

Как выбрать между подвижной и фиксированной шпиндельной бабкой для горизонтально-расточного станка?
Выбор горизонтального обрабатывающего центра требует многомесячного инженерного анализа. Если отдел закупок неверно оценивает необходимую архитектуру шпинделя1 для операций глубокого растачивания, результатом становится сильная вибрация инструмента2 и серьезные производственные задержки. Выбор правильной конструкции шпинделя на этапе капитальных вложений (CapEx) имеет решающее значение для предотвращения этих дорогостоящих производственных ошибок.
Фиксированный шпиндель перемещает весь корпус бабки для обеспечения максимальной жесткости при тяжелом торцевом фрезеровании и крупносерийном производстве. Выдвижной шпиндель подает расточную оправку непосредственно в глубокие полости. Выбирайте фиксированный шпиндель для быстрой обработки призматических деталей и выдвижной — для массивных деталей тяжелой промышленности с глубокими отверстиями.
Фундаментальное решение между фиксированным и выдвижным шпинделем в конечном итоге определяет стратегию обработки вашего цеха, время цикла и возможности чистовой обработки поверхностей. Давайте разберем точные механические различия между этими двумя архитектурами, чтобы ваша инженерная команда могла выбрать идеальный станок для ваших конкретных производственных требований.
В чем фундаментальная разница между выдвижным и фиксированным шпинделем горизонтально-обрабатывающего центра (HMC)?
Стандарт Ограничения хода по оси Z3 часто диктуют стратегию базирования деталей. Ваши инженеры-технологи должны понимать точные кинематические различия между этими двумя типами шпинделей, чтобы убедиться, что станок может физически достичь всех внутренних элементов без столкновений или выхода за пределы допустимых ходов.
Фиксированный шпиндель закреплен внутри массивного корпуса. Для подачи инструмента перемещается вся массивная бабка. Выдвижной шпиндель оснащен независимой осью W. Это позволяет центральной расточной оправке или тяжелому ползуну выдвигаться из передней бабки непосредственно в глубокие полости детали.
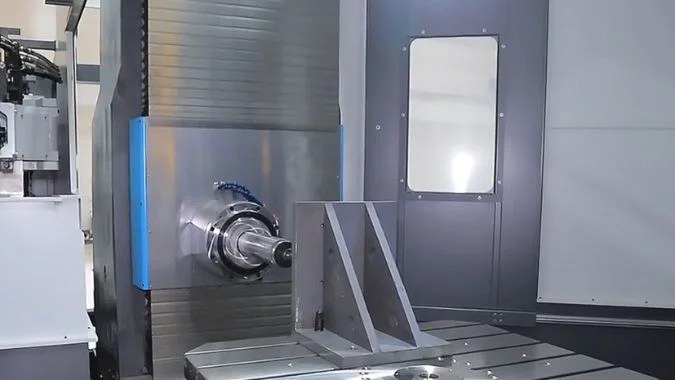
Физическая компоновка определяет возможности станка. В горизонтальном обрабатывающем центре с фиксированным шпинделем корпус шпинделя жестко крепится к массивному стальному седлу или колонне. Шпиндель только вращается. Он никогда не выдвигается наружу. При команде на перемещение вперед станок передвигает всю тяжелую стальную колонну или весь рабочий стол. Такая конструкция исключает сложные внутренние скользящие детали. Станок работает очень быстро. Смена инструмента происходит за секунды. Вы получаете невероятную скорость и простоту надежности.
