

How to Choose Between Travelling and Fixed Spindle for HMC?
Specifying a horizontal machining center requires months of engineering review. If the procurement team misjudges the required spindle architecture1 for deep boring operations, the result is violent tool chatter2 and severe production bottlenecks. Selecting the correct spindle design during the capital expenditure (CapEx) phase is critical to preventing these costly manufacturing errors.
A fixed spindle moves the entire head casting for extreme rigidity in heavy face milling and high-volume production. A traveling spindle extends a boring bar directly into deep cavities. Choose a fixed spindle for fast prismatic parts and a traveling spindle for massive deep-hole heavy industrial components.
The fundamental decision between a fixed and traveling spindle ultimately dictates your shop’s machining strategy, cycle times, and surface finish capabilities. Let’s break down the exact mechanical differences between these two architectures so your engineering team can specify the ideal machine for your specific production requirements.
What Is the Fundamental Difference Between a Traveling Spindle and a Fixed Spindle HMC?
Standard Z-axis travel limits3 often dictate your part fixturing strategy. Your manufacturing engineers must understand the exact kinematic differences between these two spindle types to verify that the machine can physically reach all internal features without collision or over-extension.
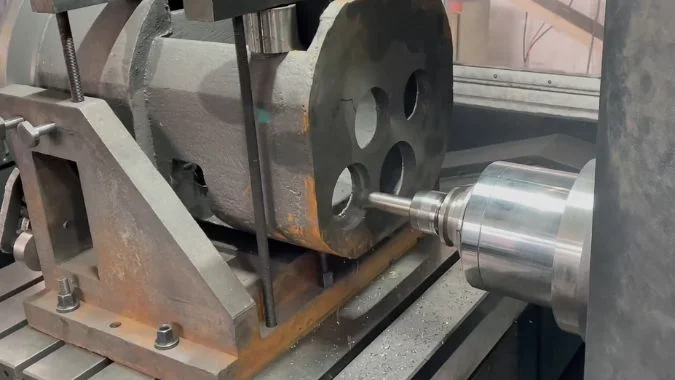
A fixed spindle locks the rotating shaft inside a heavy casting. The entire massive head moves to feed the tool. A traveling spindle features an independent W-axis. This allows a central boring bar or heavy ram to slide out from the headstock directly into deep part cavities.
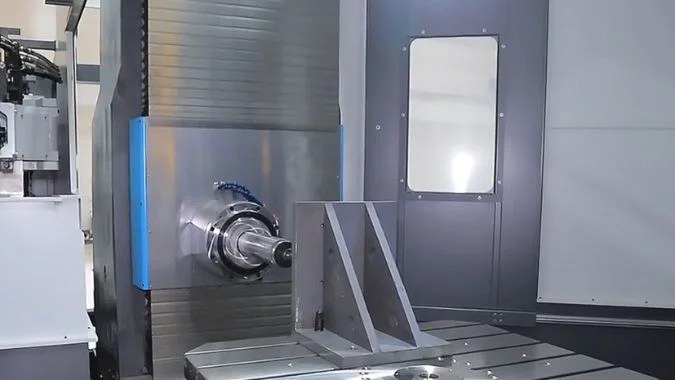
The physical layout determines exactly what the machine can do. In a fixed spindle horizontal machining center, the spindle housing bolts firmly to a massive iron saddle or column. The spindle only rotates. It never extends outward. You command a forward movement. The machine moves the entire heavy iron column or the whole worktable. This design eliminates complex internal sliding parts. The machine moves very fast. It changes tools in seconds. You get incredible speed and simple reliability.
A traveling spindle works very differently. We often call this a horizontal boring machine. It adds a completely new direction called the W-axis4. A steel cylinder called a quill or a heavy square ram slides out from the main headstock. The heavy machine column stays perfectly still. Only the center bar extends forward. This lets the spindle reach deep inside massive stationary parts. The fixed spindle gives you unmatched speed and simple design. The traveling spindle gives you extreme reach. You choose the fixed spindle for high-volume automated factory lines. You choose the traveling spindle when you machine giant ship engines or deep pump housings.
| Machine Feature | Fixed Spindle Architecture | Traveling Spindle Architecture |
|---|---|---|
| Extension Mechanism | Head moves as one solid block | Internal bar slides outward |
| Axis Designation | Standard X, Y, Z axes | Adds a dedicated W-axis |
| Moving Mass | Lighter head moves very fast | Heavy bar moves slowly |
| Primary Strength | Extreme speed and quick changes | Extreme reach for deep holes |
Why Does a Fixed Spindle HMC Offer Superior Rigidity for Heavy-Duty Milling?
