

¿Qué tipo de guía es más adecuada para un torno de trabajo pesado?
El mecanizado de grandes forjas de acero exige una estabilidad estructural absoluta. Al evaluar un torno de trabajo pesado, seleccionar el sistema de rieles guía correcto es una decisión de ingeniería crítica para asegurar la rigidez de la máquina y prevenir vibraciones que destruyan las herramientas durante los cortes profundos.
Las guías prismáticas, también llamadas rieles duros, son las que mejor se adaptan a los tornos de trabajo pesado. Utilizan fricción por deslizamiento con una gran área de contacto superficial. Esta sólida estructura de hierro proporciona una capacidad de carga masiva y una excelente amortiguación de vibraciones. Permiten cortar fácilmente piezas de metal grandes, pesadas y duras.

Elegir entre guías lineales y guías prismáticas rara vez es una decisión sencilla; requiere ajustar los límites mecánicos de la máquina a sus operaciones de mecanizado específicas. A continuación, se presenta una comparación técnica detallada de estos dos sistemas de rieles guía para ayudar a su equipo a especificar la configuración exacta necesaria para sus aplicaciones de metal pesado.
¿Cuáles son las diferencias principales entre los rieles lineales y los rieles duros para tornos?
Especificar el torno CNC correcto requiere equilibrar las velocidades de avance rápido con la capacidad de carga. Comprender las diferencias de ingeniería fundamentales entre los rieles lineales y los rieles duros es esencial para que sus equipos de adquisiciones e ingeniería ajusten la arquitectura de la máquina a sus requisitos de producción.
Los rieles lineales utilizan bolas de metal rodantes para proporcionar un movimiento rápido para piezas ligeras. Los rieles duros utilizan hierro plano deslizándose sobre hierro para proporcionar una fuerza masiva. Los rieles duros soportan pesos extremos. Los rieles lineales se enfocan en alta velocidad y alta precisión.
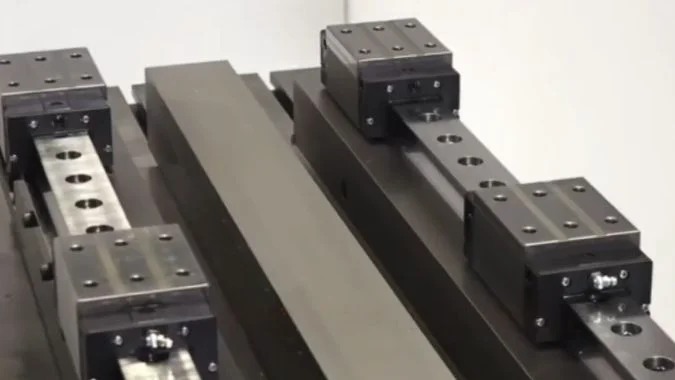
Un riel duro es una guía prismática. La fábrica lo funde directamente en la bancada de hierro de la máquina. Los operarios rasquetean el hierro a mano.1 Lo hacen perfectamente plano. A menudo añadimos un recubrimiento plástico. Este recubrimiento ayuda a que el metal se deslice. Este sistema utiliza fricción por deslizamiento. Las superficies planas se tocan completamente entre sí.
Un riel lineal utiliza un diseño totalmente diferente. Utiliza una pista de acero modular. Un carro de metal se desplaza sobre esta pista. Pequeñas bolas de acero giran dentro del carro.2 Esto crea fricción por rodadura. Las pequeñas bolas solo tocan la pista en puntos diminutos.3
Estas diferencias físicas cambian el rendimiento de la máquina. Los rieles duros soportan cargas pesadas. Se mueven lentamente. Los rieles lineales se mueven muy rápido. No pueden soportar impactos fuertes.4 Los rieles duros necesitan un mantenimiento de aceite cuidadoso. Necesitan rasqueteo manual para su reparación. Los rieles lineales cuestan más dinero inicialmente. Se pueden desatornillar y reemplazar fácilmente.