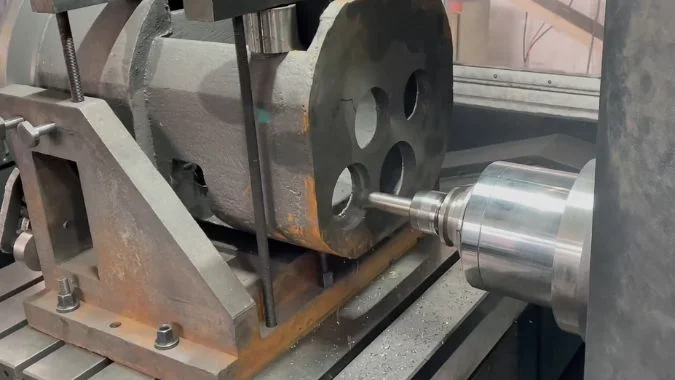
Выдвижной шпиндель работает совсем иначе. Мы часто называем такие станки горизонтально-расточными. Они добавляют совершенно новое направление, называемое осью W4. Стальной цилиндр, называемый гильзой (пинолью), или тяжелый квадратный ползун выдвигается из основной передней бабки. Тяжелая колонна станка остается неподвижной. Выдвигается только центральная часть. Это позволяет шпинделю проникать глубоко внутрь массивных неподвижных деталей. Фиксированный шпиндель обеспечивает непревзойденную скорость и простоту конструкции. Выдвижной шпиндель обеспечивает исключительный вылет. Выбирайте фиксированный шпиндель для высокопроизводительных автоматизированных линий. Выбирайте выдвижной шпиндель при обработке гигантских судовых двигателей или корпусов насосов с глубокими отверстиями.
| Характеристика машины | Архитектура с фиксированным шпинделем | Архитектура с выдвижным шпинделем |
|---|---|---|
| Механизм выдвижения | Головка перемещается как единый монолитный блок | Внутренняя штанга выдвигается наружу |
| Обозначение осей | Стандартные оси X, Y, Z | Добавляет выделенную ось W |
| Подвижная масса | Легкая головка перемещается очень быстро | Тяжелая штанга перемещается медленно |
| Основное преимущество | Экстремальная скорость и быстрота переналадки | Экстремальный вылет для глубоких отверстий |
Почему HMC с фиксированным шпинделем обладает превосходной жесткостью для тяжелого фрезерования?
Производство тяжелого оборудования требует высоких скоростей съема материала при обработке прочных стальных сплавов. Чтобы достичь этого без критического разрушения режущего инструмента, параметры станка структурной жесткости5 должны с запасом превышать усилия резания. Оценка несущей способности конструкции шпинделя перед покупкой гарантирует, что станок справится с такими тяжелыми условиями эксплуатации.
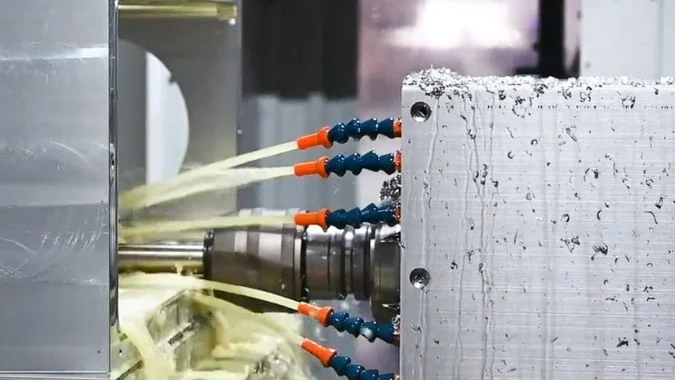
Фиксированный шпиндель обеспечивает превосходную жесткость при торцевом фрезеровании, поскольку в нем отсутствует механизм внутреннего выдвижения. Подшипники расположены непосредственно за режущим инструментом. Это короткое и жесткое соединение предотвращает изгиб и вибрацию, которые возникают, когда выдвижной шпиндель выходит наружу при тяжелом боковом фрезеровании.

Фиксированный шпиндель удерживает основные опорные подшипники непосредственно рядом с режущей кромкой. Здесь нет свободного пространства. Режущий инструмент воздействует на твердый металл. Цельнолитая чугунная станина мгновенно поглощает ударные нагрузки. Головка станка перемещается как единый массивный блок. Это предотвращает боковой изгиб инструмента. Мы легко измеряем это сопротивление изгибу. Фиксированный шпиндель показывает очень высокие результаты.
