

Wat zijn de effecten van trillingen tijdens de verspaning op een schuinbed CNC-draaibank?
Trillingen kunnen de stabiliteit van het draaien stilletjes vernietigen. Lichte sporen kunnen als eerste verschijnen, maar de machine, het gereedschap en het werkstuk staan dan al onder schadelijke spanning.
Trillingen tijdens het verspanen op een CNC-draaibank met schuin bed verminderen de oppervlaktekwaliteit, verlagen de geometrische nauwkeurigheid, verkorten de standtijd van gereedschap, beschadigen machineonderdelen, beperken de snij-efficiëntie en verhogen het geluidsniveau. Als er chatter optreedt, vertoont het oppervlak vaak periodieke markeringen en wordt het snijproces instabiel.
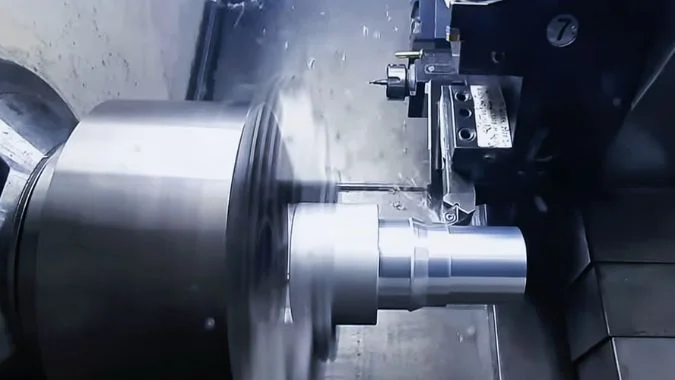
Trillingen moeten worden behandeld als een probleem van het volledige systeem, niet alleen als een snijprobleem. Een CNC-draaibank met schuin bed heeft meestal een betere spaanafvoer en een sterkere structurele ondersteuning dan veel machines met een vlak bed. Toch kan deze nog steeds trillen wanneer de stabiele snijzone wordt overschreden. Het eerste resultaat is een slechte werkstukkwaliteit. Er kunnen chattersporen, krassen, rondheidsfouten en cilindriciteitsfouten optreden. Het tweede resultaat is een kortere standtijd van het gereedschap. Trillingen creëren herhaaldelijke impactbelastingen, waardoor hardmetalen en keramische wisselplaten snel kunnen chippen. Het derde resultaat is machineschade. Lagers, geleidingen, kogelomloopspindels, bouten en contactvlakken kunnen sneller losraken of slijten. Het vierde resultaat is een lagere productie-efficiëntie. Snijsnelheid, voeding en snijdiepte moeten vaak worden verlaagd om trillingen te onderdrukken. Dit beschermt het proces, maar verlaagt ook de output. In geautomatiseerde productielijnen kan één machinestop veroorzaakt door trillingen het volledige productieritme verstoren.
Welke soorten trillingen treden op tijdens het verspanen op CNC-draaibanken met schuin bed?
Veel trillingsproblemen worden op de werkvloer simpelweg 'chatter' genoemd. Bij een echte diagnose moet eerst het type trilling worden vastgesteld, omdat elk type een andere correctie vereist.
De belangrijkste trillingstypen bij verspaning met CNC-draaibanken met schuin bed zijn vrije trilling, gedwongen trilling en zelfgeëxciteerde trilling. Vrije trilling komt voort uit een korte initiële impact. Gedwongen trilling komt voort uit herhaaldelijke externe krachten. Zelfgeëxciteerde trilling komt voort uit het snijsysteem zelf en is het gevaarlijkst.
Vrije trilling, gedwongen trilling en zelfgeëxciteerde trilling
Vrije trilling is bij de meeste draaibewerkingen meestal het minst ernstig. Het begint na één korte schok, zoals een kleine impact tijdens het laden, contact met het gereedschap of opspannen. De machine ontvangt eenmalig energie, waarna de trilling uitdooft. Dit type trilling wordt normaal gesproken niet de hoofdoorzaak van lange chattersporen. Toch kunnen herhaaldelijke korte schokken erop wijzen dat de instelling, de laadmethode of het opspanproces moet worden gecontroleerd.