| Característica | Rieles duros (Guías prismáticas) | Guías lineales (Guías de movimiento lineal) |
|---|---|---|
| Tipo de fricción | Fricción por deslizamiento | Rozamiento de rodadura |
| Área de contacto | Gran superficie plana | Punto o línea diminuta |
| Velocidad de operación | Baja velocidad | Velocidad muy alta |
| Mantenimiento | Difícil de reparar, requiere ajuste manual (rasqueteo) | Fácil de desmontar y reemplazar |
¿Por qué los rieles duros se consideran tradicionalmente el estándar para el torneado de trabajo pesado?
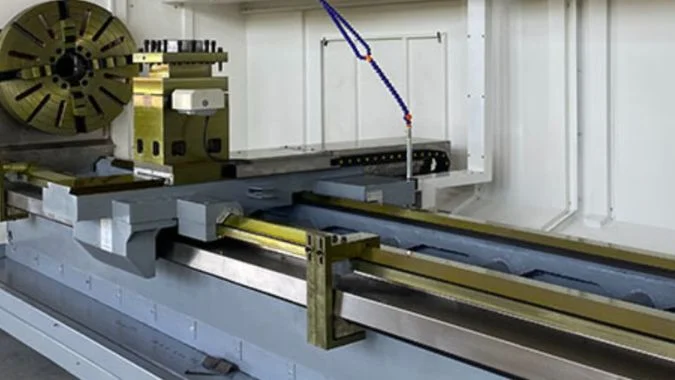
El soporte de piezas de trabajo de varias toneladas, como ejes de acero masivos, requiere una bancada de máquina diseñada para cargas extremas. Los rieles rígidos son estrictamente especificados para estas aplicaciones de trabajo pesado porque su diseño distribuye de manera segura un peso masivo sobre una gran superficie, resistiendo la deflexión estructural.
Los rieles rígidos actúan como el estándar para el torneado pesado porque utilizan un contacto de superficie masivo. Las secciones de hierro plano dispersan el peso pesado sobre una gran área. Esto evita que la máquina se doble bajo cargas extremas y fuerzas de corte pesadas.
Los buenos rieles rígidos duran décadas. Sobreviven a condiciones terribles. Los consideramos el estándar absoluto para el mecanizado de desbaste. Poseen una fuerza física bruta. Los rieles lineales utilizan diminutas bolas de acero. Una pieza pesada de tres toneladas aplastará esas diminutas bolas.
Los rieles rígidos utilizan hierro plano sólido. El área de contacto es enorme. Esta enorme área distribuye la carga pesada. Usted empuja una herramienta de corte pesada profundamente en un bloque de acero forjado. Los rieles de hierro plano no se doblan. Soportan la herramienta de corte perfectamente. Endurecemos la superficie del riel de hierro. Esto hace que el riel resista el desgaste. Mueve cargas pesadas todos los días sin romperse.
Los rieles rígidos también sobreviven en talleres sucios. El torneado pesado genera virutas de metal caliente. Produce polvo de hierro espeso. Los rieles lineales se rompen fácilmente. La suciedad entra en las diminutas bolas. Los rieles rígidos desplazan la suciedad. El bloque deslizante simple ignora el entorno adverso. Usted corta piezas de fundición de acero gigantes todo el día. La máquina permanece fuerte.
| Característica estándar | Ventaja del riel rígido | Resultado en la planta de fábrica |
|---|---|---|
| Soporte de peso | Contacto de superficie enorme | Sostiene de forma segura piezas de tres toneladas |
| Resistencia al desgaste | Superficie de hierro endurecido | Dura años bajo carga pesada |
| Condiciones de suciedad | Sin piezas rodantes pequeñas | Sobrevive al polvo y a las virutas calientes |
| Flexión estructural | Fundido en una sola pieza pesada | Se mantiene recto durante cortes profundos |
¿Cómo mejoran los rieles duros la amortiguación de vibraciones durante el corte interrumpido de gran diámetro?
