

Como escolher entre um eixo viajante e um eixo fixo para HMC?
A especificação de um centro de usinagem horizontal requer meses de análise de engenharia. Se a equipe de compras avaliar incorretamente a arquitetura do fuso1 necessária para operações de mandrilamento profundo, o resultado é uma vibração severa da ferramenta2 e gargalos de produção graves. Selecionar o projeto de fuso correto durante a fase de despesas de capital (CapEx) é fundamental para evitar esses erros de fabricação dispendiosos.
Um fuso fixo move toda a carcaça do cabeçote para extrema rigidez em fresamento de face pesado e produção de alto volume. Um fuso móvel estende uma barra de mandrilar diretamente em cavidades profundas. Escolha um fuso fixo para peças prismáticas rápidas e um fuso móvel para componentes industriais pesados de furação profunda.
A decisão fundamental entre um fuso fixo e um móvel dita, em última análise, a estratégia de usinagem, os tempos de ciclo e as capacidades de acabamento de superfície da sua oficina. Vamos analisar as diferenças mecânicas exatas entre essas duas arquiteturas para que sua equipe de engenharia possa especificar a máquina ideal para suas necessidades específicas de produção.
Qual é a diferença fundamental entre um fuso móvel e um fuso fixo em centros de usinagem horizontal (HMC)?
Padrão Os limites de curso do eixo Z3 frequentemente ditam sua estratégia de fixação de peças. Seus engenheiros de fabricação devem entender as diferenças cinemáticas exatas entre esses dois tipos de fuso para verificar se a máquina pode alcançar fisicamente todas as características internas sem colisão ou extensão excessiva.
Um fuso fixo trava o eixo rotativo dentro de uma carcaça pesada. Todo o cabeçote maciço se move para avançar a ferramenta. Um fuso móvel possui um eixo W independente. Isso permite que uma barra de mandrilar central ou um ram pesado deslize para fora do cabeçote diretamente para dentro das cavidades profundas da peça.
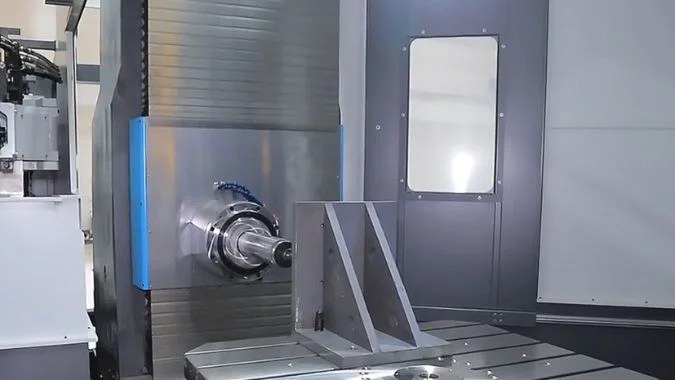
O layout físico determina exatamente o que a máquina pode fazer. Em um centro de usinagem horizontal de fuso fixo, a carcaça do fuso é aparafusada firmemente a uma sela ou coluna de ferro maciço. O fuso apenas gira. Ele nunca se estende para fora. Ao comandar um movimento para frente, a máquina move toda a coluna de ferro pesada ou toda a mesa de trabalho. Esse projeto elimina peças deslizantes internas complexas. A máquina se move muito rápido. Ela troca ferramentas em segundos. Você obtém velocidade incrível e confiabilidade simples.