Gedwongen trilling komt vaker voor. Het ontstaat door herhaaldelijke externe excitatie. In een draaibank kan dit komen door onbalans in de spil, onbalans in de klauwplaat, uitlijnfouten, problemen met tandwielen, trillingen in de hydraulische unit, motortrillingen of trillingen in de vloer. De kracht herhaalt zich met een vaste frequentie. De machine reageert vervolgens op die frequentie. Als de excitatiefrequentie in de buurt komt van de eigenfrequentie van het machinesysteem, wordt de trilling aanzienlijk groter.1
Zelfgeëxciteerde trilling is het gevaarlijkste type. Chatter behoort tot deze groep.2 Het snijproces creëert zijn eigen excitatie. De vorige snijgang laat een kleine golf achter op het oppervlak. De volgende gang snijdt over die golf heen en creëert een nieuwe golf. Deze lus kan snel groeien.3 Er is vaak een scherp geluid hoorbaar en er verschijnen dichte, herhaaldelijke markeringen op het oppervlak van het werkstuk.
| Trillingstype | Belangrijkste bron | Veelvoorkomend teken | Risiconiveau |
|---|---|---|---|
| Vrije trilling | Eenmalige impact of puls | Korte trilling die uitdooft | Laag in de meeste bewerkingsgevallen |
| Gedwongen trilling | Herhaalde externe kracht | Regelmatige trilling gekoppeld aan snelheid of apparatuur | Midden tot hoog |
| Zelfgeëxciteerde trilling | Het snijproces zelf | Ratelspeuren en scherp geluid | Zeer hoog |
| Resonantietoestand | Frequentieovereenkomst tussen excitatie en constructie | Plotselinge toename van trillingen | Zeer hoog |
Waarom schuinbedmachines nog steeds trillen
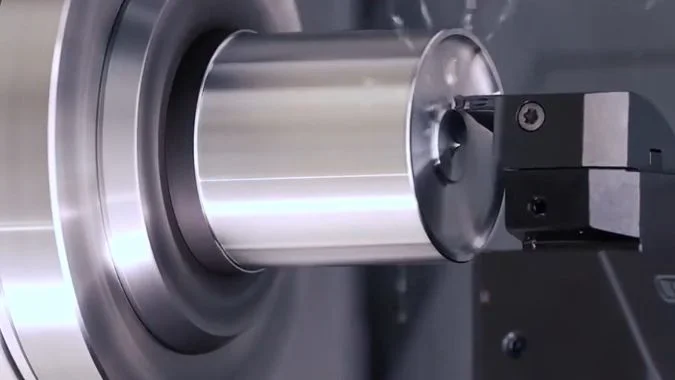
Een CNC-draaibank met schuin bed heeft echte structurele voordelen. De bedhoek helpt bij de spaanafvoer. De constructie kan de slede goed ondersteunen.4 De zwaartekrachtcomponent kan onder bepaalde omstandigheden ook bijdragen aan de contactstabiliteit. Deze voordelen verminderen het trillingsrisico, maar elimineren trillingen niet volledig. Als de gereedschapsuitsteeklengte te groot is, het werkstuk slank is, de klauwplaatklemkracht zwak is of de snijkracht te hoog is, kan het systeem nog steeds zijn stabiliteit verliezen.
De relatie tussen gereedschap, werkstuk, spil, revolver, geleiding en fundering is erg belangrijk. Deze onderdelen trillen niet afzonderlijk. Ze vormen één dynamisch systeem. Een kleine zwakte in één onderdeel kan ernstig worden wanneer de snijkracht zich met de verkeerde frequentie herhaalt. Daarom moet chatter niet alleen worden aangepakt door het wisselplaatje te vervangen. Het volledige krachtpad moet worden gecontroleerd, van de snijkant tot de gereedschapshouder, revolver, geleidingen, bed en fundering. Een stabiel proces vereist dat al deze onderdelen samenwerken.
Veroorzaken onjuiste nivellering van de machine en een verkeerde fundering onverwachte resonantie?
Problemen met nivellering en fundering worden gemakkelijk onderschat. Een machine kan bij installatie goed snijden, maar vervolgens instabiel worden nadat de vloer is gezet of de ondersteuningsomstandigheden zijn veranderd.
Ja, onjuiste machine-nivellering en een slechte funderingsopstelling kunnen onverwachte resonantie veroorzaken. Bedvervorming, zwakke ondersteuning, losse ankerbouten, holle vloeren en funderingsverzakking kunnen de stijfheid en eigenfrequentie van de machine veranderen, waardoor snij-excitatie wordt versterkt in plaats van geabsorbeerd.

