

ما هي تأثيرات الاهتزاز أثناء التشغيل الآلي على مخرطة CNC ذات السرير المائل؟
يمكن للاهتزاز أن يدمر استقرار الخراطة بهدوء. قد تظهر علامات خفيفة في البداية، لكن الماكينة والأداة وقطعة العمل تكون بالفعل تحت إجهاد ضار.
يؤدي الاهتزاز أثناء التشغيل على مخرطة CNC ذات فراش مائل إلى تقليل جودة السطح، وخفض الدقة الهندسية، وتقصير عمر أداة القطع، وإتلاف مكونات الماكينة، والحد من كفاءة القطع، وزيادة الضوضاء. إذا ظهر الاهتزاز الذاتي (Chatter)، فغالبًا ما يظهر السطح علامات دورية، وتصبح عملية القطع غير مستقرة.
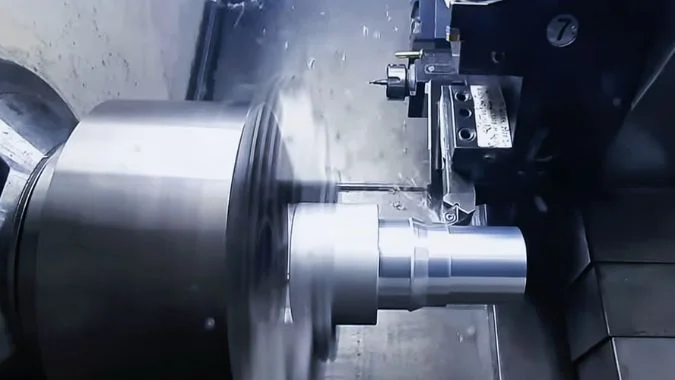
يجب التعامل مع الاهتزاز كمشكلة تتعلق بالنظام ككل، وليس كمشكلة قطع فقط. عادةً ما تتمتع مخارط CNC ذات الفراش المائل بقدرة أفضل على إزالة الرايش ودعم هيكلي أقوى من العديد من الماكينات ذات الفراش المسطح. ومع ذلك، لا يزال بإمكانها الاهتزاز عند تجاوز منطقة القطع المستقرة. النتيجة الأولى هي ضعف جودة قطعة العمل؛ حيث قد تظهر علامات الاهتزاز (Chatter marks)، والخدوش، وأخطاء الاستدارة، وأخطاء الأسطوانية. النتيجة الثانية هي قصر عمر أداة القطع؛ إذ يخلق الاهتزاز أحمال صدم متكررة، مما قد يؤدي إلى تكسر لقم الكربيد والسيراميك بسرعة. النتيجة الثالثة هي تلف الماكينة؛ حيث قد تتآكل المحامل، ومسارات التوجيه، واللوالب الكروية، والبراغي، وأسطح التلامس أو ترتخي بشكل أسرع. النتيجة الرابعة هي انخفاض كفاءة الإنتاج؛ حيث غالبًا ما يلزم تقليل سرعة القطع، ومعدل التغذية، وعمق القطع لقمع الاهتزاز. هذا يحمي العملية، لكنه يقلل أيضًا من الإنتاجية. في خطوط الإنتاج الآلية، يمكن لتوقف ماكينة واحدة بسبب الاهتزاز أن يعطل إيقاع الإنتاج بالكامل.
ما هي أنواع الاهتزازات التي تحدث أثناء التشغيل على مخارط CNC ذات الفراش المائل؟
تُسمى العديد من مشاكل الاهتزاز ببساطة بـ "الاهتزاز الذاتي" (Chatter) في ورش العمل. في التشخيص الفعلي، يجب أولاً فصل نوع الاهتزاز، لأن كل نوع يحتاج إلى تصحيح مختلف.
أنواع الاهتزاز الرئيسية في تشغيل مخارط CNC ذات الفراش المائل هي الاهتزاز الحر، والاهتزاز القسري، والاهتزاز ذاتي الإثارة. يأتي الاهتزاز الحر من صدمة أولية قصيرة. يأتي الاهتزاز القسري من قوى خارجية متكررة. يأتي الاهتزاز ذاتي الإثارة من نظام القطع نفسه وهو الأكثر خطورة.