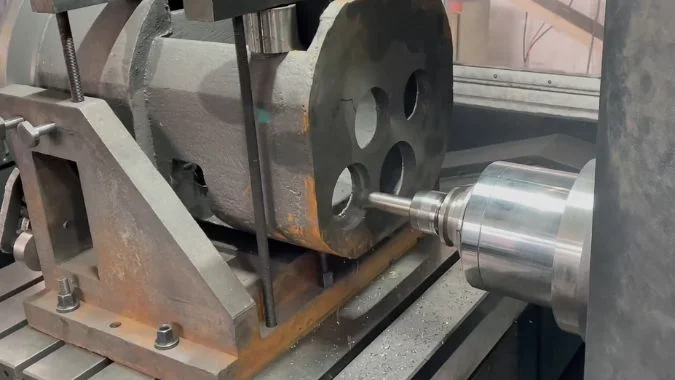
Um fuso móvel funciona de maneira muito diferente. Frequentemente chamamos isso de mandriladora horizontal. Ele adiciona uma direção completamente nova chamada eixo W4. Um cilindro de aço chamado 'quill' ou um ram quadrado pesado desliza para fora do cabeçote principal. A coluna pesada da máquina permanece perfeitamente parada. Apenas a barra central se estende para frente. Isso permite que o fuso alcance profundamente dentro de peças maciças estacionárias. O fuso fixo oferece velocidade incomparável e design simples. O fuso móvel oferece alcance extremo. Você escolhe o fuso fixo para linhas de fábrica automatizadas de alto volume. Você escolhe o fuso móvel ao usinar motores de navios gigantes ou carcaças de bombas profundas.
| Caraterística da máquina | Arquitetura de Fuso Fixo | Arquitetura de Fuso Móvel |
|---|---|---|
| Mecanismo de extensão | O cabeçote se move como um bloco sólido | A barra interna desliza para fora |
| Designação de eixos | Eixos X, Y, Z padrão | Adiciona um eixo W dedicado |
| Massa em movimento | Cabeçote mais leve move-se muito rápido | Barra pesada move-se lentamente |
| Força principal | Velocidade extrema e mudanças rápidas | Alcance extremo para furos profundos |
Por que um HMC de fuso fixo oferece rigidez superior para fresamento de serviço pesado?
A fabricação de equipamentos pesados exige taxas agressivas de remoção de material em ligas de aço resistentes. Para alcançar isso sem uma falha catastrófica da ferramenta de corte, a máquina rigidez estrutural5 deve exceder confortavelmente as forças de corte. Avaliar a arquitetura de suporte de carga do fuso antes da compra garante que a máquina possa suportar essas aplicações de serviço pesado.
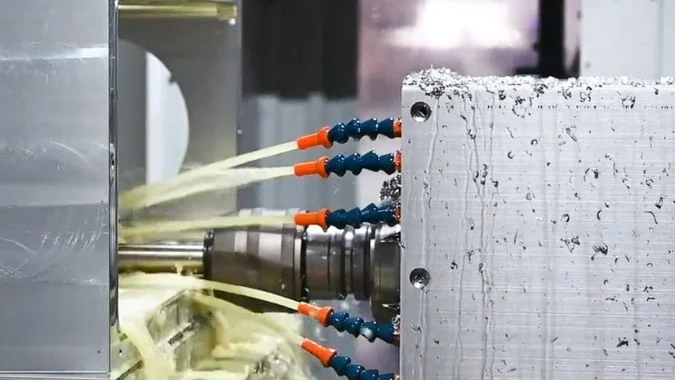
Um fuso fixo oferece rigidez superior para fresamento de face porque elimina o mecanismo deslizante interno. Os rolamentos ficam posicionados diretamente atrás da ferramenta de corte. Essa conexão curta e sólida evita a flexão e a vibração que ocorrem quando um fuso móvel se estende durante o corte lateral pesado.

Um fuso fixo mantém os rolamentos de suporte principais bem próximos à aresta de corte. Não há espaço vazio. A ferramenta de corte atinge metal rígido. A fundição de ferro sólido absorve o choque instantaneamente. O cabeçote da máquina se move como um bloco gigante. Isso impede que a ferramenta se dobre lateralmente. Medimos essa resistência à flexão facilmente. Um fuso fixo obtém uma pontuação muito alta.