Hoe waterpassen het gedrag van de machine beïnvloedt
Het waterpassen van een machine is meer dan alleen een installatiestap. Het regelt de spanningstoestand van het machinebed. Als de machine niet correct is waterpas gesteld, kan het bed torderen. De uitlijning van de geleidingen kan veranderen. De verhouding tussen revolver, spil en losse kop kan ook verschuiven. Deze kleine veranderingen verminderen de stijfheid van het systeem. Ze veranderen ook de eigenfrequentie van de machine. Wanneer de eigenfrequentie dichter bij het spiltoerental, de snijfrequentie of een andere periodieke kracht komt, kan onverwachte resonantie optreden.
Onjuist waterpassen creëert ook interne spanning. De machine kan een basissnijtest nog wel doorstaan, maar de spanning kan veranderen door temperatuur, belasting en tijd. Na langdurig gebruik kan één steunpunt meer belasting dragen dan andere punten. Dit kan leiden tot ongelijkmatig contact tussen de machine en de fundering. De machine wordt dan gevoeliger voor de snijbelasting. Onstabiele afmetingen, slechte rondheid en veranderende trillingssporen kunnen optreden bij bepaalde spiltoerentallen. Deze symptomen lijken wellicht op problemen met gereedschap of parameters, maar de oorzaak kan de ondersteuningstoestand van de machine zijn.
Hoe funderingsgebreken trillingen versterken
De fundering moet de machine ondersteunen met voldoende stijfheid en demping. Als de vloer zwak, hol, gebarsten of niet goed verdicht is, absorbeert deze trillingen mogelijk niet goed. Het kan de trillingen juist versterken. Losse ankerbouten creëren een soortgelijk probleem. De machine lijkt misschien vast te staan, maar tijdens het snijden kan er kleine beweging optreden. Deze beweging wordt zichtbaar op het bewerkte oppervlak.
Het verzakken van de fundering is een ander verborgen probleem. Een machine kan na installatie correct zijn waterpas gesteld. Na maanden of jaren gebruik kan de vloer verzakken. Het zwaartepunt en de ondersteuningsstijfheid van de machine veranderen dan. Een toerentalbereik dat voorheen veilig was, kan later een resonantiezone worden. Dit is een secundair resonantierisico. Het is moeilijk op te merken zonder regelmatige controles van de waterpasstelling en trillingen.
| Instellingsprobleem | Wat verandert er in de machine | Verspaningssymptoom | Algemene controle |
|---|---|---|---|
| Slechte waterpasstelling | Bedtordering en vervorming van geleidingen | Maatafwijking en ongelijkmatige oppervlaktesporen | Controleer de waterpasstelling opnieuw op de referentiepunten van de machine |
| Losse ankerbouten | Zwak contact met de fundering | Trillingen nemen toe tijdens zware verspaning | Controleer de boutvoorspanning en de contactconditie |
| Holle vloer | Lage ondersteuningsstijfheid | Lagefrequentie trillingen | Taptest, vloerinspectie, trillingscontrole |
| Verzakking van het fundament | Veranderd zwaartepunt en stijfheid | Nieuwe resonantie bij voorheen veilige snelheden | Vergelijk huidig niveau met installatieverslag |
| Thermische verandering van de vloer of het bed | Geometrische verschuiving | Nauwkeurigheidsveranderingen gedurende de dag | Volg de temperatuur en de machinegeometrie |
Nivelleringsgegevens moeten worden geregistreerd tijdens de installatie en na een verplaatsing van zware machines. Dit moet ook worden gecontroleerd na een botsing, na reparatie van het fundament en na langdurige drift in nauwkeurigheid. Deze gewoonte voorkomt veel problemen die eruitzien als snijparameterproblemen, maar die in feite voortkomen uit de vloer of het ondersteuningssysteem.
Hoe leiden versleten spilagers en losse kogelomloopspindels na verloop van tijd tot verspaningstrillingen?
Trillingen nemen vaak langzaam toe voordat ze duidelijk worden. Eerst kunnen fijne rimpelingen verschijnen, daarna gereedschapsslijtage, vervolgens hevig trillen (chatter) en een verminderde nauwkeurigheid.
Versleten spil lagers en losse kogelomloopspindels veroorzaken trillingen door verhoogde speling, verminderde stijfheid en periodieke schokbelasting. Na verloop van tijd kunnen kleine slingeringen, speling en instabiliteit in de voeding leiden tot sterke resonantie, slechte oppervlakteafwerking, afbreken van gereedschap en verlies van bewerkingsnauwkeurigheid.
