturing: For large vacuum chambers or other substantial equipment parts.
- Defense: For large military vehicle components like turrets or hulls, or weapon systems.
In contrast, HMCs, as per my insights, are more suitable for applications requiring high precision on smaller, multi-face complex parts, common in general precision parts manufacturing, medical devices, and electronic product components.
Conclusion
When heavy-duty machining involves exceptionally large, often expansive and flat workpieces demanding vast travel, high precision, and straightforward loading of massive components, a Gantry Machining Center (GMC) generally offers distinct advantages over an HMC in terms of work envelope, accessibility, and structural stability for such extreme scales.
-
Learn about the advantages of horizontal spindles in machining, including better chip management and improved tool life. ↩
-
Discover the significance of maintaining a cleaner cutting zone for better surface finish and tool longevity in machining operations. ↩
-
Exploring this link will provide insights into the benefits of gantry structures in enhancing machining efficiency and accessibility. ↩
-
This resource will give you a comprehensive overview of heavy lifting equipment options, crucial for effective machining operations. ↩
-
Understanding HMC pallet systems will help you grasp their role in productivity and the limitations they may impose on large workpieces. ↩
-
Learning about large X-Y dimensions can help you understand their impact on machining efficiency and precision. ↩
-
Explore this link to discover cutting-edge technologies and innovations in aerospace machining that enhance efficiency and precision. ↩
-
This resource will provide insights into how advanced manufacturing is transforming the energy sector, making it more efficient and sustainable. ↩
-
Learn about the latest trends and technologies in automotive manufacturing that are shaping the future of large-scale production. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.