

Comment choisir entre une broche mobile et une broche fixe pour un centre d'usinage horizontal (HMC) ?
La spécification d'un centre d'usinage horizontal nécessite des mois d'examen technique. Si l'équipe d'approvisionnement évalue mal l'architecture de la broche1 nécessaire pour les opérations d'alésage profond, il en résulte de violentes vibrations de l'outil2 et de graves goulots d'étranglement dans la production. Le choix de la conception de broche appropriée lors de la phase de dépenses d'investissement (CapEx) est essentiel pour éviter ces erreurs de fabrication coûteuses.
Une broche fixe déplace l'ensemble du bâti de la tête pour une rigidité extrême lors du fraisage de face lourd et de la production à haut volume. Une broche mobile déploie une barre d'alésage directement dans les cavités profondes. Choisissez une broche fixe pour des pièces prismatiques rapides et une broche mobile pour des composants industriels lourds de grande taille à trous profonds.
La décision fondamentale entre une broche fixe et une broche mobile dicte en fin de compte la stratégie d'usinage de votre atelier, les temps de cycle et les capacités de finition de surface. Analysons les différences mécaniques exactes entre ces deux architectures afin que votre équipe d'ingénierie puisse spécifier la machine idéale pour vos exigences de production spécifiques.
Quelle est la différence fondamentale entre une broche mobile et une broche fixe sur un centre d'usinage horizontal (HMC) ?
Standard Les limites de course de l'axe Z3 dictent souvent votre stratégie de bridage des pièces. Vos ingénieurs de fabrication doivent comprendre les différences cinématiques exactes entre ces deux types de broches pour vérifier que la machine peut physiquement atteindre toutes les caractéristiques internes sans collision ni dépassement.
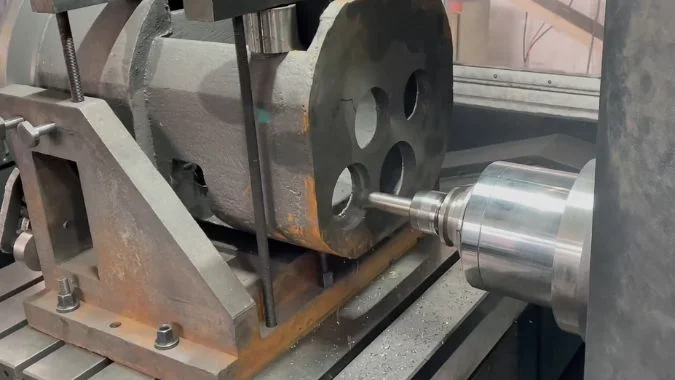
Une broche fixe verrouille l'arbre rotatif à l'intérieur d'un bâti lourd. L'ensemble de la tête massive se déplace pour faire avancer l'outil. Une broche mobile dispose d'un axe W indépendant. Cela permet à une barre d'alésage centrale ou à un coulisseau lourd de glisser hors de la poupée fixe directement dans les cavités profondes des pièces.
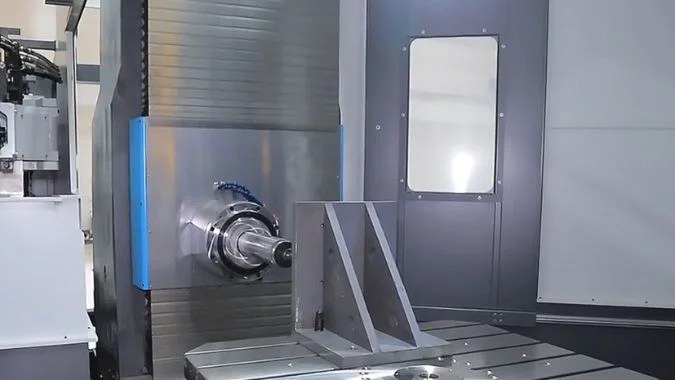
La disposition physique détermine exactement ce que la machine peut faire. Dans un centre d'usinage horizontal à broche fixe, le logement de la broche est boulonné fermement à une selle ou une colonne en fonte massive. La broche ne fait que tourner. Elle ne s'étend jamais vers l'extérieur. Vous commandez un mouvement vers l'avant. La machine déplace toute la colonne lourde en fonte ou toute la table de travail. Cette conception élimine les pièces coulissantes internes complexes. La machine se déplace très rapidement. Elle change les outils en quelques secondes. Vous obtenez une vitesse incroyable et une fiabilité simple.
