

¿Cuáles son los efectos de la vibración durante el mecanizado en un torno CNC de bancada inclinada?
La vibración puede destruir silenciosamente la estabilidad del torneado. Es posible que primero aparezcan marcas leves, pero la máquina, la herramienta y la pieza de trabajo ya están bajo un esfuerzo perjudicial.
La vibración durante el mecanizado en un torno CNC de bancada inclinada reduce la calidad superficial, disminuye la precisión geométrica, acorta la vida útil de la herramienta, daña los componentes de la máquina, limita la eficiencia de corte y aumenta el ruido. Si aparece vibración (chatter), la superficie suele mostrar marcas periódicas y el proceso de corte se vuelve inestable.
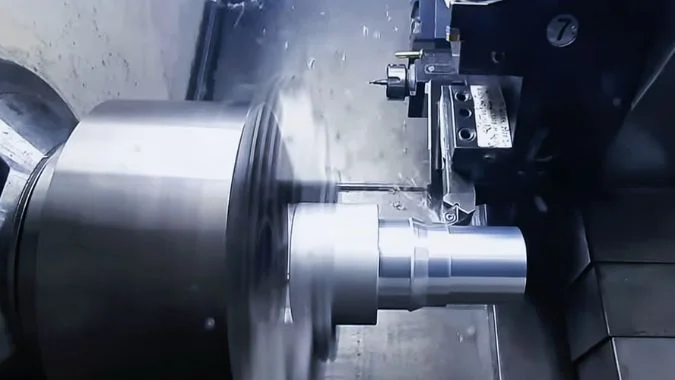
La vibración debe tratarse como un problema de sistema completo, no solo como un problema de corte. Un torno CNC de bancada inclinada suele tener una mejor evacuación de viruta y un soporte estructural más fuerte que muchas máquinas de bancada plana. Sin embargo, aún puede vibrar cuando se excede la zona de corte estable. El primer resultado es una mala calidad de la pieza. Pueden aparecer marcas de vibración, arañazos, errores de redondez y errores de cilindricidad. El segundo resultado es una vida útil más corta de la herramienta. La vibración crea cargas de impacto repetidas, por lo que las plaquitas de carburo y cerámica pueden astillarse rápidamente. El tercer resultado es el daño a la máquina. Los rodamientos, guías, husillos de bolas, pernos y superficies de contacto pueden aflojarse o desgastarse más rápido. El cuarto resultado es una menor eficiencia de producción. A menudo es necesario reducir la velocidad de corte, la velocidad de avance y la profundidad de corte para suprimir la vibración. Esto protege el proceso, pero también reduce la producción. En las líneas de producción automatizadas, una parada de máquina causada por la vibración puede alterar todo el ritmo de producción.
¿Qué tipos de vibraciones ocurren durante el mecanizado en tornos CNC de bancada inclinada?
Muchos problemas de vibración se denominan simplemente 'chatter' en el taller. En un diagnóstico real, primero se debe separar el tipo de vibración, ya que cada tipo requiere una corrección diferente.
Los principales tipos de vibración en el mecanizado con torno CNC de bancada inclinada son la vibración libre, la vibración forzada y la vibración autoexcitada. La vibración libre proviene de un impacto inicial breve. La vibración forzada proviene de fuerzas externas repetidas. La vibración autoexcitada proviene del propio sistema de corte y es la más peligrosa.
Vibración libre, vibración forzada y vibración autoexcitada
La vibración libre suele ser el tipo menos grave en la mayoría de las operaciones de torneado. Comienza después de un breve choque, como un pequeño impacto durante la carga, el contacto de la herramienta o la sujeción. La máquina recibe energía una vez y luego la vibración se desvanece. Este tipo de vibración normalmente no se convierte en la razón principal de las marcas de vibración largas. Aun así, los impactos breves repetidos pueden indicar que es necesario revisar la configuración, el método de carga o el proceso de sujeción.
