

Why Is a Tapping Center the Best Choice for Aluminum Instead of Steel Workpieces?
You struggle to make a profit machining aluminum parts on heavy-duty mills. The cycle times are too long, and the finish looks rough. You need a faster solution.
Tapping centers are optimized for aluminum because their high-speed, low-torque spindles perfectly match aluminum’s soft, ductile nature. They utilize rapid acceleration and lightning-fast tool changes to minimize non-cutting time, whereas they lack the low-end torque required to cut through tough steel without stalling or vibration.
Some workshop owners make the mistake of buying the wrong machine for the job. They try to cut steel on a tapping center and break the spindle, or they cut aluminum on a heavy mill and lose money on time. Let me explain why the drilling and tapping center is the king of aluminum processing and why you should keep it away from heavy steel.
How Does the High Spindle Speed of a Tapping Center Benefit Aluminum Machining?
You see rough edges on your aluminum parts. Polishing them takes hours. You wonder why your machine cannot leave a mirror finish right away.
High spindle speeds (20,000+ RPM) melt away aluminum material efficiently. This speed prevents the soft metal from sticking to the tool (built-up edge), creating a smooth surface finish while using centrifugal force to eject chips instantly, preventing recutting.

Aluminum is a tricky metal because it is soft and sticky. If you cut it slowly, it acts like gum. It sticks to the cutting tool. We call this a "built-up edge1." When this happens, the tool does not cut cleanly; it tears the metal. This leaves a rough, ugly surface that you have to polish later.
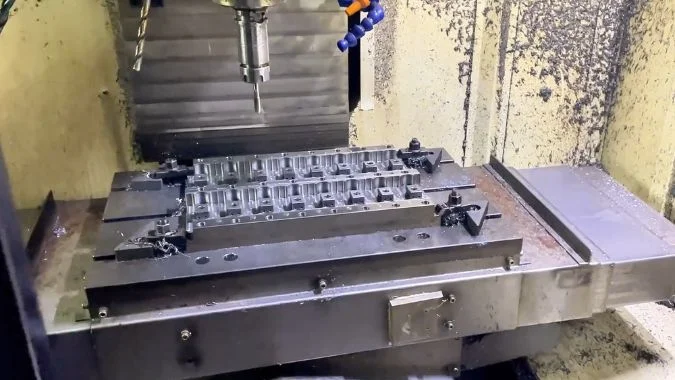
A tapping center2 solves this with raw speed. Most of our models run at speeds of 20,000 RPM or higher. Some even reach 30,000 RPM. When the tool spins this fast, the aluminum comes off cleanly. It leaves a shiny surface immediately. You do not need to polish it later. This saves you a whole step in production.
Also, think about the chips. At high speeds, the centrifugal force acts like a jet engine. It throws the chips away from the cutting zone immediately. This prevents the chips from scratching the part or getting tangled around the tool. We call this the "light and fast" strategy. You take small cuts, but you move incredibly fast. For small workpieces under 50mm, this is the only way to get high precision. High-end electro-spindles used in these machines have runout less than 1µm, ensuring stability even at maximum speed.
Why is Low Torque a Limiting Factor When Using Tapping Centers for Steel?
You try to drill a hole in steel, but the machine stalls. The spindle screams, and the tool breaks. You pushed the machine beyond its limit.
Steel requires high cutting force to shear the material, which demands high torque at low speeds. Tapping centers utilize direct-drive spindles designed for speed, not power. They lack the torsional force to cut steel effectively, leading to vibration, tool slippage, and motor overload.

