

Comment les problèmes de serrage et de positionnement des pièces influencent-ils les marques d'outils ?
Un mauvais bridage peut détruire une surface, même avec une fraise de bonne qualité. La pièce bouge, se plie ou vibre, rendant les traces d'outil difficiles à contrôler.
Les problèmes de bridage et de positionnement de la pièce influencent les marques d'outil en provoquant des micro-mouvements, une déformation élastique, un support instable et la transmission de vibrations. Ces problèmes modifient la trajectoire de coupe réelle, si bien que la surface usinée peut présenter des lignes irrégulières, des ondes de broutage, des creux ou des marques de fraisage inégales.

Le bridage semble simple, mais c'est l'une des causes cachées principales des marques d'outil. Si la pièce n'est pas maintenue avec la force et le support adéquats, la fraise ne peut pas créer une surface stable. Une force de bridage insuffisante permet à la pièce de bouger sous la charge de coupe.1. Une force de bridage excessive peut déformer les tôles fines ou les pièces de précision. Une surface inférieure inégale peut faire reposer la pièce sur des copeaux, des bavures ou des résidus au lieu de points de contact stables. Un montage faible peut également transmettre et augmenter les vibrations. Ces problèmes sont courants sur les pièces à parois minces, les grandes plaques, les feuilles d'aluminium et les composants de précision. Une bonne qualité de surface commence avant même que la broche ne tourne. Elle commence par un contact propre, une force de bridage équilibrée, un support solide et un positionnement stable.
Comment la vibration de coupe agit-elle comme le tueur invisible de la qualité de surface ?
La vibration est difficile à voir pendant l'usinage. Pourtant, elle peut rapidement transformer une surface lisse en une surface présentant des ondes, du bruit et des marques d'outil inacceptables.
La vibration de coupe dégrade la qualité de surface en faisant bouger l'outil et la pièce l'un par rapport à l'autre pendant la coupe. La vibration forcée, la résonance, le broutage et un porte-à-faux excessif de l'outil peuvent créer des ondes denses, des marques irrégulières, une rugosité médiocre et des dimensions instables.
Vibration forcée et résonance
La vibration forcée provient de forces extérieures répétées. En fraisage, chaque dent de coupe entre dans la pièce et en ressort. Chaque entrée crée un petit impact. Ces impacts se répètent à une fréquence fixe. Si cette fréquence se rapproche de la fréquence naturelle de la machine, du montage, de l'outil ou de la pièce, une résonance peut apparaître. Une fois la résonance installée, la vibration devient beaucoup plus importante. La surface peut passer d'un état acceptable à un état médiocre en très peu de temps.
D'autres sources de vibration peuvent également avoir leur importance. Une broche en rotation avec un balourd peut ajouter une force périodique. Un porte-outil mal équilibré peut augmenter la vibration à haute vitesse. Les vibrations au sol près d'équipements lourds peuvent affecter certains processus de précision. Un montage faible peut recevoir la force de coupe et renvoyer la vibration vers la pièce. Dans ce cas, le montage devient un amplificateur de vibration.
| Source de vibration | Signe courant en surface | Cause principale | Vérification pratique |
|---|---|---|---|
| Impact de dent | Ondes fines régulières | Chaque dent de la fraise entre en coupe de manière répétée | Comparer l'espacement des marques avec l'avance et la vitesse de rotation |
| Résonance | Marques de surface sévères et soudaines | La fréquence de coupe correspond à la fréquence naturelle du système | Modifier la vitesse de rotation et observer la surface |
| Déséquilibre de l'outil | Marques de vibration répétées | Le porte-outil ou la fraise n'est pas équilibré | Vérifier la classe d'équilibrage et l'assemblage de l'outil |
| Vibration du montage | Marques profondes localisées | Le montage manque de rigidité ou d'amortissement | Ajouter un support et tester à nouveau |
| Vibration du sol | Marques instables et aléatoires | Des équipements externes affectent la machine | Vérifier les machines lourdes ou presses à proximité |
Broutement et porte-à-faux de l'outil
Le broutement est l'une des formes de vibration les plus dommageables. Il s'agit d'une vibration auto-excitée. La coupe précédente laisse de petites ondes à la surface. La coupe suivante suit ces ondes et crée une vibration plus forte.2. Ce cycle se répète. Le son devient souvent un sifflement aigu à haute fréquence. La surface présente alors des ondes denses et régulières. La rugosité de surface se dégrade très rapidement.