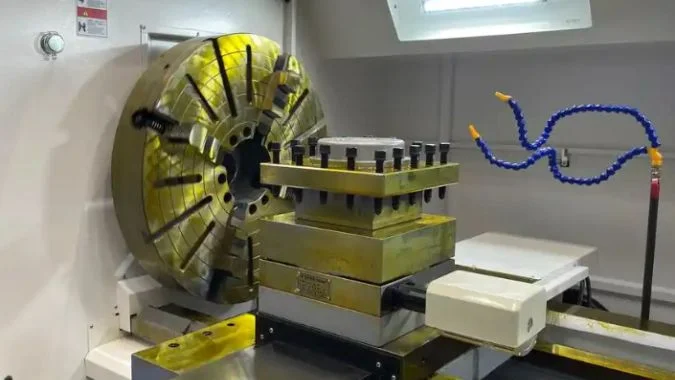
El corte interrumpido en piezas de gran diámetro, como los cuerpos de engranajes, introduce inevitablemente graves cargas de choque en el husillo y la herramienta. Los rieles rígidos se adoptan ampliamente aquí porque su área de contacto deslizante masiva proporciona la amortiguación de vibraciones necesaria para mantener el acabado superficial y proteger las inversiones en herramientas.
Los rieles rígidos absorben la vibración mediante la fricción por deslizamiento. El contacto grande de metal con metal actúa como una esponja gigante para las ondas de choque. Esta estructura de hierro masiva evita que la herramienta se sacuda cuando golpea huecos en piezas de gran diámetro.
Los cuerpos de las bombas grandes tienen orificios y huecos. La herramienta de corte golpea el metal. Luego golpea el aire vacío. Luego golpea el metal de nuevo. A esto lo llamamos corte interrumpido. Crea ondas de choque terribles.5
Un riel lineal rebota. Las pequeñas bolas no pueden absorber el fuerte impacto. La máquina se sacude violentamente. Un riel rígido absorbe la vibración por completo. La base de hierro sólida y el carro deslizante plano se presionan juntos. Hay aceite espeso entre las placas planas. Este aceite actúa como un cojín pesado. Elimina la vibración instantáneamente. Su husillo permanece inmóvil.
También debe usar buenos trucos de mecanizado. Utilice un soporte fijo para sostener piezas largas. Reduzca la velocidad de corte. Realice cortes más pequeños. Esto evita la resonancia de la máquina. También cambie la forma de su herramienta. Un ángulo de ataque mayor empuja la fuerza hacia abajo.6 Se empuja hacia la base de hierro pesada. Los rieles rígidos soportan esa fuerza. Mantienen el corte perfectamente suave.
| Método de amortiguación | Cómo funciona | Beneficio para el mecanizado |
|---|---|---|
| Fricción por deslizamiento | Las placas planas pesadas se frotan entre sí | Absorbe los impactos repentinos de colisión |
| Cojín de aceite | El aceite espeso se sitúa entre las placas | Elimina las vibraciones de alta frecuencia |
| Configuración de la máquina | Los apoyos estables sujetan la pieza | Evita que las piezas largas se doblen |
| Geometría de la herramienta | Ángulo de incidencia grande | Dirige la fuerza hacia la bancada de hierro |
¿Qué tipo de piezas son adecuadas para el torneado de trabajo pesado?
Ampliar las capacidades de su instalación para manejar el torneado de trabajo pesado requiere una comprensión clara de sus aplicaciones objetivo. Identificar las dimensiones, los pesos y los materiales resistentes específicos de la pieza de trabajo que requieren un torno de trabajo pesado es un paso crucial para justificar la inversión de capital.
El torneado de trabajo pesado es adecuado para ejes masivos, grandes piezas en bruto para engranajes y cilindros forjados pesados. Estas piezas suelen pesar más de quinientos kilogramos. Utilizan acero aleado resistente. Requieren eliminar grandes cantidades de metal en bruto rápidamente.