Une broche mobile fonctionne très différemment. Nous appelons souvent cela une aléseuse horizontale. Elle ajoute une toute nouvelle direction appelée l'axe W4. Un cylindre en acier appelé fourreau ou un coulisseau carré lourd glisse hors de la poupée principale. La colonne lourde de la machine reste parfaitement immobile. Seule la barre centrale s'étend vers l'avant. Cela permet à la broche d'atteindre l'intérieur profond de pièces massives stationnaires. La broche fixe vous offre une vitesse inégalée et une conception simple. La broche mobile vous offre une portée extrême. Vous choisissez la broche fixe pour les lignes d'usine automatisées à haut volume. Vous choisissez la broche mobile lorsque vous usinez des moteurs de navires géants ou des corps de pompe profonds.
| Caractéristiques de la machine | Architecture à broche fixe | Architecture à broche mobile |
|---|---|---|
| Mécanisme d'extension | La tête se déplace en un bloc solide | La barre interne coulisse vers l'extérieur |
| Désignation des axes | Axes X, Y, Z standards | Ajoute un axe W dédié |
| Masse en mouvement | La tête légère se déplace très rapidement | La barre lourde se déplace lentement |
| Force principale | Vitesse extrême et changements rapides | Portée extrême pour les trous profonds |
Pourquoi une broche fixe HMC offre-t-elle une rigidité supérieure pour le fraisage intensif ?
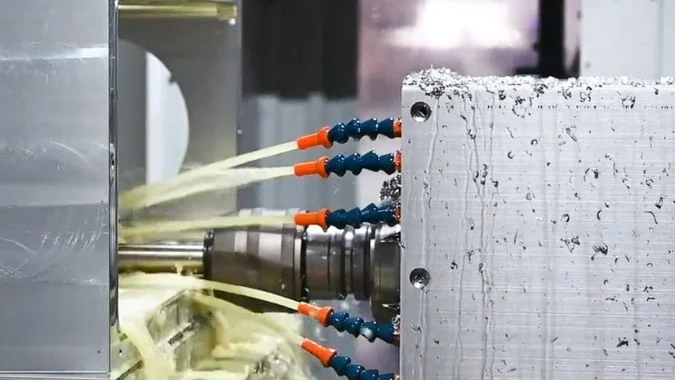
La fabrication d'équipements lourds exige des taux d'enlèvement de matière agressifs sur des alliages d'acier résistants. Pour y parvenir sans rupture catastrophique de l'outil de coupe, la machine rigidité structurelle5 doit confortablement excéder les forces de coupe. L'évaluation de l'architecture porteuse de la broche avant l'achat garantit que la machine pourra supporter ces applications intensives.
Une broche fixe offre une rigidité supérieure pour le fraisage en bout car elle élimine le mécanisme coulissant interne. Les roulements sont placés directement derrière l'outil de coupe. Cette connexion courte et solide empêche la flexion et les vibrations qui se produisent lorsqu'une broche mobile s'étend lors de travaux de fraisage latéral intensifs.

Une broche fixe maintient les principaux roulements de support juste à côté de l'arête de coupe. Il n'y a pas d'espace vide. L'outil de coupe frappe le métal dur. Le bâti en fonte solide absorbe instantanément le choc. La tête de la machine se déplace en un bloc géant. Cela empêche l'outil de fléchir latéralement. Nous mesurons facilement cette résistance à la flexion. Une broche fixe obtient un score très élevé.
