

Welche Art von Führungsschiene eignet sich besser für Schwerlastdrehmaschinen?
Die Bearbeitung massiver Schmiedeteile aus Stahl erfordert absolute strukturelle Stabilität. Bei der Bewertung einer Schwerlastdrehmaschine ist die Wahl des richtigen Führungsschienensystems eine kritische technische Entscheidung, um die Steifigkeit der Maschine zu gewährleisten und werkzeugzerstörende Vibrationen bei tiefen Schnitten zu verhindern.
Flachführungen, auch als Hartharzführungen bezeichnet, eignen sich am besten für Schwerlastdrehmaschinen. Sie nutzen Gleitreibung mit einer großen Kontaktfläche. Diese massive Eisenstruktur bietet eine enorme Tragfähigkeit und eine ausgezeichnete Vibrationsdämpfung. Sie ermöglichen das einfache Schneiden großer, schwerer und harter Metallteile.

Die Wahl zwischen Linearführungen und Flachführungen ist selten einfach; sie erfordert die Abstimmung der mechanischen Grenzen der Maschine auf Ihre spezifischen Bearbeitungsvorgänge. Im Folgenden finden Sie einen detaillierten technischen Vergleich dieser beiden Führungsschienensysteme, der Ihrem Team helfen soll, die für Ihre Schwergutanwendungen erforderliche Konfiguration genau zu spezifizieren.
Was sind die Hauptunterschiede zwischen Linearführungen und Flachführungen bei Drehmaschinen?
Die Spezifikation der richtigen CNC-Drehmaschine erfordert ein Gleichgewicht zwischen Eilganggeschwindigkeiten und Tragfähigkeit. Das Verständnis der grundlegenden technischen Unterschiede zwischen Linear- und Flachführungen ist für Ihre Einkaufs- und Ingenieurteams unerlässlich, um die Maschinenarchitektur an Ihre Produktionsanforderungen anzupassen.
Linearführungen verwenden rollende Metallkugeln, um eine schnelle Bewegung für leichte Teile zu ermöglichen. Flachführungen nutzen flaches Eisen, das auf Eisen gleitet, um enorme Festigkeit zu bieten. Flachführungen bewältigen extremes Gewicht. Linearführungen konzentrieren sich auf hohe Geschwindigkeit und hohe Präzision.
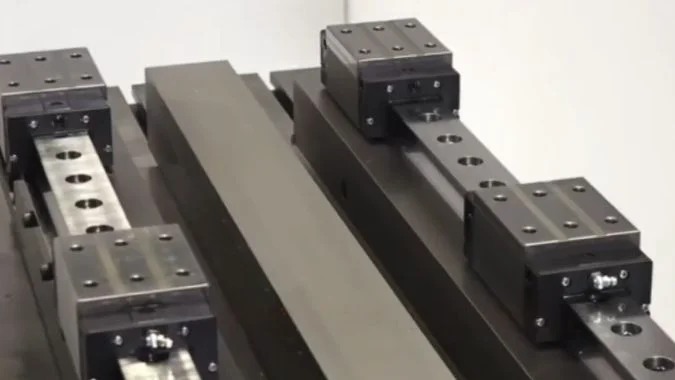
Eine Flachführung ist eine Kastenführung. Das Werk gießt sie direkt in das Maschinenbett aus Eisen. Arbeiter schaben das Eisen von Hand.1 Sie machen es perfekt flach. Oft bringen wir eine Kunststoffbeschichtung auf. Diese Beschichtung hilft dem Metall beim Gleiten. Dieses System nutzt Gleitreibung. Die flachen Oberflächen berühren sich vollständig.
Eine Linearführung verwendet ein völlig anderes Design. Sie nutzt eine modulare Stahlschiene. Ein Metallschlitten fährt auf dieser Schiene. Kleine Stahlkugeln drehen sich im Inneren des Schlittens.2 Dies erzeugt Rollreibung. Die kleinen Kugeln berühren die Schiene nur an winzigen Punkten.3
Diese physikalischen Unterschiede verändern die Maschinenleistung. Flachführungen nehmen schwere Lasten auf. Sie bewegen sich langsam. Linearführungen bewegen sich sehr schnell. Sie können keine schweren Stöße vertragen.4 Flachführungen erfordern eine sorgfältige Ölwartung. Sie müssen manuell nachgeschabt werden. Linearführungen kosten in der Anschaffung mehr. Sie können sie jedoch leicht abschrauben und ersetzen.