Le porte-à-faux de l'outil a un impact important sur le broutage. Un porte-à-faux plus long réduit considérablement la rigidité de l'outil. En termes simples, la rigidité de l'outil diminue très rapidement à mesure que le porte-à-faux augmente3. C'est pourquoi une légère augmentation de la longueur de l'outil peut entraîner une augmentation significative des marques d'usinage. Pour le fraisage général, le porte-à-faux doit souvent rester dans les limites de 3 fois le diamètre de l'outil4. Pour la finition de précision, il est plus sûr de le maintenir dans les limites de 2 fois le diamètre de l'outil. Des outils plus courts, des porte-outils plus robustes, des fraises à pas inégal et un meilleur support près de la zone de coupe peuvent réduire les vibrations. La vitesse de coupe, l'avance et la profondeur de passe doivent également éviter les plages de vitesse qui déclenchent le broutage.
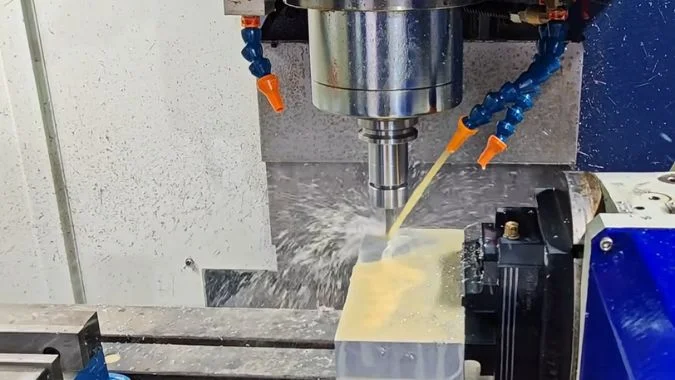
Quel rôle jouent les conditions de refroidissement et de lubrification dans la réduction des marques de fraisage ?
Le fluide de coupe est souvent considéré comme un détail secondaire. Un refroidissement ou une lubrification médiocres peuvent toutefois endommager l'arête de coupe et laisser des marques d'usinage visibles.
Le refroidissement et la lubrification réduisent les marques de fraisage en abaissant la chaleur, en diminuant la friction, en facilitant l'évacuation des copeaux et en ralentissant l'usure de l'outil. Un type de fluide inapproprié, une mauvaise concentration ou une mauvaise orientation de la pulvérisation peuvent provoquer une arête rapportée, des rayures, des dommages thermiques et des surfaces plus rugueuses.

Refroidissement, lubrification et évacuation des copeaux
Le fluide de coupe a trois fonctions principales. Il refroidit la zone de coupe. Il lubrifie le contact entre l'outil, le copeau et la pièce. Il aide également à évacuer les copeaux de la zone de coupe. Si l'une de ces fonctions fait défaut, les marques de fraisage peuvent s'aggraver.
Un refroidissement insuffisant augmente la température au niveau de l'arête de coupe. Une température élevée accélère l'usure de l'outil5. Cela peut également modifier le comportement local du matériau de la pièce. Certains matériaux peuvent se ramollir. Certains matériaux peuvent former une couche superficielle durcie. D'autres peuvent adhérer à l'arête de l'outil et créer une arête rapportée. Ces changements rendent l'action de coupe moins stable. La surface présente alors des marques plus profondes, déchirées ou aléatoires.