Une broche mobile perd cette rigidité latérale lorsqu'elle s'étend. La longue barre en acier agit comme un tremplin. Si vous poussez latéralement sur un long tremplin, il rebondit immédiatement. Ce rebond provoque des vibrations terribles et ruine la surface de votre métal. Pour obtenir les meilleurs résultats avec une broche fixe, vous devez utiliser des porte-outils modernes. Les cônes standards tirent simplement par l'arrière. Vous devriez utiliser des cônes à double contact6 comme Coromant Capto7 ou HSK8. Ces supports s'appuient à plat contre la face de la broche. Cela verrouille l'outil de manière totalement rigide. Vous pouvez effectuer des passes d'une profondeur importante sans craindre de vibrations. Cependant, vous devez utiliser une broche mobile pour les trous profonds. Une broche fixe nécessite un porte-outil long et peu rigide pour atteindre les zones profondes. La barre mobile épaisse est bien plus robuste qu'un porte-outil long.
| État de l'outillage | Performance de la broche fixe | Performance de la broche mobile |
|---|---|---|
| Surfaçage lourd | Extrêmement rigide et stable | Faible si la barre est étendue |
| Alésage de trous profonds | Médiocre en raison de la longueur des porte-outils | Extrêmement robuste et précis |
| Support de palier | Juste derrière l'outil de coupe | S'éloigne du bâti principal |
| Interface d'outil idéale | HSK ou Coromant Capto | Blocs à cône standard robustes |
Quel type de broche est le plus polyvalent pour l'usinage multi-faces ?
Maximiser le temps de fonctionnement de la broche sur des composants complexes tels que les boîtes de vitesses nécessite d'éliminer les refixations manuelles. Vos équipes d'outillage et de processus doivent évaluer quelle architecture de broche s'intègre le mieux avec les tables rotatives multi-axes et la manipulation automatisée des palettes pour atteindre une réelle efficacité d'usinage multi-faces.
Une broche fixe est incroyablement polyvalente pour les pièces prismatiques rapides et multi-faces utilisant des changeurs de palettes automatiques. Une broche mobile est nettement plus polyvalente pour les pièces massives et asymétriques car elle atteint les cavités internes profondes et peut même effectuer des opérations de tournage en utilisant des têtes de surfaçage spéciales à axe U.

La polyvalence signifie des choses différentes selon les usines. Un centre d'usinage horizontal à broche fixe domine le travail industriel standard. Vous placez votre pièce de taille moyenne sur un montage en dé (tombstone). La table rotative fait tourner la pièce. La broche fixe atteint facilement trois ou quatre faces en une seule mise en place. Les copeaux tombent directement dans la vis d'évacuation. Vous utilisez un changeur de palettes automatique9 pour charger la pièce suivante pendant que la machine est en train de couper. Votre broche fonctionne quatre-vingt-cinq pour cent de la journée. Vous gagnez beaucoup d'argent très rapidement.
Une broche mobile permet de résoudre des problèmes totalement différents. Vous ne pouvez pas placer un moyeu d'éolienne de cinquante tonnes sur un changeur de palettes. La pièce est simplement posée au sol. La broche mobile vous offre la polyvalence nécessaire pour atteindre l'intérieur de cette pièce géante. Vous étendez la barre de l'axe W pour aléser des trous profondément à l'intérieur de la pièce coulée. Vous pouvez même fixer une tête à dresser à axe U programmable sur la broche mobile. Cela transforme votre fraiseuse en un tour géant. L'outil tourne autour de la pièce fixe pour couper des brides plates ou des filetages. Vous choisissez la broche mobile lorsque la pièce est trop grande pour être déplacée en toute sécurité.
| Facteur de polyvalence | Solution à broche fixe | Solution à broche mobile |
|---|---|---|
| Chargement des pièces | Changeurs de palettes automatiques | Ponts roulants vers plaques au sol |
| Accès multi-faces | Tables rotatives à axe B rapide | Portée de l'axe W et configuration manuelle |
| Évacuation des puces | Tombe facilement dans les convoyeurs | Nécessite un rinçage à haute pression |
| Fonctions spéciales | Changements d'outils à haute vitesse | Tournage avec têtes à dresser à axe U |
Quelles sont les différences de maintenance entre une broche fixe et une broche mobile ?
Les temps d'arrêt imprévus sur un centre d'usinage horizontal primaire détruisent les calendriers de production et augmentent le coût total de possession (TCO). Votre service de maintenance doit comprendre les exigences spécifiques de soins préventifs de chaque type de broche pour maintenir la précision géométrique et garantir une fiabilité à long terme.