Slijtagepatroon van spillagers
Spillagers ondersteunen de rotatienauwkeurigheid van het werkstuk of de klauwplaat. In het vroege stadium van slijtage kunnen de loopvlakken of rolelementen van de lagers lichte schade vertonen. De voorspanning neemt af. De radiale slingering neemt in geringe mate toe.5 In dit stadium kan het hoogfrequente geluid toenemen. Het oppervlak van het werkstuk kan fijne rimpelingen vertonen, maar de afmetingen kunnen nog steeds beheersbaar blijven.
In het middelste stadium wordt de speling groter. Veranderingen in de snijkracht duwen de spil-as weg van het ideale pad. Bij hogere snelheden worden ook de veranderingen in de middelpuntvliedende kracht sterker. De spil draait niet langer met voldoende stijfheid. De oppervlakteruwheid verslechtert. Gereedschapsranden chippen vaker omdat de schokbelasting toeneemt.
In het laatste stadium wordt de stijfheid van het lager te zwak. Het spilsysteem vervormt onder snijkracht. De eigenfrequentie kan dalen en dichter bij de snijfrequentie komen. Dan kan zelf-geëxciteerde chatter optreden. Het geluid wordt scherp. De oppervlaktekwaliteit gaat snel achteruit. Precisie wordt moeilijk of onmogelijk te behouden. In dit stadium is reparatie of vervanging van het lager meestal noodzakelijk, omdat parameterwijzigingen de hoofdoorzaak niet kunnen oplossen.
Slijtagepatroon van kogelomloopspindels
Kogelomloopspindels sturen de voedingsbeweging aan. Wanneer de moervoorspanning verloren gaat of de steunlagers losraken, ontstaat er speling. In eerste instantie kan er dode slag optreden bij richtingsveranderingen. Voeding bij lage snelheid kan schokkerig verlopen. De positioneringsnauwkeurigheid begint af te nemen.
In het middenstadium wordt de contactstijfheid tussen de schroef en de moer zwak. De koppelrimpel van de servomotor kan veranderen in een mechanische impact. Bij invoer met hoge snelheid of zware verspaning kan de kogelomloop instabiel worden. Trillingen verplaatsen zich door de geleidingen en de revolverkop. Het gereedschapspad wordt minder nauwkeurig. Werkstukprofielen kunnen vervormingen vertonen.
In het late stadium creëren loszittende onderdelen niet-lineaire trillingen. De schroef kan axiaal bewegen onder dynamische belasting. Laagfrequente resonantie kan optreden in de machineconstructie. Op dit punt kan het verlagen van het spiltoerental het probleem mogelijk niet volledig oplossen, omdat de trilling voortkomt uit mechanische speling. Inspectie van de voedingsas, spelingmeting, afstelling van de voorspanning en reparatie van steunlagers worden noodzakelijk.
| Staat van het onderdeel | Vroegtijdig teken | Tussentijds teken | Laat teken |
|---|---|---|---|
| Slijtage van het spillager | Hoger geluidsniveau en fijne rimpelingen | Slechte ruwheid en afbrokkelen van het gereedschap | Hard geluid en ernstige ratel |
| Verlies van voorspanning van het lager | Kleine toename van de slingering | Asverloop onder snijkracht | Precisieverlies onder normale belasting |
| Speling van de kogelomloopspindel | Dode gang en kruipen | Voedingsimpact en profielfout | Laagfrequente structurele resonantie |
| Speling in schroefsteun | Kleine positioneringsafwijking | Trillingen door revolver en geleiding | Snijsporen blijven zichtbaar na parameterreductie |
Koppelingseffecten spelen ook een rol. Spiltrillingen kunnen overgebracht worden op het bed en de wrijvingsslijtage nabij schroefsteunen vergroten. Voedingsinstabiliteit door een losse schroef kan de snijbelasting veranderen en de spilbelasting verhogen. Deze twee problemen kunnen elkaar versterken. Trillingsgroei is niet altijd lineair. Zodra de speling een kritiek punt overschrijdt, kan de machine van stabiel snijden plotseling overgaan in hevige trillingen (chatter). Trillingsbewaking helpt bij een vroege diagnose. Spilfouten vertonen vaak sterkere frequentiecomponenten die gekoppeld zijn aan de rotatie. Schroefspeling vertoont vaak laagfrequente harmonischen en voedingsgerelateerde patronen.