La vibración forzada es más común. Proviene de una excitación externa repetida. En un torno, esto puede provenir del desequilibrio del husillo, desequilibrio del mandril, desalineación, problemas de engranajes, vibración de la unidad hidráulica, vibración del motor o vibración del suelo. La fuerza se repite a una frecuencia fija. La máquina responde entonces a esa frecuencia. Si la frecuencia de excitación se acerca a la frecuencia natural del sistema de la máquina, la vibración se vuelve mucho mayor.1
La vibración autoexcitada es el tipo más peligroso. El chatter pertenece a este grupo.2 El proceso de corte crea su propia excitación. La pasada anterior de la herramienta deja una pequeña onda en la superficie. La siguiente pasada corta sobre esa onda y crea una nueva. Este ciclo puede crecer rápidamente.3 A menudo aparece un sonido agudo y marcas repetidas densas en la superficie de la pieza de trabajo.
| Tipo de vibración | Fuente principal | Señal común | Nivel de riesgo |
|---|---|---|---|
| Vibración libre | Impacto o pulso único | Vibración breve que se desvanece | Baja en la mayoría de los casos de mecanizado |
| Vibración forzada | Fuerza externa repetida | Vibración regular vinculada a la velocidad o al equipo | De media a alta |
| Vibración autoexcitada | El proceso de corte en sí | Marcas de vibración (chatter) y ruido agudo | Muy alto |
| Condición de resonancia | Coincidencia de frecuencia entre la excitación y la estructura | Aumento repentino de la vibración | Muy alto |
Por qué las máquinas de bancada inclinada siguen vibrando
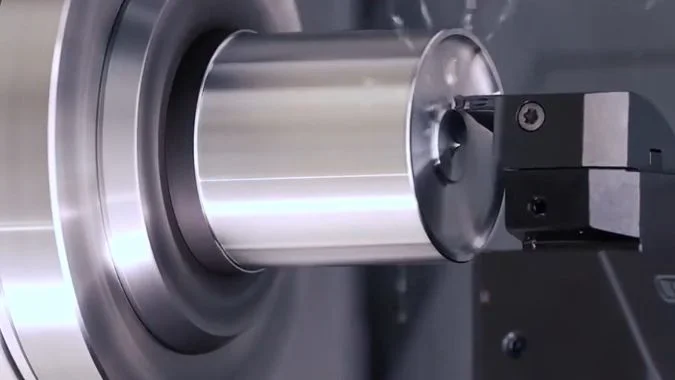
Un torno CNC de bancada inclinada tiene ventajas estructurales reales. El ángulo de la bancada facilita la evacuación de virutas. La estructura puede soportar bien el carro.4 El componente de gravedad también puede ayudar a la estabilidad del contacto en algunas condiciones. Estas ventajas reducen el riesgo de vibración, pero no la eliminan por completo. Si el voladizo de la herramienta es demasiado largo, la pieza de trabajo es esbelta, el agarre del mandril es débil o la fuerza de corte es demasiado alta, el sistema aún puede perder estabilidad.
La relación entre la herramienta, la pieza de trabajo, el husillo, la torreta, la guía y los cimientos es muy importante. Estas partes no vibran solas. Forman un único sistema dinámico. Una pequeña debilidad en una parte puede volverse grave cuando la fuerza de corte se repite en la frecuencia incorrecta. Es por esto que el "chatter" no debe tratarse solo cambiando la placa. Se debe revisar toda la trayectoria de la fuerza, desde el filo de corte hasta el portaherramientas, la torreta, las guías, la bancada y los cimientos. Un proceso estable requiere que todas estas partes funcionen juntas.
¿La nivelación incorrecta de la máquina y la configuración de los cimientos causan resonancia inesperada?
Los problemas de nivelación y cimientos son fáciles de subestimar. Una máquina puede cortar bien durante la instalación, pero volverse inestable después de que el suelo se asiente o cambien las condiciones de soporte.
Sí, una nivelación inadecuada de la máquina y una configuración deficiente de los cimientos pueden causar resonancia inesperada. La torsión de la bancada, el soporte débil, los pernos de anclaje sueltos, los suelos huecos y el asentamiento de los cimientos pueden cambiar la rigidez y la frecuencia natural de la máquina, por lo que la excitación de corte puede amplificarse en lugar de absorberse.