الاهتزاز الحر، الاهتزاز القسري، والاهتزاز ذاتي الإثارة
عادة ما يكون الاهتزاز الحر هو النوع الأقل خطورة في معظم عمليات الخراطة. يبدأ بعد صدمة قصيرة واحدة، مثل صدمة صغيرة أثناء التحميل، أو ملامسة الأداة، أو التثبيت. تستقبل الماكينة الطاقة مرة واحدة، ثم يتلاشى الاهتزاز. عادة لا يصبح هذا النوع من الاهتزاز السبب الرئيسي لعلامات الاهتزاز الطويلة. ومع ذلك، قد تشير الصدمات القصيرة المتكررة إلى أن الإعداد، أو طريقة التحميل، أو عملية التثبيت تحتاج إلى فحص.
الاهتزاز القسري أكثر شيوعاً. يأتي من إثارة خارجية متكررة. في المخرطة، قد يأتي هذا من عدم توازن المغزل، أو عدم توازن الظرف (Chuck)، أو عدم المحاذاة، أو مشاكل التروس، أو اهتزاز الوحدة الهيدروليكية، أو اهتزاز المحرك، أو اهتزاز الأرضية. تتكرر القوة بتردد ثابت، ثم تستجيب الماكينة وفقاً لهذا التردد. إذا اقترب تردد الإثارة من التردد الطبيعي لنظام الماكينة، يصبح الاهتزاز أكبر بكثير.1
الاهتزاز ذاتي الإثارة هو النوع الأكثر خطورة. ويندرج الاهتزاز الذاتي (Chatter) ضمن هذه المجموعة.2 عملية القطع تخلق إثارتها الخاصة. يترك مسار الأداة السابق موجة صغيرة على السطح. يقوم المسار التالي بالقطع فوق تلك الموجة ويخلق موجة جديدة. يمكن لهذه الحلقة أن تنمو بسرعة.3 غالباً ما يظهر صوت حاد، وتظهر علامات متكررة وكثيفة على سطح قطعة العمل.
| نوع الاهتزاز | المصدر الرئيسي | علامة شائعة | مستوى المخاطرة |
|---|---|---|---|
| اهتزاز حر | صدمة أو نبضة لمرة واحدة | اهتزاز قصير يتلاشى | منخفض في معظم حالات التشغيل الآلي |
| اهتزاز قسري | قوة خارجية متكررة | اهتزاز منتظم مرتبط بالسرعة أو المعدات | متوسط إلى مرتفع |
| اهتزاز ذاتي الإثارة | عملية القطع نفسها | علامات الاهتزاز (Chatter) وضوضاء حادة | عالية جدًا |
| حالة الرنين | تطابق التردد بين الإثارة والهيكل | زيادة مفاجئة في الاهتزاز | عالية جدًا |
لماذا لا تزال ماكينات القاعدة المائلة تهتز
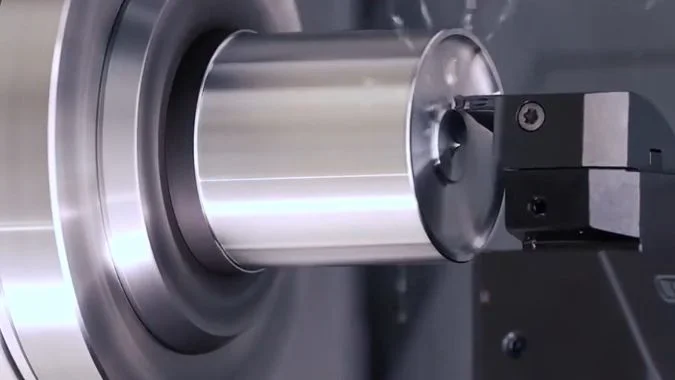
تتمتع مخرطة CNC ذات القاعدة المائلة بمزايا هيكلية حقيقية. تساعد زاوية القاعدة في إزالة الرقائق، ويمكن للهيكل دعم العربة بشكل جيد.4 يمكن أن تساعد مركبة الجاذبية أيضًا في استقرار التلامس في بعض الظروف. هذه المزايا تقلل من خطر الاهتزاز، لكنها لا تزيله تمامًا. إذا كان بروز الأداة طويلاً جدًا، أو كانت قطعة العمل نحيلة، أو كان قبض الظرف ضعيفًا، أو كانت قوة القطع عالية جدًا، فقد يفقد النظام استقراره.