Выдвижной шпиндель теряет эту боковую жесткость при выдвижении. Длинная стальная штанга действует как трамплин. Если нажать сбоку на длинный трамплин, он немедленно начнет пружинить. Это пружинистое колебание вызывает сильную вибрацию (дробление) и портит поверхность металла. Чтобы получить наилучшие результаты на станке с фиксированным шпинделем, необходимо использовать современные инструментальные оправки. Стандартные конусы просто тянут сзади. Следует использовать конусы с двухсторонним контактом6 такие как Coromant Capto7 или HSK8. Эти держатели плотно прижимаются к торцу шпинделя. Это обеспечивает полную жесткость фиксации инструмента. Вы можете выполнять фрезерование на огромную глубину, не опасаясь вибраций. Однако для глубоких отверстий необходимо использовать выдвижной шпиндель. Неподвижный шпиндель требует использования длинного и недостаточно жесткого инструментального держателя для достижения большой глубины. Толстая выдвижная пиноль значительно прочнее длинного инструментального держателя.
| Состояние оснастки | Производительность с неподвижным шпинделем | Производительность с выдвижным шпинделем |
|---|---|---|
| Тяжелое торцевое фрезерование | Чрезвычайно жесткая и стабильная | Недостаточная жесткость при выдвижении пиноли |
| Растачивание глубоких отверстий | Низкая из-за использования длинных инструментальных держателей | Чрезвычайно прочная и точная |
| Опорный подшипник | Непосредственно за режущим инструментом | Удаляется от основного корпуса |
| Идеальный интерфейс инструмента | HSK или Coromant Capto | Стандартные блоки с крутым конусом |
Какой тип шпинделя более универсален для многосторонней обработки?
Максимизация времени работы шпинделя при обработке сложных компонентов, таких как корпуса редукторов, требует исключения ручной переустановки деталей. Ваши команды по оснастке и технологическим процессам должны оценить, какая архитектура шпинделя лучше всего интегрируется с многоосевыми поворотными столами и автоматизированными системами смены паллет для достижения истинной эффективности многосторонней обработки.
Неподвижный шпиндель невероятно универсален для быстрой многосторонней обработки призматических деталей с использованием автоматических сменщиков паллет. Выдвижной шпиндель значительно более универсален при работе с массивными асимметричными деталями, поскольку он достигает глубоких внутренних полостей и может даже выполнять токарные операции с использованием специальных торцевых головок с U-осью.

Универсальность для разных производств означает разное. Горизонтальный обрабатывающий центр с неподвижным шпинделем доминирует в стандартных заводских работах. Вы закрепляете деталь среднего размера на приспособлении-«кубе». Поворотный стол вращает деталь. Неподвижный шпиндель легко обрабатывает три или четыре стороны за одну установку. Стружка падает прямо вниз в шнековый конвейер. Вы используете автоматический сменщик паллет9 позволяет загружать следующую деталь, пока станок выполняет резку. Ваш шпиндель работает восемьдесят пять процентов времени в течение дня. Вы очень быстро зарабатываете много денег.
Выдвижной шпиндель решает совершенно другие задачи. Вы не можете поместить пятидесятитонную ступицу ветряной турбины на сменщик паллет. Такая деталь просто устанавливается на пол. Выдвижной шпиндель дает вам универсальность, позволяющую проникать внутрь этой огромной детали. Вы выдвигаете ось W, чтобы растачивать отверстия глубоко внутри отливки. Вы даже можете прикрепить программируемую торцовочную головку с осью U к выдвижному шпинделю. Это превращает ваш фрезерный станок в гигантский токарный. Инструмент вращается вокруг неподвижной детали для обработки плоских фланцев или нарезания резьбы. Выбирайте выдвижной шпиндель, если деталь слишком велика, чтобы безопасно её перемещать.
| Коэффициент универсальности | Решение с фиксированным шпинделем | Решение с выдвижным шпинделем |
|---|---|---|
| Загрузка деталей | Автоматические сменщики паллет | Мостовые краны для напольных плит |
| Многосторонний доступ | Быстродействующие поворотные столы с осью B | Вылет по оси W и ручная настройка |
| Эвакуация чипов | Легко падает на конвейеры | Требует промывки под высоким давлением |
| Специальные функции | Высокоскоростная смена инструмента | Токарная обработка с помощью торцовочных головок с осью U |
В чем различия в обслуживании между фиксированным и выдвижным шпинделем?
Внеплановый простой основного горизонтально-расточного обрабатывающего центра разрушает производственные графики и увеличивает совокупную стоимость владения (TCO). Ваш отдел технического обслуживания должен понимать специфические требования к профилактическому уходу для каждого типа шпинделя, чтобы поддерживать геометрическую точность и гарантировать долгосрочную надежность.