| Merkmal | Flachführungen (Kastenführungen) | Linearführungen |
|---|---|---|
| Reibung Typ | Gleitende Reibung | Rollende Reibung |
| Kontaktbereich | Große ebene Fläche | Winziger Punkt oder Linie |
| Betriebsgeschwindigkeit | Niedrige Geschwindigkeit | Sehr hohe Geschwindigkeit |
| Wartung | Schwierig zu reparieren, erfordert Schaben | Einfach abzuschrauben und auszutauschen |
Warum gelten Flachführungen traditionell als Standard für das Schwerlastdrehen?
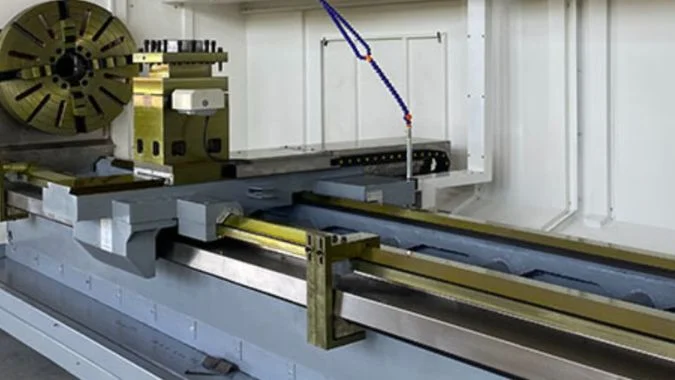
Das Tragen tonnenschwerer Werkstücke, wie massiver Stahlwellen, erfordert ein Maschinenbett, das für extreme Lasten ausgelegt ist. Flachführungen sind für diese Schwerlastanwendungen zwingend vorgeschrieben, da ihr Design das enorme Gewicht sicher auf eine große Oberfläche verteilt und struktureller Durchbiegung entgegenwirkt.
Flachführungen sind der Standard für die Schwerzerspanung, da sie einen massiven Oberflächenkontakt nutzen. Die flachen Eisenprofile verteilen das hohe Gewicht über eine große Fläche. Dies verhindert, dass sich die Maschine unter extremen Lasten und hohen Schnittkräften verbiegt.
Gute Flachführungen halten jahrzehntelang. Sie überstehen widrigste Bedingungen. Wir betrachten sie als absoluten Standard für die Schruppbearbeitung. Sie besitzen eine rohe physische Stärke. Linearführungen nutzen winzige Stahlkugeln. Ein schweres Drei-Tonnen-Teil würde diese winzigen Kugeln zerquetschen.
Flachführungen verwenden massives Flacheisen. Die Kontaktfläche ist riesig. Diese riesige Fläche verteilt die schwere Last. Sie drücken ein schweres Schneidwerkzeug tief in einen geschmiedeten Stahlrohling. Die Flachführungen biegen sich nicht. Sie stützen das Schneidwerkzeug perfekt ab. Wir härten die Oberfläche der Eisenschiene. Dadurch ist die Führung verschleißfest. Sie bewegt täglich schwere Lasten, ohne zu brechen.
Flachführungen überstehen auch schmutzige Werkstätten. Schwerzerspanung erzeugt heiße Metallspäne und dicken Eisenstaub. Linearführungen gehen leicht kaputt. Schmutz gelangt in die winzigen Kugeln. Flachführungen schieben den Schmutz einfach beiseite. Der einfache Gleitstein ignoriert die schlechte Umgebung. Sie bearbeiten den ganzen Tag riesige Stahlgussteile. Die Maschine bleibt leistungsfähig.
| Standardmerkmal | Vorteil der Flachführung | Ergebnis in der Fertigung |
|---|---|---|
| Gewichtstragfähigkeit | Riesiger Oberflächenkontakt | Hält sicher Drei-Tonnen-Teile |
| Verschleißfestigkeit | Gehärtete Eisenoberfläche | Hält jahrelang unter hoher Belastung |
| Verschmutzte Bedingungen | Keine kleinen rollenden Teile | Übersteht Staub und heiße Späne |
| Strukturelle Biegung | Als ein schweres Stück gegossen | Bleibt bei tiefen Schnitten gerade |
Wie verbessern Flachführungen die Vibrationsdämpfung bei unterbrochenen Schnitten an Werkstücken mit großem Durchmesser?