La lubrification est également importante. Une mauvaise lubrification augmente la friction. Plus de friction génère plus de chaleur et plus d'usure de l'outil. Cela rend également les copeaux plus susceptibles de se souder à l'arête. L'évacuation des copeaux ne doit pas être négligée. Si les copeaux restent dans la zone de coupe, l'outil peut les couper à nouveau. Les copeaux re-coupés peuvent rayer la surface finie et laisser des lignes aléatoires.
Type de fluide, concentration et position d'alimentation
Différents matériaux nécessitent des choix de fluides différents. Les alliages d'aluminium fonctionnent souvent bien avec des huiles de coupe à base d'huile minérale ou végétale6 lorsque l'état de surface est important. L'acier inoxydable et les alliages de titane nécessitent souvent des fluides extrême pression car la friction et la chaleur sont intenses. La fonte est souvent usinée à sec ou avec un soufflage d'air car les copeaux sont pulvérulents.7 et le liquide de refroidissement peuvent créer des boues. Un mauvais type de fluide peut rendre l'ajustement des paramètres beaucoup moins efficace.
La concentration est également importante. Si la concentration est trop faible, la lubrification et la protection contre la rouille peuvent être insuffisantes. Si elle est trop élevée, de la mousse, des résidus et une mauvaise évacuation des copeaux peuvent apparaître. La direction de l'alimentation est un autre problème courant. Le fluide de coupe doit atteindre la zone de coupe, et non seulement la queue de l'outil ou le bord extérieur de la pièce. Le refroidissement par la broche est très efficace car il envoie le fluide directement sur l'arête de coupe et améliore l'évacuation des copeaux.
| Facteur de refroidissement et de lubrification | Si mal contrôlé | Résultat de surface | Meilleure pratique |
|---|---|---|---|
| Capacité de refroidissement | La zone de coupe surchauffe | Marques d'usure et rugosité liée à la chaleur | Augmenter le débit ou améliorer l'accès au liquide de refroidissement |
| Force de lubrification | Le frottement devient élevé | Surface déchirée et arête rapportée | Sélectionner le type de fluide approprié |
| Évacuation des copeaux | Les copeaux restent dans la coupe | Rayures et bosses aléatoires | Utiliser un jet d'air ou un liquide de refroidissement dirigé |
| Concentration du fluide | Trop faible ou trop forte | Mauvaise lubrification, mousse ou résidus | Maintenir la concentration dans la plage recommandée |
| Direction de pulvérisation | Le fluide manque l'arête de coupe | Amélioration limitée des marques | Viser le point de contact outil-pièce |
| Arrosage par le centre de la broche | Non disponible pour la coupe profonde | Les copeaux sont difficiles à évacuer | Utiliser lorsque la précision et le contrôle des copeaux sont critiques |
Comment les trajectoires d'outil et les stratégies d'usinage influencent-elles l'état de surface final ?
Un programme CNC peut créer une bonne pièce ou une surface marquée. La direction de la trajectoire, la méthode d'entrée, la surépaisseur et la stratégie déterminent la finition.
Les trajectoires et les stratégies d'usinage influencent l'état de surface en contrôlant l'engagement de l'outil, la hauteur résiduelle, les marques de début et de fin, ainsi que la stabilité de l'effort de coupe. Un mauvais recouvrement, une plongée directe, une surépaisseur de finition inégale ou une stratégie de surface inadaptée peuvent laisser des marques de fraisage visibles.
Direction d'avance, recouvrement et marques de trajectoire
La direction de la trajectoire détermine l'orientation des marques de fraisage visibles. En surfaçage et en fraisage planaire, chaque passage laisse une trace. La distance entre deux passages adjacents est le recouvrement. Si le recouvrement est trop important, la hauteur résiduelle entre les passes devient visible. Cela crée des rainures ou des crêtes régulières. Réduire le recouvrement améliore la finition, mais augmente également le temps d'usinage. Un processus efficace doit trouver l'équilibre entre qualité de surface et productivité.