Hoe om te gaan met trillingen in CNC-draaibanken met schuin bed tijdens het verspanen?
Een goede respons vereist meer dan alleen het verlagen van de snelheid. De excitatiekracht moet eerst worden verminderd, daarna moet de stijfheid worden verbeterd, resonantie moet worden vermeden en waar nodig moet demping worden toegevoegd.
Om trillingen in CNC-draaibanken met een schuin bed aan te pakken, moeten excitatiekrachten worden verminderd, de stijfheid en demping van de machine worden verbeterd, snijparameters buiten resonantiezones worden aangepast, geleidingen en kogelomloopspindels worden onderhouden, roterende delen worden uitgebalanceerd, de funderingsondersteuning worden verbeterd en waar nodig actieve of passieve demping worden gebruikt.

Verminder excitatie en verbeter de stijfheid
De eerste stap is het verminderen van de kracht die trillingen veroorzaakt. Roterende onderdelen moeten worden uitgebalanceerd. Klauwplaten, poelies, rotoren en aangedreven gereedschap moeten worden gecontroleerd wanneer trillingen samenvallen met het spiltoerental.6 Een hydraulische klauwplaat kan ook onbalans veroorzaken als de bekken, de werkstukbelasting of de opspantomstandigheden niet symmetrisch zijn. Installatienauwkeurigheid is van belang. Een kleine uitlijnfout kan bij hoge snelheid een herhaalde kracht worden.
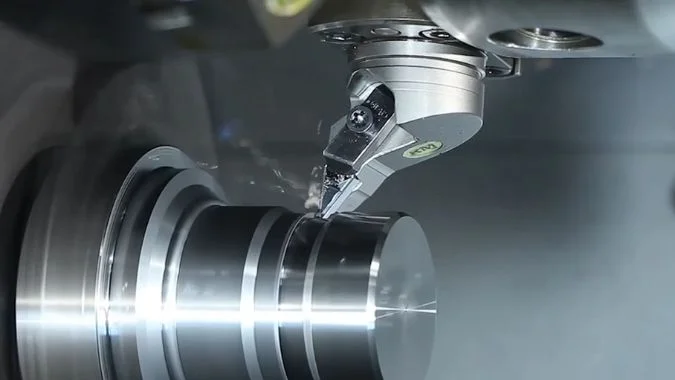
De volgende stap is het verbeteren van de stijfheid. Het gereedschap moet zo kort mogelijk zijn. De verhouding tussen lengte en diameter van de kotterbeitel moet worden gecontroleerd. De opspantomstandigheden van de revolver moeten worden gecontroleerd. Het werkstuk moet met voldoende kracht worden opgespannen, maar niet zo hard dat het vervormt. Slanke werkstukken hebben mogelijk een losse kop, bril of andere ondersteuning nodig. De speling van geleidingen en glijstukken moet ook worden gecontroleerd. Smering moet schoon en stabiel zijn, omdat slechte smering de wrijving verhoogt en stick-slip-trillingen kan veroorzaken.
Structurele verbeteringen kunnen ook helpen. Een dikkere basis, sterkere ondersteuning en een versterkt frame verbeteren de laagfrequente weerstand. Dempingspads, rubber, polyurethaan, afgestemde massablokken, veren en dempers kunnen de trillingsoverdracht verminderen. Deze methoden werken het best nadat de basisstijfheid en de opstelling zijn gecorrigeerd. Demping kan een los mechanisch systeem niet volledig corrigeren.
Vermijd resonantie en beheers het proces
Snijparameters moeten binnen een stabiele zone blijven. Een overmatige snijdiepte, voeding en snelheid verhogen de snijkracht. Als er trillingen (chatter) optreden, moeten waarden niet willekeurig worden verlaagd. Wijzig steeds slechts één factor tegelijk. Het spiltoerental wordt vaak als eerste aangepast, omdat trillingen sterk afhankelijk zijn van de frequentie. Een kleine snelheidsverandering kan het proces uit de resonantiezone halen. Voeding en snijdiepte kunnen vervolgens worden aangepast op basis van het resultaat op het oppervlak, de gereedschapsbelasting en de vorm van de spanen.