Cómo la nivelación cambia el comportamiento de la máquina
La nivelación de la máquina no es solo un paso de la instalación. Controla el estado de tensión de la bancada de la máquina. Si la máquina no está nivelada correctamente, la bancada puede torcerse. La alineación de las guías puede cambiar. La relación entre la torreta, el husillo y el contrapunto también puede desplazarse. Estos pequeños cambios reducen la rigidez del sistema. También cambian la frecuencia natural de la máquina. Cuando la frecuencia natural se acerca a la velocidad del husillo, la frecuencia de corte u otra fuerza periódica, puede aparecer una resonancia inesperada.
Una nivelación incorrecta también crea tensiones internas. Es posible que la máquina aún supere una prueba de corte básica, pero la tensión puede cambiar con la temperatura, la carga y el tiempo. Después de un uso prolongado, un punto de apoyo puede soportar más carga que otros puntos. Esto puede causar un contacto desigual entre la máquina y los cimientos. La máquina entonces se vuelve más sensible a la carga de corte. Pueden aparecer dimensiones inestables, redondez deficiente y marcas de vibración cambiantes a ciertas velocidades del husillo. Estos síntomas pueden parecer problemas de herramientas o parámetros, pero la fuente puede ser la condición de soporte de la máquina.
Cómo los defectos de los cimientos amplifican la vibración
Los cimientos deben soportar la máquina con suficiente rigidez y amortiguación. Si el suelo es débil, hueco, está agrietado o no está bien compactado, es posible que no absorba bien la vibración. En cambio, puede amplificarla. Los pernos de anclaje flojos crean un problema similar. La máquina puede parecer fija, pero puede producirse un pequeño movimiento durante el corte. Este movimiento se vuelve visible en la superficie mecanizada.
El asentamiento de los cimientos es otro problema oculto. Una máquina puede estar nivelada correctamente después de la instalación. Después de meses o años de uso, el suelo puede asentarse. El centro de gravedad y la rigidez de soporte de la máquina cambian entonces. Un rango de velocidad que antes era seguro puede convertirse en una zona de resonancia más tarde. Este es un riesgo de resonancia secundaria. Es difícil de notar sin controles regulares de nivel y de vibración.
| Problema de configuración | Qué cambia en la máquina | Síntoma de mecanizado | Verificación común |
|---|---|---|---|
| Nivelación deficiente | Torcedura de la bancada y deformación de las guías | Deriva de tamaño y marcas superficiales desiguales | Volver a verificar el nivel en los puntos de referencia de la máquina |
| Pernos de anclaje sueltos | Contacto débil con los cimientos | La vibración aumenta durante el corte pesado | Verificar la precarga de los pernos y la condición de contacto |
| Suelo hueco | Baja rigidez de soporte | Vibración de baja frecuencia | Prueba de golpe, inspección del suelo, verificación de vibración |
| Asentamiento de la cimentación | Cambio en el centro de gravedad y la rigidez | Nueva resonancia a velocidades previamente seguras | Comparar el nivel actual con el registro de instalación |
| Cambio térmico en el suelo o la bancada | Desplazamiento de la geometría | Cambios en la precisión durante el día | Temperatura de la guía y geometría de la máquina |
Los datos de nivelación deben registrarse durante la instalación y después del traslado de maquinaria pesada. También deben comprobarse tras un choque, después de una reparación de la cimentación y tras una desviación de la precisión a largo plazo. Este hábito previene muchos problemas que parecen ser cuestiones de parámetros de corte, pero que en realidad se originan en el suelo o en el sistema de soporte.
¿Cómo provocan los rodamientos del husillo desgastados y los husillos de bolas flojos la vibración del mecanizado con el paso del tiempo?
La vibración a menudo aumenta lentamente antes de volverse evidente. Primero pueden aparecer pequeñas ondulaciones, luego astillamiento de la herramienta, seguidos de vibración intensa (chatter) y baja precisión.
El desgaste de los rodamientos del husillo y los husillos a bolas sueltos provocan vibraciones al aumentar el juego, reducir la rigidez y generar impactos periódicos. Con el tiempo, una pequeña excentricidad, holgura y la inestabilidad del avance pueden derivar en una fuerte resonancia, acabado superficial deficiente, astillamiento de la herramienta y pérdida de precisión en el mecanizado.