Um fuso móvel perde essa rigidez lateral quando se estende. A barra de aço longa age como um trampolim. Você empurra lateralmente um trampolim longo. Ele salta imediatamente. Esse salto causa uma vibração terrível e arruína a superfície do seu metal. Para obter os melhores resultados em um fuso fixo, você deve usar suportes de ferramentas modernos. Cones padrão apenas puxam pela parte de trás. Você deve usar cones de contato duplo6 como Coromant Capto7 ou HSK8. Estes suportes pressionam de forma plana contra a face do fuso. Isso trava a ferramenta de forma completamente sólida. É possível realizar profundidades de corte maciças sem qualquer medo de vibração. No entanto, você deve usar um fuso móvel para furos profundos. Um fuso fixo precisa de um suporte de ferramenta longo e fraco para alcançar grandes profundidades. A barra móvel espessa é muito mais forte do que um suporte de ferramenta longo.
| Condição da Ferramenta | Desempenho do Fuso Fixo | Desempenho do Fuso Móvel |
|---|---|---|
| Fresamento de Face Pesado | Extremamente rígido e estável | Fraco se a barra estiver estendida |
| Mandrilamento de Furos Profundos | Pobre devido aos longos suportes de ferramenta | Extremamente forte e preciso |
| Suporte de Rolamento | Logo atrás da ferramenta de corte | Afasta-se da estrutura principal |
| Interface de Ferramenta Ideal | HSK ou Coromant Capto | Blocos de cone pesado padrão |
Que tipo de fuso é mais versátil para usinagem em vários lados?
Maximizar o tempo de atividade do fuso em componentes complexos, como caixas de engrenagens, requer a eliminação do refixamento manual. Suas equipes de ferramentas e processos devem avaliar qual arquitetura de fuso melhor se integra a mesas rotativas de múltiplos eixos e ao manuseio automatizado de paletes para alcançar uma verdadeira eficiência de usinagem multifacetada.
Um fuso fixo é incrivelmente versátil para peças prismáticas multifacetadas rápidas usando trocadores automáticos de paletes. Um fuso móvel é vastamente mais versátil para peças maciças e assimétricas, pois alcança cavidades internas profundas e pode até realizar operações de torneamento usando cabeçotes de faceamento especiais de eixo U.

Versatilidade significa coisas diferentes para fábricas diferentes. Um centro de usinagem horizontal de fuso fixo domina o trabalho padrão de fábrica. Você coloca sua peça de tamanho médio em um dispositivo de fixação tipo torre. A mesa rotativa gira a peça. O fuso fixo alcança facilmente três ou quatro lados em uma única configuração. Os cavacos caem direto no transportador. Você usa um trocador automático de paletes9 para carregar a próxima peça enquanto a máquina está cortando. Seu eixo principal opera oitenta e cinco por cento do dia. Você ganha muito dinheiro rapidamente.
Um eixo principal móvel lida com problemas completamente diferentes. Você não pode colocar um cubo de turbina eólica de cinquenta toneladas em um trocador de paletes. A peça simplesmente fica no chão. O eixo principal móvel oferece a versatilidade para alcançar o interior desta peça gigante. Você estende a barra do eixo W para perfurar orifícios profundamente dentro da fundição. Você pode até acoplar um cabeçote de faceamento com eixo U programável ao eixo principal móvel. Isso transforma sua fresadora em um torno gigante. A ferramenta gira em torno da peça estacionária para cortar flanges planas ou roscas. Você escolhe o eixo principal móvel quando a peça é grande demais para ser movida com segurança.
| Fator de Versatilidade | Solução de Eixo Principal Fixo | Solução de Eixo Principal Móvel |
|---|---|---|
| Carregamento de Peças | Trocadores automáticos de paletes | Pontes rolantes para placas de base |
| Acesso Multilado | Mesas rotativas de eixo B rápidas | Alcance do eixo W e configuração manual |
| Evacuação de chips | Cai facilmente em transportadores | Precisa de descarga de alta pressão |
| Funções Especiais | Trocas rápidas de ferramentas | Torneamento com cabeçotes de faceamento de eixo U |
Quais são as diferenças de manutenção entre o fuso fixo e o móvel?
Tempo de inatividade não planejado em um centro de usinagem horizontal primário destrói os cronogramas de produção e infla o Custo Total de Propriedade (TCO). Seu departamento de manutenção deve entender os requisitos específicos de cuidados preventivos de cada tipo de eixo principal para manter a precisão geométrica e garantir a confiabilidade a longo prazo.
