

Hoe beïnvloeden problemen met het opspannen en positioneren van werkstukken de sporen van het gereedschap?
Een slechte opspanning kan een oppervlak verpesten, zelfs als de frees in goede staat is. Het onderdeel beweegt, buigt of trilt, waardoor bewerkingssporen moeilijk onder controle te houden zijn.
Problemen met het opspannen en positioneren van het werkstuk beïnvloeden bewerkingssporen doordat ze microbewegingen, elastische vervorming, instabiele ondersteuning en trillingsoverdracht veroorzaken. Deze problemen veranderen het werkelijke snijpad, waardoor het bewerkte oppervlak onregelmatige lijnen, rimpelingen, deuken of ongelijkmatige freesmarkeringen kan vertonen.

Opspannen lijkt eenvoudig, maar het is een van de belangrijkste verborgen oorzaken van bewerkingssporen. Als het werkstuk niet met de juiste kracht en ondersteuning wordt vastgehouden, kan de frees geen stabiel oppervlak creëren. Onvoldoende klemkracht zorgt ervoor dat het onderdeel onder de snijbelasting beweegt.1. Overmatige klemkracht kan dunne platen of precisieonderdelen vervormen. Een ongelijkmatig bodemoppervlak kan ertoe leiden dat het werkstuk op spanen, bramen of resten rust in plaats van op stabiele contactpunten. Een zwakke opspanning kan ook trillingen doorgeven en versterken. Deze problemen komen vaak voor bij dunwandige onderdelen, grote platen, aluminium platen en precisiecomponenten. Een goede oppervlaktekwaliteit begint voordat de spil draait. Het begint met schoon contact, gebalanceerde klemkracht, sterke ondersteuning en stabiele positionering.
Hoe fungeren snijtrillingen als de onzichtbare boosdoener voor de oppervlaktekwaliteit?
Trillingen zijn tijdens de bewerking moeilijk te zien. Toch kunnen ze een glad oppervlak snel veranderen in een oppervlak met golven, lawaai en afgekeurde bewerkingssporen.
Snijtrillingen beschadigen de oppervlaktekwaliteit doordat het gereedschap en het werkstuk tijdens het snijden ten opzichte van elkaar bewegen. Geforceerde trillingen, resonantie, chatter en een te grote uitsteeklengte van het gereedschap kunnen dichte golven, onregelmatige markeringen, een slechte ruwheid en instabiele afmetingen veroorzaken.
Geforceerde trillingen en resonantie
Geforceerde trillingen ontstaan door herhaalde externe krachten. Bij frezen komt elke snijtanden het werkstuk binnen en verlaat het weer. Elke insteek creëert een kleine impact. Deze impacts herhalen zich met een vaste frequentie. Als deze frequentie dicht bij de eigenfrequentie van de machine, opspanning, gereedschap of het werkstuk komt, kan resonantie optreden. Zodra resonantie optreedt, worden de trillingen aanzienlijk groter. Het oppervlak kan in zeer korte tijd veranderen van acceptabel naar slecht.
Andere trillingsbronnen kunnen ook van belang zijn. Een roterende spil met onbalans kan een periodieke kracht toevoegen. Een slecht gebalanceerde gereedschapshouder kan trillingen bij hoge snelheid verhogen. Trillingen van de vloer nabij zware machines kunnen sommige precisieprocessen beïnvloeden. Een zwakke opspanning kan snijkracht opvangen en trillingen terugsturen naar het werkstuk. In dit geval wordt de opspanning een trillingsversterker.