تعد العلاقة بين الأداة، وقطعة العمل، وعمود الدوران، والبرج، ومسار التوجيه، والأساس مهمة جدًا. هذه الأجزاء لا تهتز بمفردها، بل تشكل نظامًا ديناميكيًا واحدًا. يمكن أن يصبح ضعف صغير في جزء واحد خطيرًا عندما تتكرر قوة القطع بتردد خاطئ. ولهذا السبب لا ينبغي التعامل مع الاهتزاز فقط عن طريق تغيير لقمة القطع. يجب فحص مسار القوة بالكامل، من حافة القطع إلى حامل الأداة، والبرج، ومسارات التوجيه، والقاعدة، والأساس. تتطلب العملية المستقرة أن تعمل كل هذه الأجزاء معًا.
هل يسبب التسوية غير الصحيحة للماكينة وإعداد الأساس رنيناً غير متوقع؟
من السهل التقليل من شأن مشاكل التسوية والأساس. قد تقطع الماكينة بشكل جيد عند التركيب، ثم تصبح غير مستقرة بعد استقرار الأرضية أو تغير ظروف الدعم.
نعم، يمكن أن يؤدي عدم استواء الماكينة وسوء إعداد الأساس إلى رنين غير متوقع. يمكن أن يؤدي التواء القاعدة، والدعم الضعيف، ومسامير التثبيت السائبة، والأرضيات المجوفة، وهبوط الأساس إلى تغيير صلابة الماكينة وترددها الطبيعي، بحيث يمكن تضخيم إثارة القطع بدلاً من امتصاصها.

كيف يؤثر الضبط الاستوائي على سلوك الآلة
لا يعد ضبط استواء الآلة مجرد خطوة من خطوات التركيب، بل هو إجراء يتحكم في حالة الإجهاد لهيكل الآلة. فإذا لم يتم ضبط استواء الآلة بشكل صحيح، فقد يتعرض الهيكل للالتواء، مما يؤدي إلى تغير في محاذاة مسارات التوجيه، وقد تختل العلاقة بين البرج والمغزل والغراب المتحرك. هذه التغيرات الطفيفة تقلل من صلابة النظام وتغير التردد الطبيعي للآلة. وعندما يقترب التردد الطبيعي من سرعة المغزل أو تردد القطع أو أي قوة دورية أخرى، قد يظهر رنين غير متوقع.
كما أن الضبط غير السليم يؤدي إلى تولد إجهادات داخلية. قد تجتاز الآلة اختبار قطع أساسي، ولكن الإجهاد قد يتغير بتغير درجة الحرارة والحمل والزمن. وبعد الاستخدام الطويل، قد تتحمل إحدى نقاط الارتكاز حملاً أكبر من غيرها، مما يسبب تماساً غير متساوٍ بين الآلة والقاعدة. عندها تصبح الآلة أكثر حساسية لحمل القطع، وقد تظهر أبعاد غير مستقرة، وضعف في الاستدارة، وعلامات اهتزاز متغيرة عند سرعات معينة للمغزل. قد تبدو هذه الأعراض كمشاكل في الأداة أو البارامترات، بينما يكون المصدر الحقيقي هو حالة ارتكاز الآلة.
