

Wie wählt man zwischen einer verfahrbaren und einer feststehenden Spindel für HMCs?
Die Spezifikation eines horizontalen Bearbeitungszentrums erfordert monatelange technische Überprüfungen. Wenn das Beschaffungsteam die erforderliche Spindelarchitektur1 für Tiefbohrvorgänge falsch einschätzt, ist das Ergebnis heftiges Werkzeugrattern2 und gravierende Produktionsengpässe. Die Auswahl der korrekten Spindelkonstruktion während der Investitionsphase (CapEx) ist entscheidend, um diese kostspieligen Fertigungsfehler zu vermeiden.
Eine feste Spindel bewegt das gesamte Spindelgehäuse für extreme Steifigkeit beim schweren Planfräsen und in der Hochvolumenproduktion. Eine ausfahrbare Spindel schiebt eine Bohrstange direkt in tiefe Kavitäten. Wählen Sie eine feste Spindel für schnelle prismatische Teile und eine ausfahrbare Spindel für massive Schwerindustriekomponenten mit tiefen Bohrungen.
Die grundlegende Entscheidung zwischen einer festen und einer ausfahrbaren Spindel bestimmt letztendlich die Bearbeitungsstrategie, die Zykluszeiten und die Möglichkeiten der Oberflächengüte Ihres Betriebs. Lassen Sie uns die genauen mechanischen Unterschiede zwischen diesen beiden Architekturen analysieren, damit Ihr Ingenieurteam die ideale Maschine für Ihre spezifischen Produktionsanforderungen spezifizieren kann.
Was ist der grundlegende Unterschied zwischen einem HMC mit ausfahrbarer Spindel und einem mit fester Spindel?
Standard Z-Achsen-Verfahrgrenzen3 bestimmen oft Ihre Strategie zur Werkstückspannung. Ihre Fertigungsingenieure müssen die genauen kinematischen Unterschiede zwischen diesen beiden Spindeltypen verstehen, um sicherzustellen, dass die Maschine alle internen Merkmale physisch erreichen kann, ohne Kollisionen oder Überdehnungen zu riskieren.
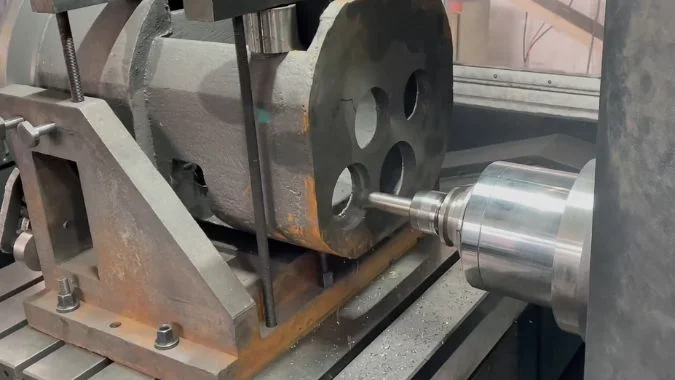
Eine feste Spindel arretiert die rotierende Welle in einem schweren Gussteil. Der gesamte massive Spindelkopf bewegt sich für den Vorschub des Werkzeugs. Eine ausfahrbare Spindel verfügt über eine unabhängige W-Achse. Dies ermöglicht es einer zentralen Bohrstange oder einem schweren Stößel, direkt aus dem Spindelkasten in tiefe Werkstückkavitäten auszufahren.