| Trillingsbron | Veelvoorkomend oppervlaktekenmerk | Hoofdoorzaak | Praktische controle |
|---|---|---|---|
| Tand-impact | Regelmatige fijne golven | Elke snijkant komt herhaaldelijk in de snede | Vergelijk de markeringafstand met de voeding en het toerental |
| Resonantie | Plotselinge ernstige oppervlaktemarkeringen | Snijfrequentie komt overeen met de natuurlijke frequentie van het systeem | Wijzig het toerental en observeer het oppervlak |
| Onbalans van het gereedschap | Herhaalde trillingsmarkeringen | Houder of frees is niet in balans | Controleer de balansgraad en de gereedschapsopstelling |
| Trillingen van de opspanning | Plaatselijke diepe markeringen | Opspanning mist stijfheid of demping | Voeg ondersteuning toe en test opnieuw |
| Vloertrillingen | Willekeurige onstabiele markeringen | Externe apparatuur beïnvloedt de machine | Controleer nabijgelegen zware machines of persen |
Ratelen en uitsteeklengte van het gereedschap
Ratelen is een van de meest schadelijke trillingsvormen. Het is een zelfbekrachtigde trilling. De vorige snede laat kleine golven op het oppervlak achter. De volgende snede volgt die golven en creëert sterkere trillingen2. Deze cyclus herhaalt zich. Het geluid wordt vaak een scherpe, hoogfrequente fluittoon. Het oppervlak vertoont vervolgens dichte en regelmatige golven. De oppervlakteruwheid verslechtert zeer snel.
De uitsteeklengte van het gereedschap heeft een sterk effect op chatter (trillingen). Een grotere uitsteeklengte vermindert de stijfheid van het gereedschap aanzienlijk. Simpel gezegd, neemt de stijfheid van het gereedschap zeer snel af naarmate de uitsteeklengte toeneemt3. Dit is de reden waarom een kleine toename in gereedschapslengte een grote toename in bewerkingssporen kan veroorzaken. Voor algemeen frezen moet de uitsteeklengte vaak binnen 3 keer de gereedschapsdiameter blijven4. Voor precisieafwerking is het veiliger om binnen 2 keer de gereedschapsdiameter te blijven. Kortere gereedschappen, sterkere houders, frezen met ongelijke spoed en betere ondersteuning nabij de snijzone kunnen trillingen verminderen. Snijsnelheid, voeding en snijdiepte moeten ook de snelheidszones vermijden die trillingen veroorzaken.
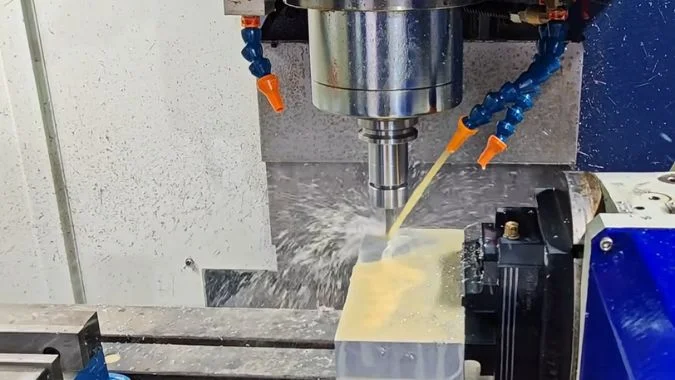
Welke rol spelen koeling en smering bij het verminderen van freesmarkeringen?
Koelsmeermiddel wordt vaak behandeld als een achtergronddetail. Slechte koeling of smering kan echter de snijkant van het gereedschap beschadigen en zichtbare freesmarkeringen achterlaten.
Koeling en smering verminderen freesmarkeringen door hitte te verlagen, wrijving te verminderen, spaanafvoer te ondersteunen en gereedschapsslijtage te vertragen. Het verkeerde type vloeistof, de verkeerde concentratie of een slechte sproeirichting kan leiden tot 'built-up edge' (opgebouwde snijkant), krassen, hitteschade en ruwere oppervlakken.

Koeling, smering en spaanafvoer
Koelsmeermiddel heeft drie hoofdtaken. Het koelt de snijzone. Het smeert het contact tussen het gereedschap, de spaan en het werkstuk. Het helpt ook bij het verwijderen van spanen uit het snijgebied. Als een van deze taken faalt, kunnen freesmarkeringen erger worden.