كيف تضخم عيوب القاعدة الاهتزازات
يجب أن توفر القاعدة الدعم الكافي للآلة مع صلابة وتخميد مناسبين. وإذا كانت الأرضية ضعيفة أو مجوفة أو بها شقوق أو غير مدموكة جيداً، فقد لا تمتص الاهتزازات بشكل فعال، بل قد تعمل على تضخيمها. وتسبب براغي التثبيت المرتخية مشكلة مماثلة؛ حيث تبدو الآلة ثابتة، لكن قد تحدث حركات صغيرة أثناء القطع تظهر آثارها على السطح المشغول.
هبوط القاعدة هو مشكلة خفية أخرى. فقد يتم ضبط استواء الآلة بشكل صحيح بعد التركيب، ولكن بعد مرور أشهر أو سنوات من الاستخدام، قد تهبط الأرضية، مما يغير مركز ثقل الآلة وصلابة الارتكاز. وبذلك قد يصبح نطاق السرعة الذي كان آمناً في السابق منطقة رنين لاحقاً. هذا خطر رنين ثانوي يصعب ملاحظته بدون فحوصات دورية لاستواء الآلة والاهتزازات.
| مشكلة في الإعداد | ما الذي يتغير في الآلة | أعراض التشغيل | الفحص الشائع |
|---|---|---|---|
| ضعف في ضبط الاستواء | التواء الهيكل وتشوه مسارات التوجيه | انحراف في القياسات وعلامات غير منتظمة على السطح | إعادة فحص الاستواء عند نقاط المرجع في الآلة |
| مسامير تثبيت مرتخية | تماس ضعيف مع القاعدة | زيادة الاهتزاز أثناء القطع الثقيل | فحص التحميل المسبق للبراغي وحالة التماس |
| أرضية مجوفة | ضعف صلابة الارتكاز | اهتزازات منخفضة التردد | اختبار النقر، فحص الأرضية، فحص الاهتزاز |
| هبوط الأساسات | تغير مركز الثقل والصلابة | رنين جديد عند سرعات كانت آمنة سابقاً | قارن المستوى الحالي بسجل التثبيت |
| تغير حراري في الأرضية أو قاعدة الماكينة | انحراف الهندسة | تغيرات الدقة خلال اليوم | تتبع درجة الحرارة وهندسة الماكينة |
يجب تسجيل بيانات التسوية أثناء التثبيت وبعد نقل الماكينة الثقيلة، كما يجب فحصها بعد حدوث تصادم، أو إصلاح الأساسات، أو عند حدوث انحراف طويل الأمد في الدقة. تمنع هذه الممارسة العديد من المشكلات التي تبدو وكأنها مشاكل في معاملات القطع ولكنها تبدأ في الواقع من الأرضية أو نظام الدعم.
كيف تؤدي محامل المغزل البالية واللوالب الكروية المرتخية إلى إحداث اهتزاز في التشغيل بمرور الوقت؟
غالباً ما يزداد الاهتزاز ببطء قبل أن يصبح ملحوظاً، حيث قد تظهر تموجات دقيقة أولاً، ثم تليها كسور في أداة القطع، ثم اهتزاز شديد وضعف في الدقة.
محامل دوران العمود (spindle bearings) المتآكلة ومسامير التغذية (ballscrews) المفكوكة تسبب الاهتزاز عن طريق زيادة الخلوص، وتقليل الصلابة، وإحداث صدمات دورية. مع مرور الوقت، يمكن أن تتطور التذبذبات الصغيرة والخلوص العكسي وعدم استقرار التغذية إلى رنين قوي، وضعف في جودة السطح، وكسر في أدوات القطع، وفقدان دقة التشغيل.
مسار تآكل محامل العمود
تدعم محامل العمود دقة دوران قطعة العمل أو الظرف. في المرحلة المبكرة من التآكل، قد تصاب مجاري المحامل أو عناصر التدحرج بضرر طفيف، وينخفض التحميل المسبق، ويزداد الانحراف الشعاعي بمقدار بسيط.5 في هذه المرحلة، قد يزداد الضجيج عالي التردد، وقد تظهر على سطح قطعة العمل تموجات دقيقة، ولكن قد يظل الحجم قابلاً للتحكم.