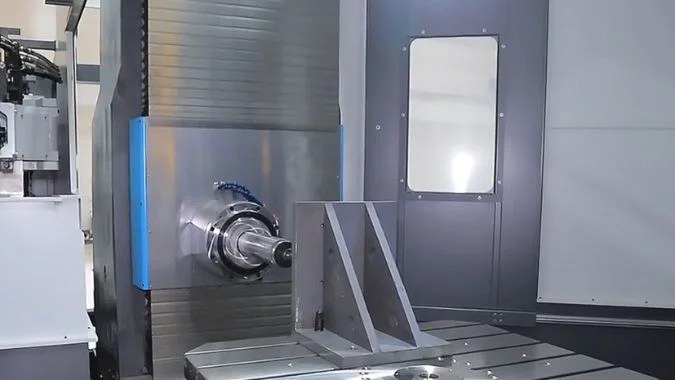
Das physische Layout bestimmt exakt, was die Maschine leisten kann. Bei einem horizontalen Bearbeitungszentrum mit fester Spindel ist das Spindelgehäuse fest mit einem massiven Eisensattel oder einer Säule verschraubt. Die Spindel rotiert nur. Sie fährt niemals nach außen. Wenn Sie eine Vorwärtsbewegung befehlen, bewegt die Maschine die gesamte schwere Eisensäule oder den gesamten Arbeitstisch. Dieses Design eliminiert komplexe interne Gleitteile. Die Maschine arbeitet sehr schnell. Sie wechselt Werkzeuge in Sekunden. Sie erhalten unglaubliche Geschwindigkeit und einfache Zuverlässigkeit.
Eine ausfahrbare Spindel funktioniert grundlegend anders. Wir bezeichnen dies oft als Horizontalbohrwerk. Es fügt eine völlig neue Richtung hinzu, die sogenannte W-Achse4. Ein Stahlzylinder, Pinole genannt, oder ein schwerer quadratischer Stößel fährt aus dem Hauptspindelkasten aus. Die schwere Maschinensäule bleibt absolut unbeweglich. Nur die zentrale Stange fährt nach vorne. Dies ermöglicht es der Spindel, tief in massive stationäre Teile zu gelangen. Die feste Spindel bietet unerreichte Geschwindigkeit und einfaches Design. Die ausfahrbare Spindel bietet extreme Reichweite. Sie wählen die feste Spindel für hochvolumige automatisierte Fertigungslinien. Sie wählen die ausfahrbare Spindel, wenn Sie riesige Schiffsmotoren oder tiefe Pumpengehäuse bearbeiten.
| Merkmal der Maschine | Architektur mit fester Spindel | Architektur mit ausfahrbarer Spindel |
|---|---|---|
| Ausfahrmechanismus | Der Kopf bewegt sich als ein solider Block | Interne Stange gleitet nach außen |
| Achsenbezeichnung | Standard X-, Y-, Z-Achsen | Fügt eine dedizierte W-Achse hinzu |
| Bewegte Masse | Leichter Kopf bewegt sich sehr schnell | Schwere Stange bewegt sich langsam |
| Primäre Stärke | Extreme Geschwindigkeit und schnelle Wechsel | Extreme Reichweite für tiefe Bohrungen |
Warum bietet ein HMC mit fester Spindel eine überlegene Steifigkeit für das Schwerzerspanen?
Die Herstellung schwerer Geräte erfordert aggressive Materialabtragsraten bei zähen Stahllegierungen. Um dies ohne katastrophalen Fräserausfall zu erreichen, muss die Maschine strukturelle Steifigkeit5 die Schnittkräfte komfortabel übertreffen. Die Bewertung der tragfähigen Architektur der Spindel vor dem Kauf stellt sicher, dass die Maschine diesen Hochleistungsanwendungen standhalten kann.
Eine feste Spindel bietet überlegene Steifigkeit beim Planfräsen, da sie den internen Gleitmechanismus eliminiert. Die Lager sitzen direkt hinter dem Schneidwerkzeug. Diese kurze, solide Verbindung verhindert das Verbiegen und Vibrieren, das auftritt, wenn eine ausfahrbare Spindel bei schwerem Seitenfräsen ausfährt.