Onvoldoende koeling verhoogt de temperatuur aan de snijkant. Hoge temperaturen versnellen gereedschapsslijtage5. Het kan ook het lokale gedrag van het werkstukmateriaal veranderen. Sommige materialen kunnen verzachten. Sommige materialen kunnen een geharde oppervlaktelaag vormen. Sommige kunnen aan de snijkant van het gereedschap blijven kleven en een 'built-up edge' vormen. Deze veranderingen maken het snijproces minder stabiel. Het oppervlak vertoont dan diepere, gescheurde of willekeurige markeringen.
Smering is ook belangrijk. Slechte smering verhoogt de wrijving. Meer wrijving creëert meer hitte en meer gereedschapsslijtage. Het zorgt er ook voor dat spanen sneller aan de snijkant vastlassen. Spaanafvoer mag niet worden genegeerd. Als spanen in de snijzone blijven, kan de frees ze opnieuw snijden. Opnieuw gesneden spanen kunnen het afgewerkte oppervlak krassen en willekeurige lijnen achterlaten.
Vloeistoftype, concentratie en toevoerpositie
Verschillende materialen vereisen verschillende vloeistofkeuzes. Aluminiumlegeringen werken vaak goed met op olie gebaseerde of plantaardige snijoliën6 wanneer oppervlakteafwerking belangrijk is. Roestvrij staal en titaniumlegeringen hebben vaak vloeistoffen met extreme druk (EP) nodig omdat wrijving en hitte aanzienlijk zijn. Gietijzer wordt vaak droog bewerkt of met luchtblazen omdat de spanen poederachtig zijn7 en koelvloeistof kan slib vormen. Het verkeerde vloeistoftype kan parameterinstellingen aanzienlijk minder nuttig maken.
Concentratie is ook van belang. Als de concentratie te laag is, kunnen smering en roestbescherming zwak zijn. Als deze te hoog is, kunnen schuimvorming, residu en een slechte spaanafvoer optreden. De toevoerrichting is een ander veelvoorkomend probleem. Snijvloeistof moet de snijzone bereiken, niet alleen de gereedschapsschacht of de buitenrand van het onderdeel. Koeling door de spil is zeer effectief omdat de vloeistof direct naar de snijkant wordt gestuurd en de spaanafvoer verbetert.
| Koel- en smeringsfactor | Bij slechte controle | Oppervlakteresultaat | Betere werkwijze |
|---|---|---|---|
| Koelcapaciteit | Snijzone raakt oververhit | Slijtagesporen en door hitte veroorzaakte ruwheid | Verhoog de toevoer of verbeter de toegang tot het koelmiddel |
| Smeringskracht | Wrijving wordt hoog | Gescheurd oppervlak en opgebouwde snijkant | Selecteer het juiste vloeistoftype |
| Spaanafvoer | Spanen blijven in de snede | Willekeurige krassen en deuken | Gebruik luchtstralen of gerichte koeling |
| Vloeistofconcentratie | Te zwak of te sterk | Slechte smering, schuim of resten | Houd de concentratie binnen het aanbevolen bereik |
| Spuitrichting | Vloeistof mist de snijkant | Beperkte verbetering van sporen | Richt op het contactpunt tussen gereedschap en werkstuk |
| Koeling door de spil | Niet beschikbaar bij diepe sneden | Spanen zijn moeilijk te verwijderen | Gebruik wanneer precisie en spaanbeheersing cruciaal zijn |
Hoe beïnvloeden gereedschapspaden en bewerkingsstrategieën de uiteindelijke oppervlakteafwerking?
Een CNC-programma kan een goed onderdeel of een gemarkeerd oppervlak creëren. Gereedschapspadrichting, insteekmethode, overmaat en strategie bepalen allemaal de afwerking.