Trayectoria de desgaste del rodamiento del husillo
Los rodamientos del husillo soportan la precisión de rotación de la pieza de trabajo o del mandril. En la etapa inicial del desgaste, las pistas de rodadura o los elementos rodantes del rodamiento pueden presentar daños leves. La precarga disminuye. La excentricidad radial aumenta ligeramente.5 En esta etapa, el ruido de alta frecuencia puede aumentar. La superficie de la pieza de trabajo puede mostrar pequeñas ondulaciones, pero el tamaño aún puede mantenerse bajo control.
En la etapa intermedia, el juego aumenta. Los cambios en la fuerza de corte desplazan el eje del husillo lejos de su trayectoria ideal. A mayor velocidad, los cambios en la fuerza centrífuga también se vuelven más fuertes. El husillo ya no gira con suficiente rigidez. La rugosidad superficial empeora. Los filos de las herramientas se astillan con mayor frecuencia debido al aumento de la carga de impacto.
En la etapa avanzada, la rigidez del rodamiento se vuelve demasiado débil. El sistema del husillo se deforma bajo la fuerza de corte. Su frecuencia natural puede disminuir y acercarse a la frecuencia de corte. Entonces, puede aparecer vibración autoexcitada (chatter). El sonido se vuelve áspero. La superficie pierde calidad rápidamente. La precisión se vuelve difícil o imposible de mantener. En esta etapa, generalmente se requiere la reparación o reemplazo del rodamiento, ya que los cambios de parámetros no pueden solucionar la causa raíz.
Trayectoria de aflojamiento del husillo a bolas
Los husillos a bolas controlan el movimiento de avance. Cuando se pierde la precarga de la tuerca o se aflojan los rodamientos de soporte, aparece holgura (backlash). Al principio, puede ocurrir un recorrido muerto durante los cambios de dirección. El avance a baja velocidad puede mostrar tirones. La precisión de posicionamiento comienza a disminuir.
En la etapa intermedia, la rigidez de contacto entre el tornillo y la tuerca se debilita. El rizado del par del servomotor puede convertirse en un impacto mecánico. Durante el avance a alta velocidad o el corte pesado, la circulación de las bolas puede volverse inestable. La vibración viaja a través de las guías y la torreta. La trayectoria de la herramienta pierde precisión. Los perfiles de la pieza de trabajo pueden mostrar distorsiones.
En la etapa final, las piezas aflojadas crean una vibración no lineal. El tornillo puede moverse axialmente bajo carga dinámica. Puede aparecer una resonancia de baja frecuencia en la estructura de la máquina. En este punto, reducir la velocidad del husillo puede no resolver completamente el problema, ya que la vibración proviene del aflojamiento mecánico. Se vuelve necesaria la inspección del eje de avance, la medición del juego, el ajuste de la precarga y la reparación de los rodamientos de soporte.
| Estado del componente | Signo temprano | Signo intermedio | Signo tardío |
|---|---|---|---|
| Desgaste del rodamiento del husillo | Mayor ruido y rizado fino | Rugosidad deficiente y astillado de la herramienta | Sonido áspero y vibración severa |
| Pérdida de precarga del rodamiento | Pequeño aumento en la excentricidad | Desviación del eje bajo fuerza de corte | Pérdida de precisión bajo carga normal |
| Juego del tornillo de bolas | Recorrido muerto y avance irregular | Impacto en el avance y error de perfil | Resonancia estructural de baja frecuencia |
| Aflojamiento del soporte del tornillo | Pequeña deriva en el posicionamiento | Vibración a través de la torreta y la guía | Las marcas de corte persisten tras la reducción de parámetros |
Los efectos de acoplamiento también son importantes. La vibración del husillo puede transmitirse a la bancada y aumentar el desgaste por contacto cerca de los soportes de los husillos. La inestabilidad en el avance debido a un husillo flojo puede cambiar la carga de corte y aumentar la tensión del husillo. Estos dos problemas pueden retroalimentarse. El crecimiento de la vibración no siempre es lineal. Una vez que el juego supera un punto crítico, la máquina puede pasar de un corte estable a una vibración violenta. El monitoreo de vibraciones ayuda en el diagnóstico temprano. Las fallas del husillo suelen mostrar componentes de frecuencia más fuertes vinculados a la rotación. La holgura del husillo suele mostrar armónicos de baja frecuencia y patrones relacionados con el avance.