Фиксированные шпиндели требуют строгого контроля усилия зажима тяги, чистоты конуса и систем смазки масляным туманом. Выдвижные шпиндели требуют сложного обслуживания раздвижных уплотнений, фильтрации гидростатического масла и лазерной калибровки для устранения геометрического провисания при выдвижении тяжелой шпиндельной бабки.
Вы должны подходить к этим двум типам шпинделей совершенно по-разному. Фиксированный шпиндель вращается очень быстро. Он часто достигает двадцати тысяч оборотов в минуту. Тепло здесь — главный враг. В станке используется специальная система смазки масляным туманом, чтобы поддерживать подшипники холодными и чистыми. Вы должны поддерживать воздух на заводе идеально сухим. Вода в пневмолинии мгновенно уничтожит фиксированный шпиндель. Вы также должны еженедельно проверять усилие затяжки тяги. Со временем пружины изнашиваются. Слабая пружина приводит к вибрации инструмента и полностью разрушает конус шпинделя.
Перемещаемый шпиндель требует совершенно иного ухода. Тяжелый стальной брус весь день движется вперед и назад в передней бабке. Резиновые уплотнения-скребки очищают брус при его втягивании. Если уплотнение повреждается, острая металлическая стружка затягивается внутрь станка. Это приводит к разрушению дорогостоящих гидростатических подшипников скольжения. Вы должны постоянно проверять эти уплотнения. Гравитация также тянет длинный брус вниз, когда он выдвигается. Мы называем это геометрическим провисанием10. Вы должны нанимать специалиста с лазером, чтобы измерять это провисание раз в год. Компьютер определяет точное значение провисания и корректирует положение станка вверх, чтобы ваши глубокие отверстия оставались идеально прямыми.
| Задача по обслуживанию | Горизонтально-расточной станок (HMC) с фиксированным шпинделем | Горизонтально-расточной станок (HBM) с перемещаемым шпинделем |
|---|---|---|
| Защита основных узлов | Обеспечьте сухость воздуха для масляного тумана | Проверяйте резиновые уплотнения-скребки |
| Зажим инструмента | Еженедельно проверяйте пружины тяговой штанги | Очищайте массивные тяговые шпильки |
| Проверка точности | Проверяйте пятно контакта конуса | Калибруйте провисание с помощью лазера |
| Тип подшипника | Высокоскоростные роликовые подшипники | Давление гидростатической жидкости |
Заключение
Выбирайте фиксированный шпиндель для быстрого, жесткого и крупносерийного производства деталей. Выбирайте перемещаемый шпиндель для работы глубоко внутри массивных промышленных компонентов. Подбирайте станок под ваши конкретные задачи.
-
Изучите преимущества и недостатки архитектур с фиксированным и перемещаемым шпинделем, чтобы принимать обоснованные решения при покупке оборудования с ЧПУ. ↩
-
Разберитесь в первопричинах вибрации инструмента и проверенных решениях для поддержания качества обработки поверхности и продления срока службы инструмента. ↩
-
Научитесь планировать стратегии базирования с учетом ограничений по оси Z, чтобы обеспечить доступ к критическим элементам детали без столкновений. ↩
-
Узнайте, как специальная ось W добавляет возможность глубокого растачивания для эффективной обработки массивных стационарных заготовок. ↩
-
Узнайте, как жесткость станка влияет на силы резания, подавление вибраций и общую стабильность обработки. ↩
-
Узнайте, как конусы с двухсторонним контактом повышают жесткость крепления инструмента и уменьшают вибрацию при тяжелых режимах резания. ↩
-
Изучите модульную систему держателей инструмента Coromant Capto для обеспечения высокой надежности фиксации инструмента и универсальности настроек обработки. ↩
-
Откройте для себя держатели HSK, обеспечивающие превосходный торцевой контакт, высокую скорость вращения и минимальное биение при прецизионном фрезеровании. ↩
-
Посмотрите, как автоматические сменщики паллет сокращают время простоя за счет загрузки деталей во время работы станка. ↩
-
Научитесь измерять и компенсировать провисание шпинделя с помощью лазерной калибровки для поддержания прямолинейности отверстий при глубоком растачивании. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.