La direction d'avance modifie également la direction de l'effort de coupe. Certaines pièces sont plus stables dans une direction qu'une autre. Les plaques minces, les pièces longues et les zones faiblement supportées peuvent vibrer davantage lorsque l'effort de coupe les éloigne de leur support. Une trajectoire qui suit la direction de support la plus rigide peut réduire les marques. Pour la finition, le fraisage en avalant est souvent privilégié lorsque la machine possède un bon contrôle du jeu fonctionnel8. Il offre généralement une surface plus propre et un frottement moindre que le fraisage en opposition.
Entrée, sortie et surépaisseur de finition
Les méthodes d'entrée et de sortie laissent des marques au début et à la fin de la trajectoire. Une plongée verticale directe peut laisser une marque ponctuelle visible. Une entrée latérale soudaine peut créer un pic d'effort et laisser une courte rayure ou une empreinte. L'entrée en arc permet à l'outil d'entrer progressivement dans la coupe. L'effort de coupe varie plus fluidement, rendant la marque de début plus discrète. La sortie en arc fonctionne de la même manière à la fin de la passe.
La surépaisseur de finition est un autre facteur majeur. Si l'ébauche laisse trop de matière, la passe de finition devient trop lourde. L'effort de coupe augmente, les vibrations s'intensifient et les marques deviennent plus profondes. Si la surépaisseur est trop faible, l'outil de finition risque de frotter au lieu de couper. Il peut également échouer à retirer la couche durcie laissée par l'opération précédente. Une plage de surépaisseur de finition courante se situe entre 0,1 mm et 0,5 mm9, mais la valeur exacte dépend du matériau, du diamètre de l'outil, de la rigidité de l'outil et de l'état de la machine.
La stratégie d'usinage de surface compte également. L'usinage par niveaux Z fonctionne bien sur les zones raides, mais peut laisser des marques de couches visibles sur certaines surfaces. L'usinage en feston ou à crête constante permet de maintenir une hauteur résiduelle plus régulière. Cela offre souvent une surface plus uniforme sur les formes libres.
| Facteur de stratégie d'usinage | Risque en cas d'inadaptation | Effet sur la surface | Direction privilégiée |
|---|---|---|---|
| Recouvrement | Trop grand entre les passes | Crêtes et rainures régulières | Réduire le pas latéral pour la finition |
| Direction d'avance | La force de coupe pousse la zone fragile | Marques de vibration localisées | Couper vers un support plus solide |
| Plongée directe | Engagement soudain de l'outil | Marques au point d'entrée | Utiliser une entrée en rampe ou en arc |
| Sortie soudaine | La force de coupe change rapidement | Rayure de sortie ou petit enfoncement | Utiliser une sortie en arc |
| Surcharge d'ébauche | Trop ou trop peu de matière | Vibrations, frottement ou état de surface irrégulier | Maintenir une surépaisseur de finition stable |
| Usinage par niveau Z | Crête irrégulière sur certaines surfaces | Marques de couches sur les pentes | Utiliser lorsque la géométrie est adaptée |
| Usinage par festonnage | Temps de programmation ou de cycle plus long | Hauteur résiduelle plus uniforme | Utiliser pour la finition de surfaces courbes |
Quelles sont les contre-mesures pratiques les plus efficaces pour améliorer et éliminer les marques de fraisage ?
Les marques de fraisage proviennent rarement d'une seule cause. L'outillage, les paramètres, le serrage, l'arrosage et la stratégie doivent être améliorés ensemble.
Les contre-mesures les plus efficaces contre les marques de fraisage incluent un serrage stable, une sortie d'outil réduite, des outils revêtus tranchants, des paramètres de finition appropriés, un faux-rond de broche contrôlé, une distribution de liquide de refroidissement adaptée, des entrées et sorties en arc, et une surépaisseur d'ébauche-finition équilibrée.