Eine feste Spindel hält die Hauptstützlager direkt neben der Schneidkante. Es gibt keinen leeren Raum. Das Schneidwerkzeug trifft auf hartes Metall. Der massive Eisenguss absorbiert den Stoß sofort. Der Maschinenkopf bewegt sich als ein riesiger Block. Dies verhindert, dass sich das Werkzeug seitwärts verbiegt. Wir messen diesen Biegewiderstand leicht. Eine feste Spindel schneidet sehr gut ab.
Eine ausfahrbare Spindel verliert diese seitliche Steifigkeit, wenn sie ausfährt. Die lange Stahlstange wirkt wie ein Sprungbrett. Wenn man seitlich gegen ein langes Sprungbrett drückt, federt es sofort. Dieses Federn verursacht schreckliche Vibrationen und ruiniert Ihre Metalloberfläche. Um die besten Ergebnisse mit einer festen Spindel zu erzielen, müssen Sie moderne Werkzeugaufnahmen verwenden. Standardkegel ziehen nur von hinten. Sie sollten Doppelkontaktkegel6 like Coromant Capto7 oder HSK8. Diese Aufnahmen liegen flach an der Spindelstirnseite an. Dies verriegelt das Werkzeug absolut starr. Sie können enorme Schnitttiefen ohne Angst vor Vibrationen erreichen. Für tiefe Bohrungen müssen Sie jedoch eine verfahrbare Spindel verwenden. Eine feststehende Spindel benötigt einen langen, schwachen Werkzeughalter, um in die Tiefe zu gelangen. Die dicke verfahrbare Bohrstange ist weitaus stabiler als ein langer Werkzeughalter.
| Zustand der Werkzeuge | Leistung der feststehenden Spindel | Leistung der verfahrbaren Spindel |
|---|---|---|
| Schweres Planfräsen | Extrem starr und stabil | Schwach bei ausgefahrener Bohrstange |
| Tieflochbohren | Mangelhaft aufgrund langer Werkzeughalter | Extrem stark und präzise |
| Lagerunterstützung | Direkt hinter dem Schneidwerkzeug | Entfernt sich vom Hauptgehäuse |
| Ideale Werkzeugschnittstelle | HSK oder Coromant Capto | Standard-Steilkegelblöcke |
Welche Spindelart ist vielseitiger für die mehrseitige Bearbeitung?
Die Maximierung der Spindellaufzeit bei komplexen Bauteilen wie Getriebegehäusen erfordert den Verzicht auf manuelles Umspannen. Ihre Werkzeug- und Prozessteams müssen bewerten, welche Spindelarchitektur sich am besten in mehrachsige Rundtische und automatisierte Palettenhandhabung integrieren lässt, um eine echte Effizienz bei der mehrseitigen Bearbeitung zu erreichen.
Eine feststehende Spindel ist unglaublich vielseitig für schnelle, mehrseitige prismatische Teile unter Verwendung automatischer Palettenwechsler. Eine verfahrbare Spindel ist weitaus vielseitiger für massive, asymmetrische Teile, da sie tiefe innere Hohlräume erreicht und sogar Drehoperationen mit speziellen U-Achsen-Planköpfen durchführen kann.

Vielseitigkeit bedeutet für verschiedene Fabriken unterschiedliche Dinge. Ein horizontales Bearbeitungszentrum mit feststehender Spindel dominiert die Standardarbeit in der Fabrik. Sie spannen Ihr mittelgroßes Teil auf eine Vorrichtung. Der Rundtisch dreht das Teil. Die feststehende Spindel erreicht problemlos drei oder vier Seiten in einer Aufspannung. Die Späne fallen direkt in den Späneförderer. Sie verwenden einen Automatischer Palettenwechsler9 Um das nächste Teil zu laden, während die Maschine schneidet. Ihre Spindel läuft 85 Prozent des Tages. Sie verdienen sehr schnell sehr viel Geld.