في المرحلة المتوسطة، يصبح الخلوص أكبر، وتؤدي تغيرات قوة القطع إلى دفع محور العمود بعيداً عن مساره المثالي. عند السرعات العالية، تصبح تغيرات القوة الطاردة المركزية أقوى، ولا يدور العمود بصلابة كافية، وتزداد خشونة السطح، وتتكسر حواف أدوات القطع بشكل متكرر بسبب زيادة حمل الصدمات.
في المرحلة المتأخرة، تصبح صلابة المحامل ضعيفة جداً، ويتشوه نظام العمود تحت قوة القطع، وقد ينخفض تردده الطبيعي ويقترب من تردد القطع، مما يؤدي إلى ظهور اهتزاز ذاتي، ويصبح الصوت مزعجاً، ويفقد السطح جودته بسرعة، ويصبح الحفاظ على الدقة صعباً أو مستحيلاً. في هذه المرحلة، عادة ما تكون هناك حاجة لإصلاح المحامل أو استبدالها، لأن تغيير المعاملات لا يمكنه حل السبب الجذري.
مسار ارتخاء مسامير التغذية (Ballscrew)
تتحكم مسامير التغذية في حركة التغذية. عندما يُفقد التحميل المسبق للصامولة أو ترتخي محامل الدعم، يظهر الخلوص العكسي. في البداية، قد تحدث حركة ميتة عند تغيير الاتجاهات، وقد يظهر زحف في التغذية منخفضة السرعة، وتبدأ دقة التموضع في الانخفاض.
في المرحلة المتوسطة، تصبح صلابة التلامس بين البرغي والصامولة ضعيفة. يمكن أن يتحول تذبذب عزم دوران محرك السيرفو إلى صدمة ميكانيكية. في حالات التغذية عالية السرعة أو القطع الثقيل، قد يصبح دوران الكريات غير مستقر. ينتقل الاهتزاز عبر مسارات التوجيه وبرج العدة. يصبح مسار الأداة أقل دقة، وقد تظهر تشوهات في مقاطع قطعة العمل.
في المرحلة المتأخرة، تتسبب الأجزاء المفكوكة في اهتزاز غير خطي. قد يتحرك البرغي محورياً تحت الحمل الديناميكي، وقد يظهر رنين منخفض التردد في هيكل الآلة. عند هذه النقطة، قد لا يؤدي تقليل سرعة عمود الدوران إلى حل المشكلة بالكامل، لأن الاهتزاز ينبع من التراخي الميكانيكي. يصبح فحص محور التغذية، وقياس الخلوص، وضبط التحميل المسبق، وإصلاح محامل الدعم أموراً ضرورية.
| حالة المكون | علامة مبكرة | علامة متوسطة | علامة متأخرة |
|---|---|---|---|
| تآكل محمل عمود الدوران | زيادة في الضوضاء وتموجات دقيقة | خشونة سيئة وتكسر في الأداة | صوت حاد واهتزاز شديد |
| فقدان التحميل المسبق للمحمل | زيادة طفيفة في الانحراف | انحراف المحور تحت قوة القطع | فقدان الدقة تحت الحمل العادي |
| خلوص برغي الكريات | حركة ميتة وزحف | صدمة التغذية وخطأ في الشكل | رنين هيكلي منخفض التردد |
| تراخي دعم البرغي | انحراف طفيف في التموضع | اهتزاز عبر البرج ودليل المسار | بقاء علامات القطع بعد تقليل المعلمات |
تعد تأثيرات التوصيل مهمة أيضاً. يمكن أن ينتقل اهتزاز عمود الدوران إلى القاعدة ويزيد من التآكل الاحتكاكي بالقرب من دعامات اللولب. عدم استقرار التغذية الناتج عن لولب مرتخٍ يمكن أن يغير حمل القطع ويزيد من إجهاد عمود الدوران. قد تعزز هاتان المشكلتان بعضهما البعض. نمو الاهتزاز ليس خطياً دائماً. بمجرد تجاوز الخلوص لنقطة حرجة، يمكن أن تنتقل الآلة من القطع المستقر إلى الاهتزاز العنيف. تساعد مراقبة الاهتزاز في التشخيص المبكر. غالباً ما تظهر أعطال عمود الدوران مكونات ترددية أقوى مرتبطة بالدوران. غالباً ما يظهر ارتخاء اللولب توافقيات منخفضة التردد وأنماط مرتبطة بالتغذية.