You must understand the difference between horsepower and torque. Tapping centers have speed, but they lack the muscle for steel. Steel has high shear strength and hardness (Brinell hardness 200-400+). To cut it, you need a lot of twisting force (torque), especially at low speeds.
Tapping center spindles are usually "direct drive3" or "electro-spindles." They connect the motor directly to the tool to get high RPM. This design sacrifices torque. When you try to tap a hole in stainless steel, the resistance is huge. The spindle might not have enough force to turn the tap.
This causes "chattering" or vibration. The tool might slip or stop completely. If the tool stops while the machine tries to move, the tool breaks. I have seen clients ruin expensive spindles trying to force them to cut alloy steel. It is like trying to tow a trailer with a race car. The engine is fast, but it will burn out under the heavy load. If you must cut steel, you need a machine with a gearbox or higher power, not a high-speed direct drive.
| Feature | Aluminum Requirements | Steel Requirements | Tapping Center Capability |
|---|---|---|---|
| Material Hardness | Soft (50-150 HB) | Hard (200-400 HB) | Optimized for Soft |
| Required Speed | High (>10k RPM) | Low (<6k RPM) | Excellent |
| Required Torque | Low | High | Poor |
| Cutting Strategy | Light & Fast | Heavy & Slow | Light & Fast |
How Do the Rapid Acceleration and Deceleration Rates of Tapping Centers Reduce Cycle Times for Aluminum?
You watch your machine waste seconds just spinning up to speed. In mass production, those wasted seconds add up to hours of lost production every day.
Tapping centers feature ultra-light moving parts and powerful servo motors. They can ramp up from 0 to 12,000 RPM in just 0.6 seconds. This drastic reduction in non-cutting time allows for rapid stop-and-go movements essential for drilling hole patterns in aluminum parts.
Time is money, especially when making thousands of parts like phone cases or car parts. A normal mill takes time to speed up and slow down. It is like a heavy truck. A tapping center is like a sports car. It can go from 0 to 12,000 RPM in 0.6 seconds. It can accelerate to a moving speed of 48 meters per minute in a fraction of a second (0.18 seconds).
Why does this matter? Because drilling and tapping involves a lot of starting and stopping. You drill a hole, stop, move, and drill another. If the machine is slow to react, you waste time "waiting" for it. We call this "non-cutting time4."
By cutting this downtime, you can drill holes much faster. For example, on a complex aluminum casing, a standard machine might take 4 hours. With the rapid acceleration of a tapping center, we can finish it in 1.8 hours. That is an efficiency jump of almost 55%. The machine does not wait; it acts instantly. The rigid tapping stays synchronized perfectly because the motor responds instantly.
How Does the Tool Change Speed of a Tapping Center Compare to a CNC Machining Center?
You count the seconds while the machine swaps tools. One, two, three, four. It feels like an eternity when you have twenty tools to use.
Drilling and tapping centers use a "flying saucer" magazine that changes tools in 0.9 to 1.2 seconds. Standard machining centers use slower arm-type changers taking 2-4 seconds. This 50% speed advantage is crucial for processes requiring frequent tool swaps.

The tool changer is the busiest part of the machine. In a drilling and tapping center, we use a specific design called the "flying saucer" magazine5. It sits right next to the spindle. It is small and light. Because of this, it can swap a tool in about 0.6 to 1.2 seconds (Tool-to-Tool). The Chip-to-Chip time is around 1.6 seconds.
Now, compare that to a standard vertical machining center. Those machines usually use a heavy mechanical arm or an umbrella style. They take 2 to 4 seconds to change a tool. That does not sound like a big difference, right?
But think about a part that needs 20 different tools. You save 2 seconds on every change. That is 40 seconds saved per part. Over a year, that is thousands of dollars. The tools are also smaller (usually BT30), which makes them lighter to move. The combination of the lightweight tool and the compact magazine makes the tapping center 30% to 50% faster at changing gears than a standard mill.
Conclusion
Tapping centers dominate aluminum machining through high RPMs, rapid acceleration, and fast tool changes, but lack the torque for steel; choosing the right machine ensures efficiency and longevity.
-
Covers causes and proven tooling/cutting strategies to stop built-up edge, improving surface finish and reducing rework. ↩
-
Explains tapping center specs, spindle speeds and workflows that eliminate polishing and increase production speed. ↩
-
See torque specs, trade-offs, and when to choose geared or higher-power spindles to prevent chattering, slips, or spindle burnout during steel tapping. ↩
-
Understand non-cutting time and practical ways to minimize idle motion, cutting overall cycle time and manufacturing costs. ↩
-
Discover how this compact, spindle-adjacent design enables near sub-second swaps, cutting cycle time and delays—with vendor examples, animations, and specs. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.