Gereedschapspaden en bewerkingsstrategieën beïnvloeden de oppervlakteafwerking door de aangrijping van de frees, de resthoogte, beginsporen, eindsporen en de stabiliteit van de snijkracht te beheersen. Een slechte stapgrootte, direct insteken, ongelijke afwerkingsspeling of een ongeschikte oppervlaktestrategie kunnen duidelijke freesmarkeringen achterlaten.
Voedingsrichting, stapgrootte en gereedschapspadmarkeringen
De richting van het gereedschapspad bepaalt de richting van zichtbare freesmarkeringen. Bij vlakfrezen en vlakfrezen laat elke gang een spoor achter. De afstand tussen aangrenzende gangen is de stapgrootte. Als de stapgrootte te groot is, wordt de resthoogte tussen de paden duidelijk. Dit creëert regelmatige groeven of richels. Het verminderen van de stapgrootte verbetert de afwerking, maar verhoogt ook de bewerkingstijd. Een praktisch proces moet een balans vinden tussen oppervlaktekwaliteit en efficiëntie.
De voedingsrichting verandert ook de richting van de snijkracht. Sommige onderdelen zijn in de ene richting stabieler dan in de andere. Dunne platen, lange werkstukken en zwak ondersteunde gebieden kunnen meer trillen wanneer de snijkracht ze van de ondersteuning wegduwt. Een gereedschapspad dat de richting van de sterkste ondersteuning volgt, kan markeringen verminderen. Voor afwerking, meelopend frezen heeft vaak de voorkeur wanneer de machine een goede spelingcontrole heeft8. Dit geeft meestal een schoner oppervlak en minder wrijving dan tegenlopend frezen.
Inloop, uitloop en afwerkingsspeling
Inloop- en uitloopmethoden laten markeringen achter aan het begin en einde van het gereedschapspad. Direct verticaal insteken kan een duidelijk puntmarkering achterlaten. Een plotselinge zijwaartse ingang kan een krachtpiek veroorzaken en een korte kras of deuk achterlaten. Booginloop zorgt ervoor dat het gereedschap geleidelijk in de snede komt. De snijkracht verandert soepeler, waardoor het beginspoor lichter wordt. Booguitloop werkt op dezelfde manier aan het einde van de gang.
Afwerkingsspeling is een andere belangrijke factor. Als voorbewerken te veel materiaal achterlaat, wordt de afwerkingssnede te zwaar. De snijkracht stijgt, trillingen nemen toe en markeringen worden dieper. Als de speling te klein is, kan het afwerkgereedschap wrijven in plaats van snijden. Het kan ook falen om een geharde laag die door de vorige bewerking is achtergebleven, te verwijderen. Een gebruikelijk bereik voor de afwerkingstoeslag is 0,1 mm tot 0,5 mm9, maar de exacte waarde hangt af van het materiaal, de gereedschapsdiameter, de stijfheid van het gereedschap en de toestand van de machine.
De bewerkingsstrategie voor het oppervlak is ook van belang. Z-niveau bewerking werkt goed op steile gebieden, maar kan op sommige oppervlakken duidelijke laagmarkeringen achterlaten. Scallop- of constante cusp-bewerking houdt de resthoogte gelijkmatiger. Dit geeft vaak een uniformer oppervlak op vrije vormen.
| Factor bewerkingsstrategie | Risico bij ongeschiktheid | Oppervlakte-effect | Voorkeursrichting |
|---|---|---|---|
| Stapgrootte (step-over) | Te groot tussen paden | Regelmatige ribbels en groeven | Verklein de stapgrootte voor de afwerking |
| Voedingsrichting | Snijkracht duwt tegen zwak gebied | Lokale trillingsmarkeringen | Snijd in de richting van een sterkere ondersteuning |
| Direct insteken | Plotselinge ingrijping van het gereedschap | Markeringen op het insteekpunt | Gebruik een hellende of boogvormige insteek |
| Plotselinge uitloop | Snijkracht verandert snel | Kras of kleine deuk bij uitloop | Gebruik boog-in- en uitloop |
| Overmaat voor voorbewerken | Te veel of te weinig materiaal | Trillingen, wrijving of ongelijkmatige afwerking | Houd de afwerkingsmaat stabiel |
| Z-niveau bewerking | Ongelijke cusp op sommige oppervlakken | Laagmarkeringen op hellingen | Gebruik waar de geometrie geschikt is |
| Waaierbewerking (Scallop machining) | Langere programmeer- of cyclustijd | Uniformere resthoogte | Gebruik voor het afwerken van gebogen oppervlakken |
Wat zijn de meest effectieve praktische tegenmaatregelen om freesmarkeringen te verbeteren en te elimineren?