كيفية التعامل مع الاهتزاز في مخارط CNC ذات الفراش المائل أثناء التشغيل؟
تتطلب الاستجابة الجيدة أكثر من مجرد خفض السرعة. يجب تقليل قوة الإثارة أولاً، ثم تحسين الصلابة، وتجنب الرنين، وإضافة التخميد عند الحاجة.
للتعامل مع الاهتزاز في مخارط CNC ذات القاعدة المائلة، يجب تقليل قوى الإثارة، وتحسين صلابة وتخميد الآلة، وضبط معلمات القطع بعيداً عن مناطق الرنين، وصيانة أدلة المسار والبراغي الكروية، وموازنة الأجزاء الدوارة، وتحسين دعم الأساس، واستخدام التخميد النشط أو السلبي عند الحاجة.

تقليل الإثارة وتحسين الصلابة
الخطوة الأولى هي تقليل القوة التي تسبب الاهتزاز. يجب موازنة الأجزاء الدوارة. يجب فحص ظرف التثبيت (الشاك)، والبكرات، والدوارات، والأدوات المشغلة عندما يتبع الاهتزاز سرعة عمود الدوران.6 يمكن أن يتسبب الظرف الهيدروليكي أيضاً في عدم التوازن إذا كانت الفكوك، أو تحميل قطعة العمل، أو حالة التثبيت غير متماثلة. دقة التركيب مهمة. يمكن أن يصبح خطأ المحاذاة الصغير قوة متكررة عند السرعة العالية.
الخطوة التالية هي تحسين الصلابة. يجب أن تكون الأداة قصيرة قدر الإمكان. يجب التحكم في نسبة طول إلى قطر قضيب الثقب. يجب فحص حالة تثبيت البرج. يجب تثبيت قطعة العمل بقوة كافية، ولكن ليس لدرجة تشويهها. قد تحتاج قطع العمل النحيلة إلى غراب ذيل، أو مسند ثابت، أو دعم آخر. يجب أيضاً فحص خلوص دليل المسار والمنزلق. يجب أن يكون التزييت نظيفاً ومستقراً لأن سوء التزييت يزيد من الاحتكاك ويمكن أن يخلق اهتزازاً ناتجاً عن الالتصاق والانزلاق.
يمكن للتحسينات الهيكلية أن تساعد أيضاً. تعمل القاعدة الأكثر سماكة، والدعم الأقوى، والإطار المعزز على تحسين المقاومة للترددات المنخفضة. يمكن لوسادات التخميد، والمطاط، والبولي يوريثين، وكتل الكتلة المضبوطة، والنوابض، والمخمدات تقليل انتقال الاهتزاز. تعمل هذه الطرق بشكل أفضل بعد تصحيح الصلابة الأساسية والإعداد. لا يمكن للتخميد تصحيح نظام ميكانيكي مرتخٍ بالكامل.
تجنب الرنين والتحكم في العملية
يجب أن تظل معلمات القطع داخل نطاق مستقر. تزيد عمق القطع المفرط، ومعدل التغذية، والسرعة من قوة القطع. إذا ظهر الاهتزاز، لا ينبغي تقليل كل قيمة عشوائياً. يجب تغيير عامل واحد في كل مرة. غالباً ما يتم ضبط سرعة عمود الدوران أولاً، لأن الاهتزاز يعتمد بشكل كبير على التردد. يمكن لتغيير طفيف في السرعة أن يبعد العملية عن الرنين. يمكن بعد ذلك تعديل التغذية وعمق القطع بناءً على نتيجة السطح، وحمل الأداة، وشكل الرايش.