De keuze van gereedschap beïnvloedt ook de trillingsweerstand. Scherpe wisselplaten verlagen de snijkracht. Een sterkere snijkantgeometrie helpt bij onderbroken sneden. De juiste hoekradius is van belang. Een grote hoekradius kan de afwerking in een stijve opstelling verbeteren, maar kan ook de radiale kracht vergroten. In zwakke opstellingen kan een grote hoekradius de trillingen verergeren.7 Voor nabewerkingen verdient stabiel snijden de voorkeur boven agressieve productiviteit.
De werkomgeving is ook van belang. Externe trillingsbronnen moeten worden verminderd. Nabijgelegen persen, zware slijpmachines, vorkheftrucks en onstabiele vloeren kunnen precisiebewerkingen verstoren. Temperatuur en vochtigheid moeten worden gecontroleerd wanneer hoge precisie vereist is. Thermische uitzetting verandert de uitlijning en kan de machine in een minder stabiele toestand brengen.
| Verbeteringsgebied | Wat moet worden gecontroleerd of aangepast | Hoofddoel |
|---|---|---|
| Roterend systeem | Dynamische balans van klauwplaat, poelie, rotor en werkstuk | Gedwongen trillingen verminderen |
| Gereedschapsinstelling | Korte uitsteeklengte en stijve houder | Verhoog de snijstijfheid |
| Opspanning | Correcte klemkracht en extra ondersteuning | Voorkom beweging en doorbuiging van het onderdeel |
| Geleidingssysteem | Smering, schuifspeling en reinheid | Wrijvingsgerelateerde trillingen verminderen |
| Kogelomloopsysteem | Speling, conditie van het steunlager en voorspanning | Verbeter de voedingsstabiliteit |
| Spindelsysteem | Lagergeluid, warmte, slingering en voorspanning | Houd de rotatie stabiel |
| Snijparameters | Snelheid, voeding en snijdiepte | Vermijd resonantie en verminder de snijkracht |
| Fundering | Waterpassing, ankerbouten en stijfheid van de vloer | Voorkom laagfrequente versterking |
| Demping | Passieve dempers of actieve trillingscontrole | Verminder trillingsoverdracht |
Gebruik onderhoud en monitoring als preventie
Voorkomen is beter dan noodherstel. Regelmatige controles op spindelslag helpen lagerproblemen vroegtijdig op te sporen. Inspectie van de speling op de kogelomloopspindel helpt trillingen in de voeding te voorkomen. Inspectie van de smering voorkomt wrijving en slijtage aan de geleidingen. Waterpascontroles voorkomen resonantie door de fundering. Trillingsbewaking is nuttig omdat het vroegtijdige waarschuwingssignalen kan tonen voordat het oppervlak onacceptabel wordt.
Actieve dempingssystemen kunnen helpen bij uiterst nauwkeurig werk. Sensoren detecteren trillingen in realtime. Controle-elementen reageren en verminderen resonantie.8 Passieve dempingssystemen zijn eenvoudiger. Ze gebruiken massablokken, veren, kussens of dempers om energie te absorberen. Beide methoden kunnen helpen, maar ze werken het best wanneer de machine eerst mechanisch in goede staat verkeert.
Conclusie
Trillingen op een CNC-draaibank met schuin bed schaden de afwerking, nauwkeurigheid, standtijd van gereedschap en de gezondheid van de machine. Stabiele verspaning hangt af van stijfheid, balans, onderhoud, demping en geschikte snijparameters.