Freesmarkeringen hebben zelden slechts één oorzaak. Gereedschap, parameters, opspanning, koelvloeistof en strategie moeten in samenhang worden verbeterd.
De meest effectieve tegenmaatregelen voor freesmarkeringen zijn stabiele opspanning, kortere gereedschapsuitsteeklengte, scherpe gecoate gereedschappen, de juiste afwerkingsparameters, gecontroleerde slingering van de spil, geschikte koelvloeistoftoevoer, boog-in- en uitloop en een gebalanceerde overmaat voor voor- en nabewerking.

Tegenmaatregelen voor gereedschap en parameters
Gereedschapscontrole moet beginnen voordat het oppervlak onacceptabel wordt. Een gereedschapswisselcyclus is beter dan wachten op ernstige slijtagesporen. Hardmetalen gereedschappen met geschikte PVD-coatings kunnen de hittebestendigheid en standtijd verbeteren10. Een grotere hoekradius kan de theoretische resthoogte verminderen, maar dit moet alleen worden gebruikt wanneer de machine en opspanning stijf genoeg zijn. De gereedschapsgeometrie moet passen bij het materiaal. Zachtere, plakkerige materialen vereisen scherpe snijkanten en een goede spaanafvoer. Hardere materialen hebben sterkere snijkanten en stabiele coatings nodig.
Parametercontrole is net zo belangrijk. Tijdens de afwerking wordt de voedingssnelheid vaak verlaagd tot 30% tot 50% van de voeding bij voorbewerken.11. De snijsnelheid moet in een stabiel midden- tot hoog bereik blijven, gebaseerd op de aanbevelingen voor het materiaal. Een zeer lage snelheid kan leiden tot snijkantopbouw. Een zeer hoge snelheid kan leiden tot hitteslijtage. Meelopend frezen is vaak nuttig bij de afwerking als de speling van de machine onder controle is. Een semi-afwerkingsgang kan ook helpen omdat dit een stabiele en gelijkmatige overmaat achterlaat voor de uiteindelijke gang.
Tegenmaatregelen voor machine, opspanning, koeling en strategie
Controles van de machine en opspanning moeten routinematig zijn. De slingering van de spil moet regelmatig worden gemeten. Als de slingering de proceslimiet overschrijdt, is onderhoud nodig. Krimphouders en hydraulische houders kunnen de slingering van het gereedschapssysteem verminderen. Het bodemoppervlak van het werkstuk moet voor het opspannen worden gereinigd. Bramen, spanen en resten kunnen het onderdeel instabiel maken. Dunne onderdelen moeten voldoende steunpunten hebben. Opspanningen moeten worden gecontroleerd op stijfheid en demping.
Koeling en smering moeten worden aangepast aan het materiaal. Koelvloeistof moet de snijzone direct bereiken. Luchtblazen, externe koeling of inwendige koeling door de spil moeten worden gekozen op basis van de behoeften voor spaanbeheersing. Veranderingen in het gereedschapspad kunnen ook veel sporen verwijderen. Een kortere uitsteeklengte van het gereedschap vermindert trillingen. Frezen met ongelijke spoed kunnen de regelmaat van chatter doorbreken. Boogvormige in- en uitloop verminderen start- en stopsporen. Scallop-bewerking kan de resthoogte uniformer houden op gebogen oppervlakken.