Contre-mesures liées à l'outillage et aux paramètres
Le contrôle de l'outil doit commencer avant que l'état de surface ne devienne inacceptable. Un cycle de changement d'outil est préférable à l'attente de marques d'usure importantes. Les outils en carbure avec des revêtements PVD appropriés peuvent améliorer la résistance à la chaleur et la durée de vie.10. Un rayon de bec plus grand peut réduire la hauteur résiduelle théorique, mais il ne doit être utilisé que lorsque la machine et le montage sont suffisamment rigides. La géométrie de l'outil doit correspondre au matériau. Les matériaux plus tendres et collants nécessitent des arêtes de coupe tranchantes et un bon flux de copeaux. Les matériaux plus durs nécessitent des arêtes plus robustes et des revêtements stables.
Le contrôle des paramètres est tout aussi important. During finishing, feed rate is often reduced to 30% to 50% of roughing feed11. Cutting speed should stay in a stable middle-to-high range based on material recommendations. Very low speed can create built-up edge. Very high speed can create heat wear. Climb milling is often useful in finishing if machine backlash is controlled. A semi-finishing pass can also help because it leaves a stable and even allowance for the final pass.
Machine, clamping, coolant, and strategy countermeasures
Machine and clamping checks should be routine. Spindle runout should be measured regularly. If runout exceeds the process limit, maintenance is needed. Shrink-fit holders and hydraulic holders can reduce tool system runout. The workpiece bottom surface should be cleaned before clamping. Burrs, chips, and residues can make the part unstable. Thin parts should use enough support points. Fixtures should be checked for rigidity and damping.
Cooling and lubrication should be adjusted based on the material. Coolant should reach the cutting zone directly. Air blowing, external coolant, or through-spindle coolant should be selected based on chip control needs. Toolpath changes can also remove many marks. Shorter tool overhang reduces vibration. Unequal pitch end mills can break chatter regularity. Arc lead-in and lead-out reduce start and stop marks. Scallop machining can keep residual height more uniform on curved surfaces.
The table below works as a practical checklist. It groups the countermeasures by the part of the process that needs control.
| Improvement area | Effective countermeasure | Main purpose | Best used when |
|---|---|---|---|
| Tool life control | Establish a tool change cycle | Prevent wear marks before they appear | Surface quality changes with tool age |
| Tool material | Use coated carbide tools | Improve heat and wear resistance | High-speed or hard-material milling |
| Tool geometry | Use proper rake angle and corner radius | Équilibrer la netteté, la force et la finition | Les marques proviennent du frottement ou de la hauteur résiduelle |
| Réglage de l'avance | Réduire l'avance de finition à 30 %–50 % de l'avance d'ébauche | Réduire la hauteur résiduelle et la charge de dent | Des marques d'avance régulières sont visibles |
| Vitesse de coupe | Éviter les zones de vitesse basse propices à l'arête rapportée (BUE) | Réduire le collage et les surfaces déchirées | L'aluminium, l'acier doux ou l'acier inoxydable présentent une arête rapportée (BUE) |
| Processus de finition | Ajouter une passe de semi-finition | Maintenir une surépaisseur finale stable | L'ébauche laisse une matière inégale |
| Fixation de l'outil | Utiliser des mandrins de frettage ou hydrauliques | Réduire le faux-rond et les vibrations | Des marques alternées ou un faux-rond sont constatés |
| Serrage | Nettoyer et soutenir correctement la pièce | Prévenir le mouvement et la déformation | Les plaques minces ou les grandes pièces présentent des marques irrégulières |
| Rigidité du montage | Ajouter des supports auxiliaires | Réduire la transmission des vibrations | Des marques apparaissent près des zones de support faibles |
| Porte-à-faux de l'outil | Maintenir le porte-à-faux entre 2 et 3 fois le diamètre de l'outil | Améliorer la rigidité de l'outil | Apparition de broutage ou de marques d'ondulation |
| Conception de la fraise | Utiliser des fraises à pas inégal | Casser la régularité du broutage | Un sifflement haute fréquence est audible |
| Application du lubrifiant | Diriger le lubrifiant vers la zone de coupe | Améliorer le refroidissement et l'évacuation des copeaux | Apparition de rayures ou d'arête rapportée (BUE) |
| Trajectoire de l'outil | Utiliser des entrées et sorties en arc | Réduire les marques de démarrage et d'arrêt | Les marques d'entrée ou de sortie sont visibles |
| Stratégie de surface | Utiliser l'usinage en feston pour les surfaces courbes | Maintenir une hauteur résiduelle uniforme | Les surfaces 3D présentent des marques de couches inégales |
Conclusion
Le serrage, les vibrations, le liquide de refroidissement et le choix des trajectoires d'outils influencent tous les marques d'usinage. Un support stable et des conditions de coupe contrôlées restent le moyen le plus rapide d'améliorer la qualité de surface.