Heavy equipment manufacturing demands aggressive material removal rates on tough steel alloys. To achieve this without catastrophic cutter failure, the machine’s structural rigidity5 must comfortably exceed the cutting forces. Evaluating the spindle’s load-bearing architecture before purchase ensures the machine can survive these heavy-duty applications.
A fixed spindle offers superior rigidity for face milling because it eliminates the internal sliding mechanism. The bearings sit directly behind the cutting tool. This short, solid connection prevents the bending and vibration that occurs when a traveling spindle extends out during heavy side-cutting.

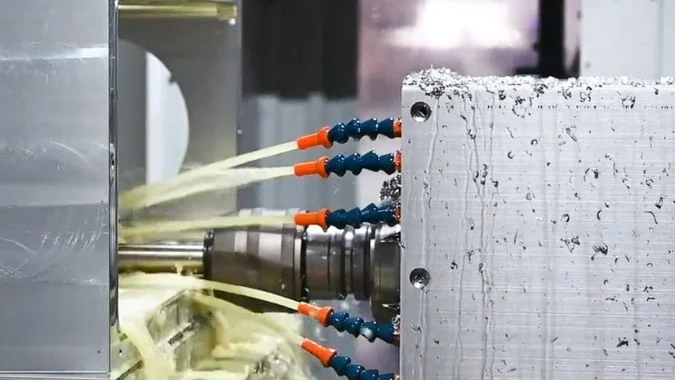
A fixed spindle keeps the main support bearings right next to the cutting edge. There is no empty space. The cutting tool hits hard metal. The solid iron casting absorbs the shock instantly. The machine head moves as one giant block. This stops the tool from bending sideways. We measure this bending resistance easily. A fixed spindle scores very high.
A traveling spindle loses this side rigidity when it extends. The long steel bar acts like a diving board. You push sideways on a long diving board. It bounces immediately. This bounce causes terrible chatter and ruins your metal surface. To get the best results on a fixed spindle, you must use modern tool holders. Standard tapers just pull from the back. You should use dual-contact tapers6 like Coromant Capto7 or HSK8. These holders press flat against the spindle face. This locks the tool completely solid. You can take massive depths of cut without any fear of vibration. However, you must use a traveling spindle for deep holes. A fixed spindle needs a long, weak tool holder to reach deep. The thick traveling bar is much stronger than a long tool holder.
| Tooling Condition | Fixed Spindle Performance | Traveling Spindle Performance |
|---|---|---|
| Heavy Face Milling | Extremely rigid and stable | Weak if the bar is extended |
| Deep Hole Boring | Poor due to long tool holders | Extremely strong and accurate |
| Bearing Support | Right behind the cutting tool | Moves away from main casting |
| Ideal Tool Interface | HSK or Coromant Capto | Standard heavy taper blocks |
Which Kind of Spindle Is More Versatile for Multi-Sided Machining?
Maximizing spindle uptime on complex components like gearboxes requires eliminating manual refixturing. Your tooling and process teams must evaluate which spindle architecture best integrates with multi-axis rotary tables and automated pallet handling to achieve true multi-sided machining efficiency.
A fixed spindle is incredibly versatile for fast, multi-sided prismatic parts using automatic pallet changers. A traveling spindle is vastly more versatile for massive, asymmetrical parts because it reaches deep internal cavities and can even perform turning operations using special U-axis facing heads.

Versatility means different things for different factories. A fixed spindle horizontal machining center dominates standard factory work. You put your medium-sized part on a tombstone fixture. The rotary table spins the part. The fixed spindle easily reaches three or four sides in one setup. The chips fall straight down into the auger. You use an automatic pallet changer9 to load the next part while the machine is cutting. Your spindle runs eighty-five percent of the day. You make a lot of money very quickly.