De onderstaande tabel dient als een praktische checklist. Deze groepeert de tegenmaatregelen per procesonderdeel dat controle vereist.
| Verbeteringsgebied | Effectieve tegenmaatregel | Hoofddoel | Best te gebruiken wanneer |
|---|---|---|---|
| Gereedschapslevensduurcontrole | Stel een gereedschapswisselcyclus in | Voorkom slijtagesporen voordat ze verschijnen | Oppervlaktekwaliteit verandert met de leeftijd van het gereedschap |
| Gereedschapsmateriaal | Gebruik gecoate hardmetalen gereedschappen | Verbeter hitte- en slijtvastheid | Frezen op hoge snelheid of bij harde materialen |
| Gereedschapsgeometrie | Gebruik een geschikte spaanhoek en hoekradius | Breng scherpte, kracht en afwerking in balans | Sporen ontstaan door wrijving of resthoogte |
| Voedingsinstelling | Verlaag de afwerkingsvoeding tot 30%-50% van de voorbewerkingsvoeding | Verlaag resthoogte en tandbelasting | Regelmatige voedingsmarkeringen zijn zichtbaar |
| Snijsnelheid | Vermijd snelheidszones die gevoelig zijn voor BUE | Verminder kleven en gescheurde oppervlakken | Aluminium, zacht staal of roestvrij staal vertonen BUE |
| Afwerkingsproces | Voeg een semi-afwerkingsgang toe | Houd de uiteindelijke overmaat stabiel | Voorbewerken laat ongelijkmatig materiaal achter |
| Gereedschapshouder | Gebruik krimp- of hydraulische houders | Verminder slingering en trillingen | Wisselende markeringen of slingering worden aangetroffen |
| Klem | Reinig en ondersteun het werkstuk correct | Voorkom beweging en vervorming | Dunne platen of grote onderdelen vertonen ongelijkmatige sporen |
| Stijfheid van het opspansysteem | Voeg extra steunen toe | Verminder trillingsoverdracht | Sporen verschijnen nabij zwak ondersteunde gebieden |
| Gereedschapsuitsteek | Houd de uitsteek binnen 2-3 keer de gereedschapsdiameter | Verbeter de stijfheid van het gereedschap | Er ontstaan ratteren of golfpatronen |
| Gereedschapsontwerp | Gebruik vingerfrezen met ongelijke spoed | Doorbreek de regelmaat van het ratteren | Er is een hoogfrequent fluitend geluid hoorbaar |
| Koelmiddeltoevoer | Richt het koelmiddel op de snijzone | Verbeter koeling en spaanafvoer | Er ontstaan krassen of snijkantopbouw (BUE) |
| Gereedschapspad | Gebruik boogvormige in- en uitloop | Verminder sporen bij starten en stoppen | In- of uitloopsporen zijn zichtbaar |
| Oppervlaktestrategie | Gebruik scallop-bewerking voor gebogen oppervlakken | Houd de resthoogte uniform | 3D-oppervlakken vertonen ongelijkmatige laagmarkeringen |
Conclusie
Opspanning, trillingen, koelmiddel en de keuze van het gereedschapspad bepalen de verspaningssporen. Stabiele ondersteuning en gecontroleerde snijomstandigheden blijven de snelste weg naar een betere oppervlaktekwaliteit.