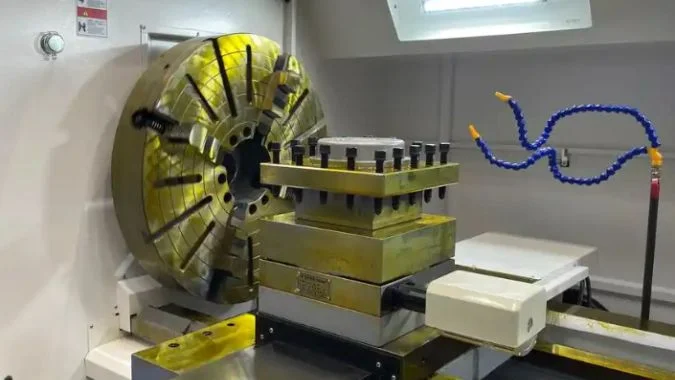
Unterbrochene Schnitte an Teilen mit großem Durchmesser, wie z. B. Zahnradrohlingen, führen unweigerlich zu starken Stoßbelastungen für Spindel und Werkzeug. Gehärtete Gleitführungen werden hier häufig eingesetzt, da ihre massive Gleitkontaktfläche die notwendige Schwingungsdämpfung bietet, um die Oberflächengüte zu erhalten und Werkzeuginvestitionen zu schützen.
Gehärtete Gleitführungen absorbieren Schwingungen durch Gleitreibung. Der große Metall-auf-Metall-Kontakt wirkt wie ein riesiger Schwamm für Stoßwellen. Diese massive Eisenstruktur verhindert, dass das Werkzeug vibriert, wenn es auf Lücken bei Teilen mit großem Durchmesser trifft.
Große Pumpengehäuse haben Löcher und Lücken. Das Schneidwerkzeug trifft auf das Metall. Dann trifft es auf leere Luft. Dann trifft es wieder auf das Metall. Wir nennen dies unterbrochenen Schnitt. Es erzeugt schreckliche Stoßwellen.5
Eine Linearführung federt. Die winzigen Kugeln können den starken Aufprall nicht absorbieren. Die Maschine vibriert heftig. Eine gehärtete Gleitführung schluckt die Schwingungen vollständig. Das massive Eisenbett und der flache Gleitschlitten drücken zusammen. Dickes Öl befindet sich zwischen den flachen Platten. Dieses Öl wirkt wie ein schweres Polster. Es eliminiert die Schwingung sofort. Ihre Spindel bleibt ruhig.
Sie müssen auch gute Bearbeitungstricks anwenden. Sie verwenden eine Lünette, um lange Teile zu halten. Sie senken Ihre Schnittgeschwindigkeit. Sie machen kleinere Schnitte. Dies vermeidet Maschinenresonanz. Sie ändern auch Ihre Werkzeugform. Ein größerer Einstellwinkel leitet die Kraft nach unten.6 Sie drückt in das schwere Eisenbett. Die gehärteten Gleitführungen nehmen diese Kraft auf. Sie halten den Schnitt perfekt glatt.
| Dämpfungsmethode | Funktionsweise | Nutzen für die Bearbeitung |
|---|---|---|
| Gleitreibung | Schwere Flachplatten reiben aneinander | Absorbiert plötzliche Stoßbelastungen |
| Ölkissen | Dickes Öl befindet sich zwischen den Platten | Unterdrückt hochfrequentes Rattern |
| Einrichten der Maschine | Lünetten halten das Werkstück | Verhindert das Durchbiegen langer Werkstücke |
| Werkzeug-Geometrie | Großer Einstellwinkel | Leitet die Kraft in das Gussbett |
Welche Arten von Werkstücken eignen sich für das Schwerlastdrehen?
Die Erweiterung der Kapazitäten Ihrer Anlage für die Schwerzerspanung erfordert ein klares Verständnis Ihrer Zielanwendungen. Die Identifizierung der spezifischen Werkstückabmessungen, Gewichte und zähen Materialien, die eine Schwerdrehmaschine erforderlich machen, ist ein entscheidender Schritt zur Rechtfertigung der Investition.