Eixos principais fixos exigem manutenção rigorosa da força de fixação da barra de tração, limpeza do cone e sistemas de névoa óleo-ar. Eixos principais móveis exigem manutenção complexa das vedações deslizantes, filtragem de óleo hidrostático e calibração a laser para corrigir o caimento geométrico quando a barra pesada se estende para fora.
Você deve tratar esses dois eixos principais de formas muito diferentes. Um eixo principal fixo gira muito rápido. Frequentemente atinge vinte mil RPM. O calor é o maior inimigo aqui. A máquina usa uma névoa especial de óleo-ar para manter os rolamentos resfriados e limpos. Você deve manter o ar da sua fábrica perfeitamente seco. Água na linha de ar destruirá um eixo principal fixo instantaneamente. Você também deve verificar a força de tração da barra de tração semanalmente. As molas se desgastam com o tempo. Uma mola fraca faz com que a ferramenta vibre e arruína completamente o cone do eixo principal.
Um fuso móvel requer cuidados totalmente diferentes. A pesada barra de aço desliza para dentro e para fora do cabeçote o dia todo. Vedações de borracha do tipo limpador limpam a barra à medida que ela recua. Se uma vedação se romper, aparas metálicas afiadas serão arrastadas para dentro da máquina. Isso destrói os caros mancais de deslizamento hidrostáticos. Você deve verificar essas vedações constantemente. A gravidade também puxa a barra longa para baixo quando ela se estende. Chamamos isso de queda geométrica10. Você deve contratar um técnico com um laser para medir essa queda uma vez por ano. O computador aprende a queda exata e ajusta a máquina para cima para manter seus furos profundos perfeitamente retos.
| Tarefa de manutenção | Centro de Usinagem Horizontal (HMC) de Fuso Fixo | Mandriladora de Fuso Móvel (HBM) |
|---|---|---|
| Proteção do Núcleo | Mantenha o ar seco para névoa de óleo | Verifique as vedações de borracha do tipo limpador |
| Fixação da Ferramenta | Teste as molas da barra de tração semanalmente | Limpe os pinos de tração pesados |
| Verificação de Precisão | Verifique a marca de contato do cone | Calibre a queda com laser |
| Tipo de Rolamento | Rolamentos de rolos de alta velocidade | Pressão do fluido hidrostático |
Conclusão
Escolha um fuso fixo para produção de peças rápida, rígida e em alto volume. Escolha um fuso móvel para alcançar o interior profundo de componentes industriais maciços. Combine a máquina com o seu trabalho exato.
-
Conheça os prós e contras das arquiteturas de fuso fixo versus fuso móvel para tomar decisões informadas na compra de equipamentos CNC. ↩
-
Entenda as causas raiz da vibração da ferramenta e as soluções comprovadas para manter a qualidade do acabamento superficial e prolongar a vida útil da ferramenta. ↩
-
Aprenda a planejar estratégias de fixação em torno dos limites do eixo Z para garantir acesso livre de colisões a características críticas da peça. ↩
-
Explore como o eixo W dedicado adiciona capacidade de mandrilamento profundo para usinar peças estacionárias massivas com eficiência. ↩
-
Descubra como a rigidez de uma máquina impacta as forças de corte, a supressão de vibração (chatter) e a estabilidade geral da usinagem. ↩
-
Aprenda como os cones de contato duplo aumentam a rigidez da fixação da ferramenta e reduzem a vibração para aplicações de corte pesado. ↩
-
Explore o sistema modular de suporte de ferramentas Coromant Capto para retenção extrema de ferramentas e configurações de usinagem versáteis. ↩
-
Descubra os suportes HSK para contato frontal superior, rotação em alta velocidade e batimento mínimo em fresamento de precisão. ↩
-
Veja como os trocadores automáticos de paletes reduzem o tempo de inatividade ao carregar peças enquanto a máquina continua cortando. ↩
-
Aprenda a medir e compensar a deflexão do fuso com calibração a laser para manter a retidão do furo em mandrilamentos profundos. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.