-
"Voorspelling van de klemkracht op basis van een diep spatio-temporeel netwerk …", https://pmc.ncbi.nlm.nih.gov/articles/PMC10147658/. Onderzoek in productietechniek toont aan dat onvoldoende klemkracht leidt tot verplaatsing van het werkstuk onder snijkrachten, wat de maatauwkeurigheid en oppervlakteafwerking in gevaar brengt. Bewijsrol: mechanisme; brontype: artikel. Ondersteunt: de relatie tussen de grootte van de klemkracht en de stabiliteit van het werkstuk tijdens bewerkingsactiviteiten. Toelichting: De drempelkracht varieert met de geometrie van het werkstuk, materiaaleigenschappen en snijparameters ↩
-
"[PDF] Chatter-stabiliteit van bewerkingsactiviteiten", https://mtrc.utk.edu/wp-content/uploads/sites/45/2020/08/manu_142_11_110801.pdf. Studies naar bewerkingsdynamiek verklaren regeneratieve chatter als een proces waarbij oppervlaktegolvingen van eerdere gereedschapsdoorgangen de spaaningsdikte in daaropvolgende doorgangen moduleren, waardoor een positieve feedbacklus ontstaat die trillingen versterkt. Bewijsrol: mechanisme; brontype: artikel. Ondersteunt: het regeneratieve feedbackmechanisme bij chatter tijdens bewerking. ↩
-
"[PDF] Gereedschapslengte-afhankelijke stabiliteitsoppervlakken", https://mtrc.utk.edu/wp-content/uploads/sites/45/2019/09/tool_length_stability.pdf. Volgens de balkbuigingstheorie toegepast op snijgereedschap neemt de stijfheid evenredig af met de derde macht van de uitsteeklengte, wat het snelle verlies van stijfheid bij een verlengd gereedschap verklaart. Bewijsrol: mechanisme; brontype: educatief. Ondersteunt: de omgekeerde relatie tussen het uitsteken van cantilever-gereedschap en structurele stijfheid. Toelichting: De exacte relatie hangt af van de gereedschapsdiameter, materiaaleigenschappen en de geometrie van de dwarsdoorsnede ↩
-
"[PDF] Helical – BEWERKINGSHANDLEIDING", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. Bewerkingshandleidingen raden doorgaans aan om voor algemeen frezen de gereedschapsuitsteeklengte binnen 3 keer de gereedschapsdiameter te houden om een balans te vinden tussen toegankelijkheid en stijfheid, met strengere ratio's voor precisiewerk. Bewijsrol: consensus van experts; brontype: educatief. Ondersteunt: industriestandaard ratio's voor gereedschapsuitsteeklengte ten opzichte van diameter voor freesactiviteiten. Toelichting: Optimale ratio's variëren met materiaalhardheid, snijdiepte en de vereiste oppervlakteafwerking ↩
-
"Vergelijking van gereedschapsslijtage, oppervlakteruwheid, snijkrachten, gereedschap …", https://pmc.ncbi.nlm.nih.gov/articles/PMC10303288/. Tribologisch onderzoek naar metaalbewerking toont aan dat verhoogde snijtemperaturen diffusieslijtage, oxidatie en thermische verweking van gereedschapsmaterialen versnellen, wat de standtijd van het gereedschap aanzienlijk verkort. Bewijsrol: mechanisme; brontype: artikel. Ondersteunt: de versnelling van gereedschapsslijtagemechanismen bij verhoogde temperaturen. Toelichting: De relatie tussen temperatuur en slijtage varieert met de gereedschapscoating, het werkstukmateriaal en de snijsnelheid ↩
-
"Snijvloeistof – Wikipedia", https://en.wikipedia.org/wiki/Cutting_fluid. Bewerkingshandleidingen geven aan dat aluminiumlegeringen goed reageren op snijvloeistoffen op olie- en plantaardige basis vanwege hun uitstekende smeerbaarheid, wat de vorming van opgebouwde snijkanten vermindert en de oppervlakteafwerking op deze relatief zachte, klevende materialen verbetert. Bewijsrol: consensus van experts; brontype: educatief. Ondersteunt: de geschiktheid van snijvloeistoffen op oliebasis voor aluminiumbewerking. Toelichting: De keuze van de vloeistof hangt ook af van de specifieke legeringssamenstelling, bewerkingsoperatie en milieuoverwegingen ↩