Schwerdrehen eignet sich für massive Wellen, große Zahnradrohlinge und schwere geschmiedete Zylinder. Diese Teile wiegen in der Regel über fünfhundert Kilogramm. Sie bestehen aus zähem legiertem Stahl. Sie erfordern das schnelle Abtragen enormer Mengen an Rohmaterial.
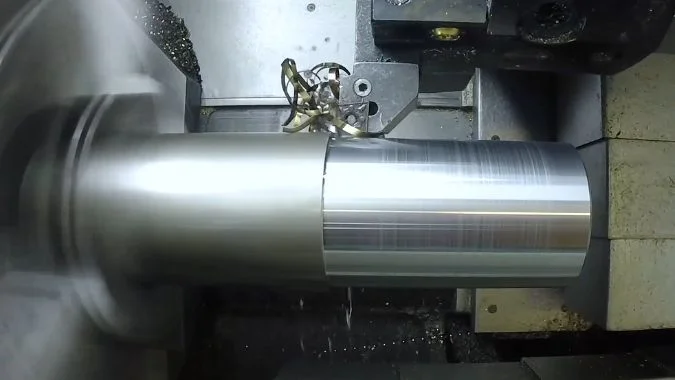
Sie spannen massive rotierende Körper auf diese Maschinen. Wir sehen riesige Schiffskurbelwellen. Wir sehen Windturbinenspindeln. Wir bearbeiten riesige Ölrohre. Diese Teile haben Durchmesser von über fünfhundert Millimetern. Ein einzelnes Stück wiegt Tausende von Kilogramm. Sie zerspanen sehr zähes Metall. Kunden zerspanen hochfesten legierten Stahl. Sie zerspanen Duplex-Edelstahl.
Diese großen Teile beginnen als rohe Gussteile. Sie beginnen als rohe Schmiedeteile. Sie haben eine dicke Zunderschicht auf der Außenseite. Sie müssen große Mengen an Metall abtragen. Sie schneiden es sehr schnell. Sie führen tiefe Schnitte aus. Sie führen das Werkzeug schnell zu. Auf einer leichten Maschine ist dies nicht möglich. Sie verwenden schwere Maschinen auch für dünnwandige Ringe. Das schwere Gussbett verhindert, dass der Ring vibriert. Sie verkaufen diese Teile an Energieanlagen.
| Werkstücktyp | Beispiele | Warum Schwerzerspanung erforderlich ist |
|---|---|---|
| Massive Wellen | Schiffskurbeln, Turbinenspindeln | Wiegt Tausende von Kilogramm |
| Große Scheiben | Naben, große Zahnradrohlinge | Sehr großer Durchmesser |
| Robuste Metalle | Duplexstahl, Hartlegierungen | Erfordert massive Schnittkraft |
| Grobe Rohlinge | Rohe Schmiedestücke, Eisengussteile | Erfordert schnelle Metallabtragung |
Schlussfolgerung
Hartschienen bieten die enorme Festigkeit und Schwingungsdämpfung, die für Schwerlastdrehmaschinen erforderlich sind. Wählen Sie Linearführungen für Geschwindigkeit. Verlassen Sie sich auf Hartschienen für massive Metallteile.