-
" Prédiction de la force de serrage basée sur un réseau spatio-temporel profond... ", https://pmc.ncbi.nlm.nih.gov/articles/PMC10147658/. La recherche en ingénierie de fabrication démontre qu'une force de serrage inadéquate permet le déplacement de la pièce sous les charges de coupe, compromettant la précision dimensionnelle et l'état de surface. Rôle de la preuve : mécanisme ; type de source : article. Soutient : la relation entre l'ampleur de la force de serrage et la stabilité de la pièce pendant les opérations de coupe. Note de portée : La force seuil varie en fonction de la géométrie de la pièce, des propriétés du matériau et des paramètres de coupe ↩
-
" [PDF] Stabilité aux broutements des opérations d'usinage ", https://mtrc.utk.edu/wp-content/uploads/sites/45/2020/08/manu_142_11_110801.pdf. Les études sur la dynamique d'usinage expliquent le broutage régénératif comme un processus où les ondulations de surface des passes d'outil précédentes modulent l'épaisseur des copeaux lors des passes suivantes, créant une boucle de rétroaction positive qui amplifie les vibrations. Rôle de la preuve : mécanisme ; type de source : article. Soutient : le mécanisme de rétroaction régénératif dans le broutage d'usinage. ↩
-
" [PDF] Surfaces de stabilité dépendantes de la longueur de l'outil ", https://mtrc.utk.edu/wp-content/uploads/sites/45/2019/09/tool_length_stability.pdf. Selon la théorie de la flexion des poutres appliquée aux outils de coupe, la rigidité diminue proportionnellement au cube de la longueur du porte-à-faux, expliquant la perte rapide de raideur avec une projection étendue de l'outil. Rôle de la preuve : mécanisme ; type de source : éducation. Soutient : la relation inverse entre le porte-à-faux de l'outil en porte-à-faux et la rigidité structurelle. Note de portée : La relation exacte dépend du diamètre de l'outil, des propriétés du matériau et de la géométrie de la section transversale ↩
-
" [PDF] Hélicoïdal – GUIDE D'USINAGE ", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. Les manuels d'usinage recommandent généralement de maintenir le porte-à-faux de l'outil dans les 3 fois le diamètre de l'outil pour le fraisage général afin d'équilibrer l'accessibilité et la rigidité, avec des rapports plus serrés pour les travaux de précision. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : les rapports porte-à-faux/diamètre d'outil standard de l'industrie pour les opérations de fraisage. Note de portée : Les rapports optimaux varient avec la dureté du matériau, la profondeur de coupe et l'état de surface requis ↩
-
" Comparaison de l'usure de l'outil, de la rugosité de surface, des forces de coupe, de l'outil... ", https://pmc.ncbi.nlm.nih.gov/articles/PMC10303288/. La recherche tribologique sur la coupe des métaux démontre que l'augmentation des températures de coupe accélère l'usure par diffusion, l'oxydation et le ramollissement thermique des matériaux d'outils, réduisant considérablement la durée de vie de l'outil. Rôle de la preuve : mécanisme ; type de source : article. Soutient : l'accélération des mécanismes d'usure des outils à des températures élevées. Note de portée : La relation température-usure varie avec le revêtement de l'outil, le matériau de la pièce et la vitesse de coupe ↩
-
" Fluide de coupe – Wikipédia ", https://en.wikipedia.org/wiki/Cutting_fluid. Les références d'usinage indiquent que les alliages d'aluminium réagissent bien aux fluides de coupe à base d'huile et de végétaux en raison de leur excellente lubrification, ce qui réduit la formation d'arêtes rapportées et améliore l'état de surface sur ces matériaux relativement mous et adhésifs. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : la pertinence des fluides de coupe à base d'huile pour l'usinage de l'aluminium. Note de portée : Le choix du fluide dépend également de la composition spécifique de l'alliage, de l'opération d'usinage et des considérations environnementales ↩