A traveling spindle handles completely different problems. You cannot put a fifty-ton wind turbine hub on a pallet changer. The part just sits on the floor. The traveling spindle gives you the versatility to reach inside this giant part. You extend the W-axis bar to bore holes deep inside the casting. You can even attach a programmable U-axis facing head to the traveling spindle. This turns your milling machine into a giant lathe. The tool spins around the stationary part to cut flat flanges or threads. You choose the traveling spindle when the part is too big to move safely.
| Versatility Factor | Fixed Spindle Solution | Traveling Spindle Solution |
|---|---|---|
| Part Loading | Automatic pallet changers | Overhead cranes to floor plates |
| Multi-Side Access | Fast B-axis rotary tables | W-axis reach and manual setup |
| Chip Evacuation | Falls easily into conveyors | Needs high pressure flushing |
| Special Functions | High speed tool changes | Turning with U-axis face heads |
What Are the Maintenance Differences Between Fixed and Traveling Spindle?
Unplanned downtime on a primary horizontal machining center destroys production schedules and inflates the Total Cost of Ownership (TCO). Your maintenance department must understand the specific preventative care requirements of each spindle type to maintain geometric accuracy and guarantee long-term reliability.
Fixed spindles require strict maintenance of the drawbar clamping force, taper cleanliness, and oil-air mist systems. Traveling spindles require complex maintenance of the sliding wiper seals, hydrostatic oil filtration, and laser calibration to fix geometric droop when the heavy bar extends outward.
You must treat these two spindles very differently. A fixed spindle spins very fast. It often reaches twenty thousand RPM. Heat is the biggest enemy here. The machine uses a special oil-air mist to keep the bearings cool and clean. You must keep your factory air perfectly dry. Water in the air line will destroy a fixed spindle instantly. You also must check the drawbar pull force weekly. The springs get tired over time. A weak spring lets the tool shake and ruins the spindle taper completely.
A traveling spindle needs totally different care. The heavy steel bar slides in and out of the headstock all day. Rubber wiper seals clean the bar as it pulls back in. If a seal breaks, sharp metal chips get dragged inside the machine. This destroys the expensive hydrostatic sliding bearings. You must check these seals constantly. Gravity also pulls the long bar down when it extends. We call this geometric droop10. You must hire a technician with a laser to measure this droop once a year. The computer learns the exact droop and adjusts the machine upward to keep your deep holes perfectly straight.
| Maintenance Task | Fixed Spindle HMC | Traveling Spindle HBM |
|---|---|---|
| Core Protection | Keep air dry for oil mist | Check rubber wiper seals |
| Tool Clamping | Test drawbar springs weekly | Clean heavy pull studs |
| Accuracy Check | Check taper contact wipe | Calibrate droop with laser |
| Bearing Type | High-speed roller bearings | Hydrostatic fluid pressure |
Conclusion
Choose a fixed spindle for fast, rigid, high-volume part production. Choose a traveling spindle to reach deep inside massive industrial components. Match the machine to your exact work.
-
Learn the pros and cons of fixed vs traveling spindle architectures to make informed CNC equipment purchasing decisions. ↩
-
Understand the root causes of tool chatter and proven solutions to maintain surface finish quality and extend tool life. ↩
-
Learn to plan fixturing strategies around Z-axis limits to ensure collision-free access to critical part features. ↩
-
Explore how the dedicated W-axis adds deep-boring capability for machining massive stationary workpieces efficiently. ↩
-
Find out how a machine’s rigidity impacts cutting forces, chatter suppression, and overall machining stability. ↩
-
Learn how dual-contact tapers enhance tool-holding rigidity and reduce vibration for heavy cutting applications. ↩
-
Explore Coromant Capto’s modular tool holder system for extreme tool retention and versatile machining setups. ↩
-
Discover HSK holders for superior face contact, high-speed rotation, and minimal runout in precision milling. ↩
-
See how automatic pallet changers reduce downtime by loading parts while the machine continues cutting. ↩
-
Learn to measure and compensate for spindle droop with laser calibration to maintain hole straightness in deep bores. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.