Eine verfahrbare Spindel löst völlig andere Probleme. Man kann keine 50-Tonnen-Windkraftnaben auf einen Palettenwechsler setzen. Das Teil liegt einfach auf dem Boden. Die verfahrbare Spindel bietet Ihnen die Vielseitigkeit, das Innere dieses riesigen Teils zu erreichen. Sie fahren die W-Achsen-Pinole aus, um tiefe Löcher in das Gussteil zu bohren. Sie können sogar einen programmierbaren U-Achsen-Plankopf an der verfahrbaren Spindel anbringen. Dadurch wird Ihre Fräsmaschine zu einer riesigen Drehmaschine. Das Werkzeug rotiert um das feststehende Werkstück, um flache Flansche oder Gewinde zu schneiden. Sie entscheiden sich für eine verfahrbare Spindel, wenn das Teil zu groß ist, um es sicher zu bewegen.
| Vielseitigkeitsfaktor | Lösung mit fester Spindel | Lösung mit verfahrbarer Spindel |
|---|---|---|
| Teilebeladung | Automatische Palettenwechsler | Brückenkräne für Bodenplatten |
| Mehrseitige Bearbeitung | Schnelle B-Achsen-Rundtische | W-Achsen-Reichweite und manuelle Einrichtung |
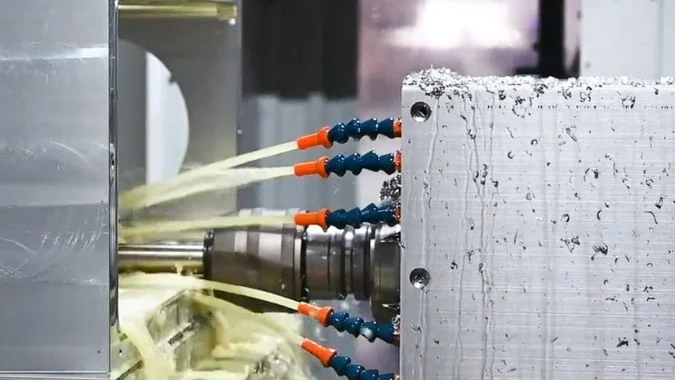
| Chip-Evakuierung | Fällt leicht in Förderbänder | Erfordert Hochdruckspülung |
| Spezialfunktionen | Hochgeschwindigkeits-Werkzeugwechsel | Drehen mit U-Achsen-Planköpfen |
Was sind die Wartungsunterschiede zwischen fester und ausfahrbarer Spindel?
Ungeplante Ausfallzeiten bei einem primären horizontalen Bearbeitungszentrum zerstören Produktionspläne und erhöhen die Gesamtbetriebskosten (TCO). Ihre Wartungsabteilung muss die spezifischen Anforderungen an die präventive Instandhaltung jedes Spindeltyps verstehen, um die geometrische Genauigkeit aufrechtzuerhalten und langfristige Zuverlässigkeit zu gewährleisten.
Feste Spindeln erfordern eine strenge Wartung der Zugstangen-Spannkraft, der Sauberkeit des Kegels und der Öl-Luft-Nebelsysteme. Verfahrbare Spindeln erfordern eine komplexe Wartung der gleitenden Abstreifdichtungen, der hydrostatischen Ölfiltration und der Laserkalibrierung, um geometrisches Absacken beim Ausfahren der schweren Pinole zu korrigieren.
Sie müssen diese beiden Spindeltypen sehr unterschiedlich behandeln. Eine feste Spindel dreht sich sehr schnell. Sie erreicht oft zwanzigtausend U/min. Hitze ist hier der größte Feind. Die Maschine verwendet einen speziellen Öl-Luft-Nebel, um die Lager kühl und sauber zu halten. Sie müssen Ihre Werksluft perfekt trocken halten. Wasser in der Luftleitung zerstört eine feste Spindel sofort. Sie müssen außerdem wöchentlich die Zugkraft der Zugstange überprüfen. Die Federn ermüden mit der Zeit. Eine schwache Feder lässt das Werkzeug vibrieren und ruiniert den Spindelkegel vollständig.