Les broches fixes exigent un entretien strict de la force de serrage de la barre de traction, de la propreté du cône et des systèmes de lubrification huile-air. Les broches mobiles nécessitent un entretien complexe des joints racleurs coulissants, de la filtration de l'huile hydrostatique et de l'étalonnage laser pour corriger l'affaissement géométrique lorsque la barre lourde s'étend vers l'extérieur.
Vous devez traiter ces deux broches très différemment. Une broche fixe tourne très vite. Elle atteint souvent vingt mille tr/min. La chaleur est le plus grand ennemi ici. La machine utilise une brume huile-air spéciale pour garder les roulements frais et propres. Vous devez maintenir l'air de votre usine parfaitement sec. L'eau dans la conduite d'air détruira instantanément une broche fixe. Vous devez également vérifier la force de traction de la barre de traction chaque semaine. Les ressorts s'usent avec le temps. Un ressort faible laisse l'outil trembler et ruine complètement le cône de la broche.
Une broche mobile nécessite un entretien totalement différent. La barre d'acier lourde coulisse dans la poupée fixe toute la journée. Des joints racleurs en caoutchouc nettoient la barre lorsqu'elle se rétracte. Si un joint se rompt, des copeaux métalliques tranchants sont entraînés à l'intérieur de la machine. Cela détruit les coûteux paliers lisses hydrostatiques. Vous devez vérifier ces joints en permanence. La gravité fait également pencher la longue barre vers le bas lorsqu'elle est déployée. Nous appelons cela l'affaissement géométrique10. Vous devez engager un technicien équipé d'un laser pour mesurer cet affaissement une fois par an. L'ordinateur enregistre l'affaissement exact et ajuste la machine vers le haut pour maintenir vos trous profonds parfaitement droits.
| Tâche de maintenance | Centre d'usinage horizontal (HMC) à broche fixe | Aléseuse-fraiseuse (HBM) à broche mobile |
|---|---|---|
| Protection du noyau | Maintenir l'air sec pour le brouillard d'huile | Vérifier les joints racleurs en caoutchouc |
| Serrage d'outil | Tester les ressorts de la barre de traction chaque semaine | Nettoyer les tirettes de serrage robustes |
| Vérification de la précision | Vérifier le contact du cône par essuyage | Étalonner l'affaissement avec un laser |
| Type de roulement | Roulements à rouleaux haute vitesse | Pression du fluide hydrostatique |
Conclusion
Choisissez une broche fixe pour une production de pièces rapide, rigide et à haut volume. Choisissez une broche mobile pour atteindre l'intérieur de composants industriels massifs. Adaptez la machine à votre travail précis.
-
Découvrez les avantages et les inconvénients des architectures à broche fixe par rapport à la broche mobile afin de prendre des décisions d'achat d'équipement CNC éclairées. ↩
-
Comprenez les causes profondes des vibrations de l'outil et les solutions éprouvées pour maintenir la qualité de l'état de surface et prolonger la durée de vie des outils. ↩
-
Apprenez à planifier les stratégies de bridage en fonction des limites de l'axe Z pour garantir un accès sans collision aux zones critiques de la pièce. ↩
-
Découvrez comment l'axe W dédié permet d'ajouter des capacités d'alésage profond pour usiner efficacement des pièces stationnaires massives. ↩
-
Découvrez comment la rigidité d'une machine influe sur les forces de coupe, la suppression des vibrations et la stabilité globale de l'usinage. ↩
-
Apprenez comment les cônes à double contact améliorent la rigidité du porte-outil et réduisent les vibrations pour les applications de coupe lourde. ↩
-
Explorez le système de porte-outils modulaire Coromant Capto pour une rétention d'outil extrême et des configurations d'usinage polyvalentes. ↩
-
Découvrez les porte-outils HSK pour un contact frontal supérieur, une rotation à haute vitesse et un faux-rond minimal en fraisage de précision. ↩
-
Voyez comment les changeurs de palettes automatiques réduisent les temps d'arrêt en chargeant les pièces pendant que la machine continue de couper. ↩
-
Apprenez à mesurer et à compenser l'affaissement de la broche grâce à l'étalonnage laser pour maintenir la rectitude des trous lors des alésages profonds. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.