¿Cómo lidiar con la vibración en tornos CNC de bancada inclinada durante el mecanizado?
Una buena respuesta requiere más que reducir la velocidad. Primero se debe reducir la fuerza de excitación, luego mejorar la rigidez, evitar la resonancia y añadir amortiguación cuando sea necesario.
Para tratar la vibración en tornos CNC de bancada inclinada, reduzca las fuerzas de excitación, mejore la rigidez y amortiguación de la máquina, ajuste los parámetros de corte lejos de las zonas de resonancia, mantenga las guías y los husillos de bolas, equilibre las piezas giratorias, mejore el soporte de la base y utilice amortiguación activa o pasiva cuando sea necesario.

Reducir la excitación y mejorar la rigidez
El primer paso es reducir la fuerza que genera la vibración. Las piezas giratorias deben estar equilibradas. Se deben revisar los platos, poleas, rotores y herramientas motorizadas cuando la vibración sigue a la velocidad del husillo.6 Un plato hidráulico también puede crear desequilibrio si las garras, la carga de la pieza de trabajo o las condiciones de sujeción no son simétricas. La precisión de la instalación es fundamental. Un pequeño error de alineación puede convertirse en una fuerza repetitiva a alta velocidad.
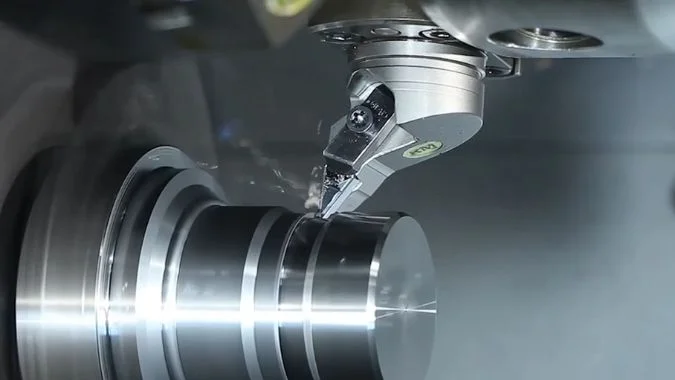
El siguiente paso es mejorar la rigidez. La herramienta debe ser lo más corta posible. Se debe controlar la relación longitud-diámetro de la barra de mandrinar. Debe revisarse el estado de sujeción de la torreta. La pieza de trabajo debe sujetarse con fuerza suficiente, pero no tanta como para deformarla. Las piezas esbeltas pueden necesitar un contrapunto, una luneta u otro soporte. También se debe verificar el juego de la guía y el carro. La lubricación debe ser limpia y estable, ya que una lubricación deficiente aumenta la fricción y puede crear vibraciones por adherencia y deslizamiento (stick-slip).
Las mejoras estructurales también pueden ayudar. Una base más gruesa, un soporte más fuerte y un marco reforzado mejoran la resistencia a bajas frecuencias. Las almohadillas de amortiguación, el caucho, el poliuretano, los bloques de masa sintonizados, los resortes y los amortiguadores pueden reducir la transmisión de vibraciones. Estos métodos funcionan mejor después de haber corregido la rigidez básica y la configuración. La amortiguación no puede corregir completamente un sistema mecánico suelto.
Evitar la resonancia y controlar el proceso
Los parámetros de corte deben permanecer dentro de una zona estable. La profundidad de corte, la velocidad de avance y la velocidad excesivas aumentan la fuerza de corte. Si aparece vibración, no se deben reducir todos los valores al azar. Se debe cambiar un factor a la vez. La velocidad del husillo suele ajustarse primero, porque la vibración depende fuertemente de la frecuencia. Un pequeño cambio de velocidad puede alejar el proceso de la resonancia. El avance y la profundidad de corte pueden ajustarse luego basándose en el resultado de la superficie, la carga de la herramienta y la forma de la viruta.
