

How to Choose Between Positive T-Type HMC and Inverted T-Type HMC?
Choosing between Positive or Inverted T-Type HMCs dictates your ROI. The right layout optimizes floor space and cycle times1, ensuring your shop remains competitive and profitable from day one.
An positive T-type HMC provides extreme speed and high acceleration for small parts. An Inverted T-type HMC offers massive structural rigidity and better chip removal for heavy workpieces. You choose the correct layout based strictly on your part size and your factory floor space constraints.

Understanding these structural differences prevents costly bottlenecks. By analyzing mass, motion, and gravity, we’ll help you select the architecture that best fits your specific workpiece requirements and facility constraints.
Why Is the Inverted T-type Design Preferred for Handling Large and Heavy Workpieces?
You load a five-ton engine block. The machine table shakes badly. You ruin the expensive aerospace casting. You need a highly rigid structure2 for heavy parts immediately.
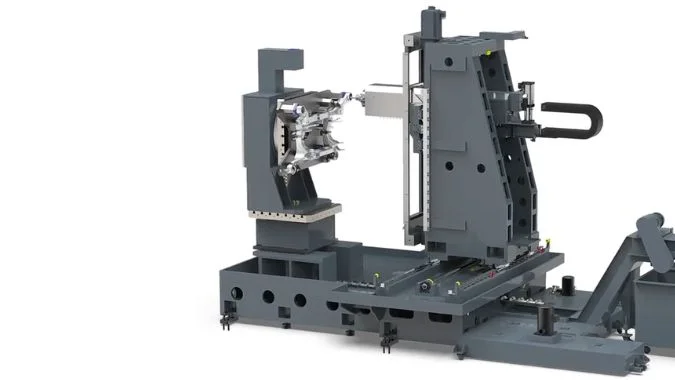
An Inverted T-type design handles heavy workpieces perfectly. It places the heavy workpiece on a wide X-axis front bed. It puts the column on the Z-axis rear bed. This low center of gravity provides extreme structural rigidity and stability under massive loads.

Some factories cut massive aerospace parts and big engine blocks. You should use an Inverted T-type machine for these giant parts. This layout uses an inverted T-shaped bed. The table moves left and right on the X-axis. The column moves front and back on the Z-axis. This setup creates a very low center of gravity3. Engineers use special computer software to optimize the iron ribs inside the bed. This achieves a massive static rigidity of over 250 N/μm. The Z-axis pushes the cutting tool into the metal. The spindle box weight never changes. The servo motor pushes the exact same weight every time. The machine drills deep holes perfectly. The heavy workpiece sits on the wide front X-axis bed. The wide rails hold the massive weight easily. This stops the tipping motion during fast stops. You also get great access for rotary tables. The operator loads the heavy iron block safely.
| Feature | Mechanism | Benefit for Heavy Parts |
|---|---|---|
| Inverted T-shape bed | Table moves on X-axis | Supports massive weight without bending |
| Constant Z-axis mass | Spindle box moves on Z-axis | Delivers stable and powerful cutting thrust |
| Optimized iron ribs | Static rigidity over 250 N/μm | Prevents tall parts from tipping or shaking |
| Front table position | Table sits near the doors | Allows easy overhead crane loading |
How Does an Positive T-type HMC Provide Higher Speed and Better Acceleration for Small Parts?
You machine tiny metal parts. Your heavy machine moves very slowly. Your batch production takes too long. You need extreme acceleration immediately to boost your profit.
An positive T-type HMC provides extreme speed by decoupling the machine axes. The column moves left and right on the X-axis. The table moves forward and back on the Z-axis. The servo motor pushes tiny parts effortlessly, achieving rapid axis response.