Eine bewegliche Spindel erfordert eine völlig andere Pflege. Die schwere Stahlstange gleitet den ganzen Tag in den Spindelstock hinein und wieder heraus. Gummiabstreifer reinigen die Stange, während sie wieder eingezogen wird. Wenn eine Dichtung reißt, werden scharfe Metallspäne in die Maschine gezogen. Dies zerstört die teuren hydrostatischen Gleitlager. Sie müssen diese Dichtungen ständig überprüfen. Die Schwerkraft zieht die lange Stange auch nach unten, wenn sie ausgefahren ist. Wir nennen das geometrisches Absinken10. Sie müssen einmal im Jahr einen Techniker mit einem Laser beauftragen, um dieses Absinken zu messen. Der Computer lernt das exakte Absinken und stellt die Maschine nach oben, um Ihre tiefen Bohrungen perfekt gerade zu halten.
| Wartung Aufgabe | HMC mit fester Spindel | HBM mit beweglicher Spindel |
|---|---|---|
| Kernschutz | Luft für Ölnebel trocken halten | Gummiabstreifer prüfen |
| Werkzeugspannung | Zugfedern wöchentlich prüfen | Schwere Anzugsbolzen reinigen |
| Genauigkeitsprüfung | Kegelkontakt prüfen | Absinken per Laser kalibrieren |
| Lagertyp | Hochgeschwindigkeits-Rollenlager | Hydrostatischer Fluiddruck |
Schlussfolgerung
Wählen Sie eine feste Spindel für eine schnelle, starre Produktion von Teilen in großen Mengen. Wählen Sie eine bewegliche Spindel, um tief in massive Industriekomponenten zu gelangen. Stimmen Sie die Maschine genau auf Ihre Arbeit ab.
-
Lernen Sie die Vor- und Nachteile von festen gegenüber beweglichen Spindelarchitekturen kennen, um fundierte Entscheidungen beim Kauf von CNC-Anlagen zu treffen. ↩
-
Verstehen Sie die Grundursachen für Werkzeugrattern und bewährte Lösungen, um die Oberflächengüte zu erhalten und die Werkzeuglebensdauer zu verlängern. ↩
-
Lernen Sie, Spannstrategien unter Berücksichtigung der Z-Achsen-Grenzwerte zu planen, um einen kollisionsfreien Zugang zu kritischen Bauteilmerkmalen zu gewährleisten. ↩
-
Erfahren Sie, wie die dedizierte W-Achse die Tiefbohrkapazität für die effiziente Bearbeitung massiver, stationärer Werkstücke erweitert. ↩
-
Finden Sie heraus, wie sich die Maschinensteifigkeit auf die Schnittkräfte, die Ratterunterdrückung und die allgemeine Bearbeitungsstabilität auswirkt. ↩
-
Lernen Sie, wie Doppelkonus-Schnittstellen die Steifigkeit der Werkzeugaufnahme verbessern und Vibrationen bei schweren Zerspanungsanwendungen reduzieren. ↩
-
Entdecken Sie das modulare Coromant Capto-Werkzeugaufnahmesystem für extremen Werkzeughalt und vielseitige Bearbeitungskonfigurationen. ↩
-
Entdecken Sie HSK-Aufnahmen für überlegenen Plananlagekontakt, Hochgeschwindigkeitsrotation und minimalen Rundlauffehler beim Präzisionsfräsen. ↩
-
Erfahren Sie, wie automatische Palettenwechsler Ausfallzeiten reduzieren, indem Werkstücke geladen werden, während die Maschine weiter zerspant. ↩
-
Lernen Sie, wie Sie das Durchhängen der Spindel mit Laserkalibrierung messen und kompensieren, um die Geradheit von Löchern bei Tiefbohrungen zu erhalten. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.