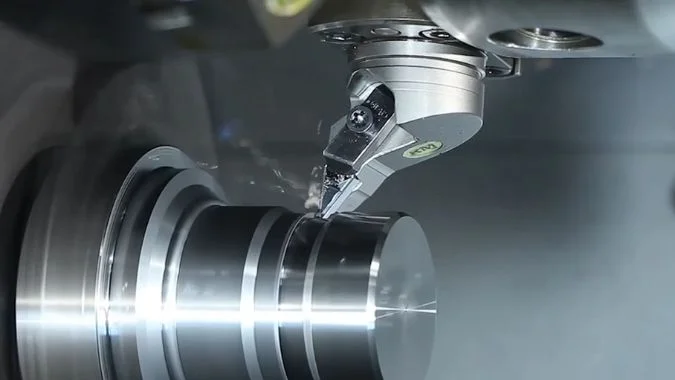
يؤثر اختيار الأداة أيضاً على مقاومة الاهتزاز. تقلل لقم القطع الحادة من قوة القطع. تساعد هندسة الحافة الأقوى عند وجود قطع متقطع. نصف قطر رأس الأداة الصحيح مهم. يمكن لنصف قطر رأس كبير أن يحسن التشطيب في إعداد صلب، ولكنه يمكن أن يزيد أيضاً من القوة الشعاعية. في الإعدادات الضعيفة، قد يؤدي نصف قطر رأس كبير إلى تفاقم الاهتزاز.7 بالنسبة للتشطيب، يجب تفضيل القطع المستقر على الإنتاجية العنيفة.
بيئة العمل مهمة أيضاً. يجب تقليل مصادر الاهتزاز الخارجية. يمكن للمكابس القريبة، والمطاحن الثقيلة، والرافعات الشوكية، والأرضيات غير المستقرة أن تعطل التصنيع الدقيق. يجب التحكم في درجة الحرارة والرطوبة عند الحاجة إلى دقة عالية. يغير التمدد الحراري المحاذاة ويمكن أن يحرك الآلة إلى حالة أقل استقراراً.
| مجال التحسين | ما الذي يجب فحصه أو تعديله | الغرض الرئيسي |
|---|---|---|
| النظام الدوار | التوازن الديناميكي للظرف، والبكرة، والدوار، وقطعة العمل | تقليل الاهتزاز القسري |
| إعداد الأداة | بروز قصير وحامل صلب | زيادة صلابة القطع |
| تثبيت قطعة العمل | قوة التثبيت المناسبة والدعم الإضافي | منع حركة القطعة وانحنائها |
| نظام مسار التوجيه | التزييت، وخلوص المنزلق، والنظافة | تقليل الاهتزاز الناتج عن الاحتكاك |
| نظام لولب كريات الحركة | الخلوص (Backlash)، وحالة محمل الدعم، والتحميل المسبق | تحسين استقرار التغذية |
| نظام عمود الدوران | ضوضاء المحمل، والحرارة، والانحراف، والتحميل المسبق | الحفاظ على استقرار الدوران |
| معايير القطع | السرعة، والتغذية، وعمق القطع | تجنب الرنين وتقليل قوة القطع |
| الأساس | المستوى، ومسامير التثبيت، وصلابة الأرضية | Prevent low-frequency amplification |
| التخميد | Passive dampers or active vibration control | تقليل انتقال الاهتزازات |
Use maintenance and monitoring as prevention
Prevention is better than emergency correction. Regular spindle runout checks help find bearing problems early. Ballscrew backlash inspection helps prevent feed vibration. Lubrication inspection prevents guideway friction and wear. Leveling checks prevent foundation-related resonance. Vibration monitoring is useful because it can show early warning signs before the surface becomes unacceptable.
Active damping systems can help in high-precision work. Sensors detect vibration in real time. Control elements respond and reduce resonance.8 Passive damping systems are simpler. They use mass blocks, springs, pads, or dampers to absorb energy. Both methods can help, but they work best when the machine is mechanically healthy first.