The medical part factories run high-speed machines. They use positive T-type machines. These machines cut small batch parts incredibly fast. The bed forms a standard T shape. The positive T-type separates the X-axis and Z-axis completely. No motor carries another motor. The table moves front and back on the Z-axis. You clamp a tiny part on this table. The total weight stays extremely low. The motor pushes this light table very fast. The machine pecks tiny holes in milliseconds. You save massive time on every single part. The column moves left and right on the X-axis. The builder often uses differential-height rails4 or an equilateral-triangle support structure5. This gives perfect stability. The column carries the heavy spindle. This column weight never changes. The engineer tunes the electrical servo parameters to the maximum limit. The machine never vibrates. The solid iron rock absorbs the violent one-G acceleration shocks perfectly.
| Speed Factor | positive T-Type Design | Production Result |
|---|---|---|
| Decoupled axes | Separates X and Z movements | Eliminates stacked weight drag completely |
| Low table inertia | Pushes only the tiny workpiece | Allows explosive tool feed acceleration |
| Constant column mass | Carries the spindle weight always | Permits aggressive electrical motor tuning |
| Triangle support | Uses differential-height rails | Absorbs violent high-speed motion shocks |
How Do These Two HMC Layouts Differ in Terms of Chip Evacuation Efficiency?
You cut deep steel pockets. Metal chips pile up inside the machine. The hot chips bend the rails. You must remove chips fast to prevent part damage.
The Inverted T-type HMC drops chips naturally through a wide open bottom space, increasing removal efficiency by twenty percent. The positive T-type machine relies on wider upper rails. These rails block the chips slightly, making it depend heavily on external conveyor systems.
Metal chips destroy machines quickly. You must remove hot chips to keep your machine accurate. The Inverted T-type machine wins the chip removal contest easily. It has a narrow upper end. The space underneath the cutting area stays completely open. Gravity pulls the heavy hot chips straight down. The chips fall directly into the center conveyor channel. Factory tests show a twenty percent increase in chip removal efficiency6. This layout provides superior coolant access7. It flushes chips from deep cavities and complex bores perfectly. The positive T-type machine also removes chips well. It uses steep iron channels to slide the chips down. The upper guide rails are very wide. The wide bed structure blocks the natural falling path slightly. The chips do not fall straight down. The machine relies completely on the strong auger motors. You might see chip piles during extreme heavy cutting.
| Evacuation Feature | Inverted T-Type HMC | positive T-Type HMC |
|---|---|---|
| Natural falling path | Direct and open downward space | Partially blocked by wide upper rails |
| Removal efficiency | Twenty percent faster chip clearing | Good but struggles under extreme loads |
| Coolant access | Flushes deep cavities perfectly | Standard surface flushing |
| System reliance | Uses gravity and strong conveyors | Relies heavily on external conveyor motors |
Which HMC Layout Is More Space-Efficient for Compact Workshop Floor Plans?
You rent a small factory building. You buy a giant machine. The machine blocks the walking aisles completely. You must plan your floor space carefully today.
The Inverted T-type layout saves much more floor space. It uses a lower-profile design with a compact footprint. The positive T-type layout features a wider upper structure. This bulkier design provides a larger workspace but occupies much more room in your shop.
Floor space costs a lot of money. You must squeeze maximum production into a small room. The Inverted T-type structure solves your space problems perfectly. It features a wide base and a narrow top design. The manufacturer bolts the wide heavy iron base directly to your concrete floor. The upper moving parts sit tightly together. The machine keeps a very low center of gravity. This lower-profile design8 shrinks the total machine footprint9 significantly. This setup integrates very well with factory automation and robotic pallets. You can fit more machines into your factory. The positive T-type machine causes space problems. It uses a wide top and a narrow base design. The builder places the large worktable and the long guide rails at the very top of the iron bed. This layout provides a large workspace. This top-heavy layout makes the entire machine very bulky. You waste valuable floor space.
| Layout Feature | Inverted T-Type Structure | Positive T-Type Structure |
|---|---|---|
| Shape design | Wide base and narrow top | Wide top and narrow base |
| Center of gravity | Very low and close to floor | Higher and bulkier overall |
| Machine footprint | Small and highly compact | Large and requires more room |
| Automation integration | Fits robotic pallets easily | Wastes valuable shop floor area |
Conclusion
You choose an positive T-type HMC for fast small precision parts. You pick an Inverted T-type HMC for heavy parts and tight spaces. Choose correctly to boost your profits.
-
Discover proven strategies to streamline processes, reduce idle time, and boost your shop’s output per shift. ↩
-
Learn how enhancing machine rigidity prevents vibrations, ensures precision, and protects expensive workpieces. ↩
-
Discover the physics behind low CG designs that reduce tipping, enhance safety, and maintain accurate cuts. ↩
-
Find out how staggered rail heights optimize support, absorb shocks, and improve accuracy under load. ↩
-
Explore structural designs that deliver perfect balance and shock resistance for high-acceleration processes. ↩
-
Discover proven methods to clear chips faster, prevent build-up, and extend your machine’s lifespan. ↩
-
Learn how optimized coolant flow reduces heat, washes away chips, and enhances tool life in complex bores. ↩
-
Understand how compact lower-profile machines save floor space and integrate seamlessly with automation. ↩
-
Discover layout strategies to fit more equipment in tight spaces without compromising access or safety. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.