La selección de la herramienta también afecta la resistencia a la vibración. Los insertos afilados reducen la fuerza de corte. Una geometría de filo más resistente ayuda cuando hay cortes interrumpidos. El radio de punta correcto es importante. Un radio de punta grande puede mejorar el acabado en una configuración rígida, pero también puede aumentar la fuerza radial. En configuraciones débiles, un radio de punta grande puede empeorar la vibración.7 Para el acabado, se debe preferir el corte estable sobre la productividad agresiva.
El entorno de trabajo también importa. Se deben reducir las fuentes de vibración externas. Las prensas cercanas, amoladoras pesadas, montacargas y pisos inestables pueden afectar el mecanizado de precisión. La temperatura y la humedad deben controlarse cuando se requiere alta precisión. La expansión térmica altera la alineación y puede hacer que la máquina pase a una condición menos estable.
| Área de mejora | Qué se debe revisar o ajustar | Propósito principal |
|---|---|---|
| Sistema rotativo | Equilibrio dinámico del plato, polea, rotor y pieza de trabajo | Reducir la vibración forzada |
| Configuración de la herramienta | Saliente corto y soporte rígido | Aumentar la rigidez de corte |
| Sujeción de piezas | Fuerza de sujeción adecuada y soporte adicional | Prevenir el movimiento y la flexión de la pieza |
| Sistema de guías | Lubricación, holgura del carro y limpieza | Reducir la vibración relacionada con la fricción |
| Sistema de husillo de bolas | Juego, estado de los rodamientos de soporte y precarga | Mejorar la estabilidad del avance |
| Sistema de husillo | Ruido, calor, descentramiento y precarga de los rodamientos | Mantener la rotación estable |
| Parámetros de corte | Velocidad, avance y profundidad de corte | Evitar la resonancia y reducir la fuerza de corte |
| Cimentación | Nivelación, pernos de anclaje y rigidez del suelo | Prevenir la amplificación de baja frecuencia |
| Amortiguación | Amortiguadores pasivos o control de vibración activo | Reducir la transmisión de vibraciones |
Utilizar el mantenimiento y la monitorización como prevención
La prevención es mejor que la corrección de emergencia. Las comprobaciones periódicas de la excentricidad del husillo ayudan a detectar problemas en los rodamientos de forma temprana. La inspección de la holgura del husillo de bolas ayuda a prevenir la vibración de avance. La inspección de la lubricación evita la fricción y el desgaste de las guías. Las comprobaciones de nivelación previenen la resonancia relacionada con la cimentación. La monitorización de vibraciones es útil porque puede mostrar signos de advertencia tempranos antes de que la superficie sea inaceptable.
Los sistemas de amortiguación activa pueden ayudar en trabajos de alta precisión. Los sensores detectan la vibración en tiempo real. Los elementos de control responden y reducen la resonancia.8 Los sistemas de amortiguación pasiva son más sencillos. Utilizan bloques de masa, resortes, almohadillas o amortiguadores para absorber energía. Ambos métodos pueden ayudar, pero funcionan mejor cuando la máquina está mecánicamente sana primero.
Conclusión
La vibración en un torno CNC de bancada inclinada perjudica el acabado, la precisión, la vida útil de la herramienta y la salud de la máquina. El mecanizado estable depende de la rigidez, el equilibrio, el mantenimiento, la amortiguación y los parámetros de corte adecuados.