الخاتمة
Vibration on a slant-bed CNC lathe harms finish, accuracy, tool life, and machine health. Stable machining depends on rigidity, balance, maintenance, damping, and suitable cutting parameters.
-
"Mechanical resonance – Wikipedia", https://en.wikipedia.org/wiki/Mechanical_resonance. Resonance occurs in mechanical systems when the frequency of external excitation coincides with a system’s natural frequency, resulting in dramatic amplitude amplification due to constructive interference of oscillations. Evidence role: mechanism; source type: education. Supports: the resonance phenomenon where vibration amplitude increases dramatically when excitation frequency matches natural frequency. ↩
-
"[PDF] استقرار الثرثرة لعمليات التشغيل"،, https://mtrc.utk.edu/wp-content/uploads/sites/45/2020/08/manu_142_11_110801.pdf. Machining stability research identifies regenerative chatter, a form of self-excited vibration, as particularly problematic because it can grow exponentially from the cutting process itself, often requiring immediate intervention to prevent workpiece damage and tool failure. Evidence role: expert_consensus; source type: research. Supports: the particular severity of self-excited vibration (chatter) in machining operations. ↩
-
"Machining vibrations – Wikipedia", https://en.wikipedia.org/wiki/Machining_vibrations. The regenerative chatter mechanism in machining arises when the cutting tool encounters surface undulations left by previous passes, creating modulated cutting forces that can reinforce and amplify the vibration pattern under certain conditions of cutting speed and system dynamics. Evidence role: mechanism; source type: research. Supports: the regenerative mechanism by which chatter develops through interaction between successive cutting passes. ↩
-
"Slant Bed vs. Flat Bed CNC Lathes: A Comprehensive Comparison …", https://www.blincnc.com/Slant-Bed-vs-Flat-Bed-CNC-Lathes:-A-Comprehensive-Comparison-for-Your-Machine-Shop.html. Machine tool design literature notes that slant-bed configurations facilitate gravity-assisted chip removal and can provide improved structural rigidity through triangulated load paths, though actual performance depends on specific design implementation. Evidence role: general_support; source type: education. Supports: the structural advantages of slant-bed lathe design for chip evacuation and rigidity. Scope note: Comparative advantages vary with specific machine designs and may not apply uniformly across all slant-bed implementations ↩
-
"[PDF] Wear Patterns on Ball Bearings Lubricated by Grease Contaminated …", https://www.tribology.rs/journals/2025/2025-2/2-1893.pdf. Bearing degradation research identifies early-stage wear patterns including surface fatigue on raceways and rolling elements, accompanied by gradual preload reduction and measurable increases in radial runout before catastrophic failure occurs. Evidence role: mechanism; source type: research. Supports: the characteristic progression of bearing wear from initial damage through preload loss to increased runout. ↩
-
"Study on the Influence of Unbalanced Phase Difference … – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC11945112/. Rotor dynamics theory establishes that mass imbalance in rotating components generates centrifugal forces that produce vibration at the fundamental rotational frequency and its harmonics, with amplitude proportional to the square of rotational speed. Evidence role: mechanism; source type: education. Supports: how mass imbalance in rotating components generates vibration at frequencies directly related to rotational speed. ↩
-
"A Numerical Model for Predicting the Effect of Tool Nose Radius on …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9104572/. Cutting mechanics research shows that larger nose radii distribute cutting forces over a greater contact length, improving surface finish, but also increase the radial force component, which can reduce stability in systems with limited radial stiffness. Evidence role: mechanism; source type: research. Supports: how tool nose radius affects cutting force direction and machining stability. ↩
-
"Active vibration control for milling operations including frequency …", https://www.sciencedirect.com/science/article/pii/S2212827123001646. Active vibration control systems employ sensors to measure structural vibrations in real time and actuators to apply counteracting forces, achieving vibration reduction through feedback control algorithms, with applications in precision machining and manufacturing. Evidence role: mechanism; source type: research. Supports: the operating principles of active vibration control systems in precision machinery. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.