-
"Mechanische resonantie – Wikipedia", https://en.wikipedia.org/wiki/Mechanical_resonance. Resonantie treedt op in mechanische systemen wanneer de frequentie van externe excitatie samenvalt met de natuurlijke frequentie van een systeem, wat resulteert in een dramatische versterking van de amplitude door constructieve interferentie van oscillaties. Bewijsrol: mechanisme; brontype: educatie. Ondersteunt: het resonantieverschijnsel waarbij de trillingsamplitude dramatisch toeneemt wanneer de excitatiefrequentie overeenkomt met de natuurlijke frequentie. ↩
-
"[PDF] Chatter-stabiliteit van bewerkingsactiviteiten", https://mtrc.utk.edu/wp-content/uploads/sites/45/2020/08/manu_142_11_110801.pdf. Onderzoek naar verspaningsstabiliteit identificeert regeneratieve chatter, een vorm van zelfopgewekte trilling, als bijzonder problematisch omdat het exponentieel kan groeien vanuit het snijproces zelf, wat vaak onmiddellijke interventie vereist om schade aan het werkstuk en gereedschapbreuk te voorkomen. Bewijsrol: consensus van experts; brontype: onderzoek. Ondersteunt: de specifieke ernst van zelfopgewekte trillingen (chatter) bij verspaningsoperaties. ↩
-
"Verspaningstrillingen – Wikipedia", https://en.wikipedia.org/wiki/Machining_vibrations. Het mechanisme van regeneratieve chatter bij verspaning ontstaat wanneer het snijgereedschap oppervlaktegolvingen tegenkomt die zijn achtergelaten door eerdere gangen, waardoor gemoduleerde snijkrachten ontstaan die het trillingspatroon onder bepaalde omstandigheden van snijsnelheid en systeemdynamiek kunnen versterken en vergroten. Bewijsrol: mechanisme; brontype: onderzoek. Ondersteunt: het regeneratieve mechanisme waardoor chatter zich ontwikkelt door interactie tussen opeenvolgende snijgangen. ↩
-
"CNC-draaibanken met schuin bed versus vlak bed: een uitgebreide vergelijking …", https://www.blincnc.com/Slant-Bed-vs-Flat-Bed-CNC-Lathes:-A-Comprehensive-Comparison-for-Your-Machine-Shop.html. Literatuur over het ontwerp van werktuigmachines merkt op dat configuraties met een schuin bed de door zwaartekracht ondersteunde spaanafvoer vergemakkelijken en een verbeterde structurele stijfheid kunnen bieden door driehoekige belastingpaden, hoewel de werkelijke prestaties afhangen van de specifieke ontwerpuitvoering. Bewijsrol: algemene ondersteuning; brontype: educatie. Ondersteunt: de structurele voordelen van het ontwerp met schuin bed voor spaanafvoer en stijfheid. Toelichting: vergelijkende voordelen variëren met specifieke machineontwerpen en zijn mogelijk niet uniform van toepassing op alle implementaties met een schuin bed. ↩
-
"[PDF] Slijtagepatronen op kogellagers gesmeerd door verontreinigd vet …", https://www.tribology.rs/journals/2025/2025-2/2-1893.pdf. Onderzoek naar lagerdegradatie identificeert slijtagepatronen in een vroeg stadium, waaronder oppervlaktevermoeidheid op loopvlakken en rollende elementen, vergezeld van geleidelijke vermindering van de voorspanning en meetbare toenames in radiale uitslag voordat catastrofaal falen optreedt. Bewijsrol: mechanisme; brontype: onderzoek. Ondersteunt: het karakteristieke verloop van lagerslijtage van initiële schade tot verlies van voorspanning en verhoogde uitslag. ↩
-
"Studie naar de invloed van ongebalanceerd faseverschil … – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC11945112/. Rotordynamica-theorie stelt vast dat onbalans van de massa in roterende componenten centrifugale krachten genereert die trillingen produceren op de fundamentele rotatiefrequentie en de harmonischen daarvan, met een amplitude die evenredig is aan het kwadraat van de rotatiesnelheid. Bewijsrol: mechanisme; brontype: educatie. Ondersteunt: hoe onbalans van de massa in roterende componenten trillingen genereert op frequenties die direct gerelateerd zijn aan de rotatiesnelheid. ↩
-
"Een numeriek model voor het voorspellen van het effect van de neusstraal van gereedschap op …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9104572/. Onderzoek naar snijmechanica toont aan dat grotere neusstralen de snijkrachten over een grotere contactlengte verdelen, wat de oppervlakteafwerking verbetert, maar ook de radiale krachtcomponent vergroot, wat de stabiliteit kan verminderen in systemen met beperkte radiale stijfheid. Bewijsrol: mechanisme; brontype: onderzoek. Ondersteunt: hoe de neusstraal van het gereedschap de richting van de snijkracht en de verspaningsstabiliteit beïnvloedt. ↩
-
"Actieve trillingsbeheersing voor freesbewerkingen, inclusief frequentie ...", https://www.sciencedirect.com/science/article/pii/S2212827123001646. Actieve trillingsbeheersingssystemen maken gebruik van sensoren om structurele trillingen in real-time te meten en actuatoren om tegenwerkende krachten toe te passen, waardoor trillingsreductie wordt bereikt door middel van feedback-controlealgoritmen, met toepassingen in precisiebewerking en productie. Bewijsrol: mechanisme; brontype: onderzoek. Ondersteunt: de werkingsprincipes van actieve trillingsbeheersingssystemen in precisiemachines. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.