-
"Resonancia mecánica – Wikipedia", https://en.wikipedia.org/wiki/Mechanical_resonance. La resonancia ocurre en sistemas mecánicos cuando la frecuencia de excitación externa coincide con la frecuencia natural del sistema, lo que resulta en una amplificación dramática de la amplitud debido a la interferencia constructiva de las oscilaciones. Rol de la evidencia: mecanismo; tipo de fuente: educación. Apoya: el fenómeno de resonancia donde la amplitud de la vibración aumenta dramáticamente cuando la frecuencia de excitación coincide con la frecuencia natural. ↩
-
"[PDF] Estabilidad frente a vibraciones en operaciones de mecanizado", https://mtrc.utk.edu/wp-content/uploads/sites/45/2020/08/manu_142_11_110801.pdf. La investigación sobre la estabilidad del mecanizado identifica el chatter regenerativo, una forma de vibración autoexcitada, como particularmente problemático porque puede crecer exponencialmente a partir del propio proceso de corte, requiriendo a menudo una intervención inmediata para evitar daños en la pieza y fallos en la herramienta. Rol de la evidencia: consenso de expertos; tipo de fuente: investigación. Apoya: la severidad particular de la vibración autoexcitada (chatter) en operaciones de mecanizado. ↩
-
"Vibraciones en mecanizado – Wikipedia", https://en.wikipedia.org/wiki/Machining_vibrations. El mecanismo de chatter regenerativo en el mecanizado surge cuando la herramienta de corte encuentra ondulaciones superficiales dejadas por pasadas anteriores, creando fuerzas de corte moduladas que pueden reforzar y amplificar el patrón de vibración bajo ciertas condiciones de velocidad de corte y dinámica del sistema. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Apoya: el mecanismo regenerativo mediante el cual el chatter se desarrolla a través de la interacción entre pasadas de corte sucesivas. ↩
-
"Tornos CNC de bancada inclinada vs. bancada plana: una comparación exhaustiva …", https://www.blincnc.com/Slant-Bed-vs-Flat-Bed-CNC-Lathes:-A-Comprehensive-Comparison-for-Your-Machine-Shop.html. La literatura sobre el diseño de máquinas herramienta señala que las configuraciones de bancada inclinada facilitan la eliminación de virutas asistida por gravedad y pueden proporcionar una mayor rigidez estructural a través de trayectorias de carga trianguladas, aunque el rendimiento real depende de la implementación del diseño específico. Rol de la evidencia: apoyo general; tipo de fuente: educación. Apoya: las ventajas estructurales del diseño de torno de bancada inclinada para la evacuación de virutas y la rigidez. Nota de alcance: Las ventajas comparativas varían con diseños de máquinas específicos y pueden no aplicarse de manera uniforme en todas las implementaciones de bancada inclinada. ↩
-
"[PDF] Patrones de desgaste en rodamientos de bolas lubricados con grasa contaminada …", https://www.tribology.rs/journals/2025/2025-2/2-1893.pdf. La investigación sobre la degradación de los rodamientos identifica patrones de desgaste en etapas tempranas, incluida la fatiga superficial en pistas de rodadura y elementos rodantes, acompañados por una reducción gradual de la precarga y aumentos medibles en la excentricidad radial antes de que ocurra una falla catastrófica. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Apoya: la progresión característica del desgaste de los rodamientos desde el daño inicial a través de la pérdida de precarga hasta el aumento de la excentricidad. ↩
-
"Estudio sobre la influencia de la diferencia de fase de desequilibrio … – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC11945112/. La teoría de la dinámica de rotores establece que el desequilibrio de masa en componentes rotativos genera fuerzas centrífugas que producen vibración en la frecuencia de rotación fundamental y sus armónicos, con una amplitud proporcional al cuadrado de la velocidad de rotación. Rol de la evidencia: mecanismo; tipo de fuente: educación. Apoya: cómo el desequilibrio de masa en componentes rotativos genera vibración a frecuencias directamente relacionadas con la velocidad de rotación. ↩
-
"Un modelo numérico para predecir el efecto del radio de punta de la herramienta en …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9104572/. La investigación sobre mecánica de corte muestra que radios de punta más grandes distribuyen las fuerzas de corte sobre una mayor longitud de contacto, mejorando el acabado superficial, pero también aumentan el componente de fuerza radial, lo que puede reducir la estabilidad en sistemas con rigidez radial limitada. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Apoya: cómo el radio de punta de la herramienta afecta la dirección de la fuerza de corte y la estabilidad del mecanizado. ↩
-
"Control activo de vibraciones para operaciones de fresado, incluyendo frecuencia...", https://www.sciencedirect.com/science/article/pii/S2212827123001646. Los sistemas de control activo de vibraciones emplean sensores para medir las vibraciones estructurales en tiempo real y actuadores para aplicar fuerzas contrarias, logrando la reducción de la vibración mediante algoritmos de control de retroalimentación, con aplicaciones en mecanizado y fabricación de precisión. Función de evidencia: mecanismo; tipo de fuente: investigación. Apoya: los principios operativos de los sistemas de control activo de vibraciones en maquinaria de precisión. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.