-
"Handschaber – Wikipedia", https://en.wikipedia.org/wiki/Hand_scraper. Quellen zum Schaben von Werkzeugmaschinen beschreiben das Handschaben als traditionelles Endbearbeitungsverfahren, das zur Korrektur der Geometrie, zur Verbesserung des Lagerkontakts und zur Vorbereitung von Präzisionsgleitflächen eingesetzt wird. Nachweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Handschaben wird zum Fertigbearbeiten oder Korrigieren von Gleitführungsflächen an Werkzeugmaschinen verwendet.. Anmerkung zum Geltungsbereich: Die Quelle würde das Handschaben als bekanntes Verfahren stützen, nicht jedoch, dass heute jede Fabrik oder jede Hartschienen-Drehmaschine manuelles Schaben einsetzt. ↩
-
"[PDF] Thema 16 Wälzkörper-Linearführungen – MIT", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Referenzen zu Linearführungen beschreiben Kugelumlaufführungen als Schlitten oder Blöcke, die rollende Stahlkugeln enthalten, welche zwischen Block und Schiene zirkulieren. Nachweisrolle: Definition; Quellentyp: Institution. Unterstützt: Viele Linearschienen verwenden Stahlkugeln in einem Schlitten, um eine Rollbewegung zu erzeugen.. Anmerkung zum Geltungsbereich: Dies unterstützt speziell Kugel-Linearführungen; einige Linearführungssysteme verwenden Rollen, hydrostatische Lager oder andere Anordnungen. ↩
-
"[PDF] Tutorial zur Hertzschen Kontaktspannung", https://wp.optics.arizona.edu/optomech/wp-content/uploads/sites/53/2016/10/OPTI-521-Tutorial-on-Hertz-contact-stress-Xiaoyin-Zhu.pdf. Referenzen aus dem Maschinenbau zu Wälzkörperkontakten erklären, dass Kugeln die Last über kleine Hertzsche Kontaktflächen und nicht über einen breiten Oberflächenkontakt übertragen. Nachweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Kugel-Linearführungen konzentrieren den Kontakt im Vergleich zu Kastenführungen auf sehr kleine Kontaktbereiche.. Anmerkung zum Geltungsbereich: In der Praxis handelt es sich bei dem Kontakt unter Last um eine kleine elliptische Fläche, nicht um einen mathematischen Punkt, und die Abmessungen hängen von Vorspannung, Geometrie und Material ab. ↩
-
"Thema 16 Wälzkörper-Linearführungen", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Referenzen zu Linearführungen beschreiben Wälzkörperführungen als reibungsarme Systeme, die für Hochgeschwindigkeitsbewegungen geeignet sind, während herstellerneutrale technische Texte anmerken, dass Wälzkontakte empfindlicher auf Stoßbelastungen reagieren können als breite Gleitführungen. Nachweisrolle: Expertenkonsens; Quellentyp: Bildung. Unterstützt: Linearschienen werden mit Hochgeschwindigkeitsbewegungen assoziiert, sind aber im Allgemeinen weniger tolerant gegenüber starken Stößen als schwere Gleitführungen.. Anmerkung zum Geltungsbereich: Die Aussage ist vergleichend und hängt von Führungsgröße, Vorspannung, Rollen- oder Kugeldesign sowie Belastbarkeit ab; korrekt spezifizierte Linearführungen können erheblichen Belastungen standhalten. ↩
-
"[PDF] ANALYSE DER DREHSTABILITÄT BEI MODULIERTEM WERKZEUGWEG", https://mtrc.utk.edu/wp-content/uploads/sites/45/2019/09/5079.pdf. Forschungen zu unterbrochenem Schnitt sowie zur Fräs-/Drehdynamik berichten, dass ein unterbrochener Werkzeugeingriff stoßartige Kraftschwankungen und Schwingungsanregungen im System Werkzeug-Werkstück-Maschine erzeugt. Nachweisrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Unterbrochener Schnitt erzeugt schwere transiente Lasten und Schwingungsanregungen.. Anmerkung zum Geltungsbereich: Der Ausdruck “schreckliche Schockwellen” ist umgangssprachlich; eine Quelle würde präziser transiente Schnittkraftstöße und Schwingungen unterstützen, nicht notwendigerweise in allen Fällen buchstäbliche Schockwellen. ↩
-
"[PDF] Schnittkräfte bei Drehprozessen – UPCommons", https://upcommons.upc.edu/server/api/core/bitstreams/41a080fb-49e9-4f68-9a6c-5e2d04eb950f/content. Referenzen zur Metallschneidemechanik erklären, dass der Anstell- oder Einstellwinkel des Werkzeugs die Richtung und die Komponenten der Schnittkraft verändert und die Last auf Tangential-, Vorschub- und Radialrichtungen umverteilt. Nachweisrolle: Mechanismus; Quellentyp: Bildung. Unterstützt: Die Änderung des Einstellwinkels verändert die Richtung der Schnittkraftkomponenten beim Drehen.. Anmerkung zum Geltungsbereich: Die exakte Richtung und Größe der Kraftkomponenten hängen von der Konvention für den Einstell-/Anstellwinkel, der Werkzeuggeometrie, dem Material und den Schnittparametern ab. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.