-
"Zorgen over het bewerken van gietijzer? : r/Machinists – Reddit", https://www.reddit.com/r/Machinists/comments/1ag0xl2/cast_iron_machining_concerns/. Productiehandboeken merken op dat gietijzer vaak droog of met perslucht wordt bewerkt omdat de brosse, discontinue spanen geen vloeibaar koelmiddel vereisen voor afvoer, en vloeistof schurend slib kan creëren dat de spanenverwerking bemoeilijkt. Bewijsrol: consensus van experts; brontype: educatief. Ondersteunt: de gangbare praktijk van droge of lucht-ondersteunde bewerking voor gietijzer. Toelichting: Sommige gietijzerkwaliteiten en hogesnelheidsoperaties kunnen profiteren van minimale kwantiteitssmering of specifieke koelmiddelen ↩
-
"Meelopend versus tegenlopend frezen : r/Machinists – Reddit", https://www.reddit.com/r/Machinists/comments/10x6m2m/climb_vs_conventional_milling/. Literatuur over verspaning geeft aan dat meelopend frezen doorgaans een superieure oppervlakteafwerking oplevert in vergelijking met tegenlopend frezen, omdat het wrijving en werkversteviging vermindert, maar het vereist machines met minimale speling om te voorkomen dat het gereedschap wordt ingetrokken en het werkstuk wordt verplaatst. Bewijsrol: consensus van experts; brontype: educatie. Ondersteunt: de voorkeur voor meelopend frezen bij nabewerkingen op machines met minimale speling. Toelichting: De optimale freesrichting hangt ook af van de stijfheid van het werkstuk, de opspanmethode en materiaaleigenschappen. ↩
-
"[PDF] MATERIAALAFNAMEPROCESSEN", https://www.egr.msu.edu/~pkwon/me478/machining.pdf. Naslagwerken voor procesplanning specificeren doorgaans overmaten voor nabewerking tussen 0,1 en 0,5 mm, waarbij een balans wordt gevonden tussen de noodzaak om sporen van eerdere bewerkingen te verwijderen en het behoud van lichte snijkrachten voor een optimale oppervlakteafwerking. Bewijsrol: consensus van experts; brontype: educatie. Ondersteunt: typische waarden voor nabewerkingsovermaten bij verspanende bewerkingen. Toelichting: De optimale overmaat varieert aanzienlijk afhankelijk van de grootte van het werkstuk, de hardheid van het materiaal, de vereiste tolerantie en de machinecapaciteit. ↩
-
"Invloed van nanocomposiet PVD-coating op slijtage van snijgereedschap …", https://pmc.ncbi.nlm.nih.gov/articles/PMC12073052/. Materiaalonderzoek naar coatings voor snijgereedschap toont aan dat PVD-coatings zoals TiN, TiAlN en AlCrN de prestaties van hardmetalen gereedschappen aanzienlijk verbeteren door thermische barrières te bieden, wrijving te verminderen en de oppervlaktehardheid te verhogen, waardoor de standtijd van het gereedschap wordt verlengd. Bewijsrol: mechanisme; brontype: wetenschappelijk artikel. Ondersteunt: de prestatieverbeteringen door PVD-coatings op hardmetalen snijgereedschappen. Toelichting: De effectiviteit van de coating hangt af van de juiste selectie voor specifieke werkstukmaterialen, snijcondities en de voorbereiding van het substraat. ↩
-
"Speeds and feeds – Wikipedia", https://en.wikipedia.org/wiki/Speeds_and_feeds. Richtlijnen voor procesplanning bij verspanen adviseren doorgaans om de voeding tijdens nabewerkingen te verlagen naar 30-50% van de waarden bij voorbewerken om de resthoogte te verkleinen, snijkrachten te minimaliseren en de vereiste specificaties voor oppervlakteruwheid te behalen. Bewijsrol: consensus van experts; brontype: educatie. Ondersteunt: typische verminderingen van de voeding bij de overgang van voorbewerken naar nabewerken. Toelichting: De optimale voedingsreductie hangt af van de verspaanbaarheid van het materiaal, de gereedschapsgeometrie, de vereiste oppervlakteafwerking en de dynamiek van de machine. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.