-
" Problèmes d'usinage de la fonte ? : r/Machinists – Reddit ", https://www.reddit.com/r/Machinists/comments/1ag0xl2/cast_iron_machining_concerns/. Les manuels de fabrication notent que la fonte est fréquemment usinée à sec ou avec de l'air comprimé car ses copeaux cassants et discontinus ne nécessitent pas de liquide de refroidissement pour l'évacuation, et le fluide peut créer une boue abrasive qui complique la gestion des copeaux. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : la pratique courante de l'usinage à sec ou assisté par air pour la fonte. Note de portée : Certaines nuances de fonte et opérations à grande vitesse peuvent bénéficier d'une lubrification en quantité minimale ou de fluides de refroidissement spécifiques ↩
-
" Fraisage en avalant vs conventionnel : r/Machinists – Reddit ", https://www.reddit.com/r/Machinists/comments/10x6m2m/climb_vs_conventional_milling/. La documentation sur l'usinage indique que le fraisage en avalant produit généralement un meilleur état de surface que le fraisage en opposition en réduisant le frottement et l'écrouissage, mais nécessite des machines avec un jeu minimal pour éviter l'entraînement de l'outil et le déplacement de la pièce. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : la préférence pour le fraisage en avalant lors des opérations de finition sur des machines ayant un jeu minimal. Note de portée : La direction de fraisage optimale dépend également de la rigidité de la pièce, du montage et des propriétés du matériau. ↩
-
"[PDF] PROCESSUS D'ENLÈVEMENT DE MATIÈRE", https://www.egr.msu.edu/~pkwon/me478/machining.pdf. Les références en matière de planification de processus spécifient généralement des surépaisseurs de finition comprises entre 0,1 et 0,5 mm, équilibrant le besoin d'éliminer les marques des opérations précédentes tout en maintenant des forces de coupe légères pour un état de surface optimal. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : les valeurs typiques de surépaisseur de finition dans les opérations d'usinage. Note de portée : La surépaisseur optimale varie considérablement en fonction de la taille de la pièce, de la dureté du matériau, de la tolérance requise et de la capacité de la machine. ↩
-
" Influence of Nanocomposite PVD Coating on Cutting Tool Wear … ", https://pmc.ncbi.nlm.nih.gov/articles/PMC12073052/. La recherche sur les matériaux concernant les revêtements d'outils de coupe démontre que les revêtements PVD tels que TiN, TiAlN et AlCrN améliorent considérablement les performances des outils en carbure en fournissant des barrières thermiques, en réduisant la friction et en augmentant la dureté de surface, prolongeant ainsi la durée de vie de l'outil. Rôle de la preuve : mécanisme ; type de source : article. Soutient : les améliorations de performance fournies par les revêtements PVD sur les outils de coupe en carbure. Note de portée : L'efficacité du revêtement dépend de la sélection appropriée pour les matériaux de pièce, les conditions de coupe et la préparation du substrat spécifiques. ↩
-
" Speeds and feeds – Wikipedia ", https://en.wikipedia.org/wiki/Speeds_and_feeds. Les guides de planification des processus d'usinage recommandent généralement de réduire les vitesses d'avance à 30-50 % des valeurs d'ébauche pendant les opérations de finition afin de diminuer la hauteur résiduelle, de minimiser les forces de coupe et d'atteindre les spécifications de rugosité de surface requises. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : les réductions typiques de la vitesse d'avance du passage de l'ébauche à la finition. Note de portée : La réduction optimale de l'avance dépend de l'usinabilité du matériau, de la géométrie de l'outil, de l'état de surface requis et de la dynamique de la machine. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.