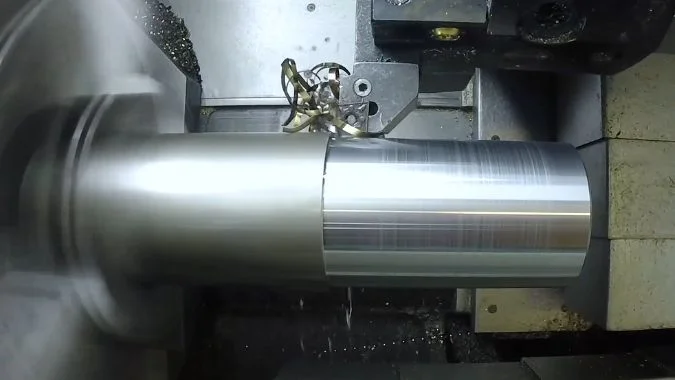
Usted coloca cuerpos giratorios masivos en estas máquinas. Vemos cigüeñales de barcos gigantes. Vemos ejes de turbinas eólicas. Mecanizamos enormes tuberías de petróleo. Estas piezas tienen diámetros superiores a quinientos milímetros. Una sola pieza pesa miles de kilogramos. Usted corta metal muy resistente. Los clientes cortan acero aleado de alta resistencia. Cortan acero inoxidable dúplex.
Estas piezas grandes comienzan como piezas fundidas en bruto. Comienzan como piezas forjadas en bruto. Tienen una capa gruesa de óxido en el exterior. Debe cortar grandes cantidades de metal. Usted lo corta muy rápido. Realiza cortes profundos. Usted hace avanzar la herramienta rápidamente. No puede hacer esto en una máquina ligera. También utiliza máquinas pesadas para anillos de pared delgada. La pesada bancada de hierro evita que el anillo vibre. Usted vende estas piezas a plantas de energía.
| Tipo de pieza | Ejemplos | Por qué se requiere torneado pesado |
|---|---|---|
| Ejes masivos | Cigüeñales de barcos, ejes de turbinas | Pesa miles de kilogramos |
| Discos grandes | Cubos, piezas en bruto para engranajes grandes | Diámetro muy amplio |
| Metales duros | Acero dúplex, aleaciones duras | Requiere una fuerza de corte masiva |
| Piezas en bruto | Forjas en bruto, fundiciones de hierro | Requiere una eliminación rápida de metal |
Conclusión
Las guías templadas proporcionan la inmensa resistencia y amortiguación de vibraciones necesarias para los tornos de trabajo pesado. Elija guías lineales para mayor velocidad. Confíe en las guías templadas para piezas metálicas masivas.
-
"Rascado manual – Wikipedia", https://en.wikipedia.org/wiki/Hand_scraper. Las fuentes sobre el rascado de máquinas herramienta describen el rascado manual como un proceso de acabado tradicional utilizado para corregir la geometría, mejorar el contacto de apoyo y preparar superficies deslizantes de precisión. Rol de la evidencia: mecanismo; tipo de fuente: educativo. Respalda: El rascado manual se utiliza para terminar o corregir las superficies de guía deslizante de las máquinas herramienta. Nota de alcance: La fuente respalda el rascado manual como un proceso conocido, no que cada fábrica o cada torno de guía templada utilice el rascado manual hoy en día. ↩
-
"[PDF] Tema 16 Cojinetes de movimiento lineal de elementos rodantes – MIT", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Las referencias sobre guías de movimiento lineal describen las guías lineales de bolas recirculantes como carros o bloques que contienen bolas de acero que circulan entre el bloque y la guía. Rol de la evidencia: definición; tipo de fuente: institucional. Respalda: Muchas guías lineales utilizan bolas de acero dentro de un carro para crear movimiento de rodadura. Nota de alcance: Esto respalda específicamente las guías lineales de tipo bola; algunos sistemas de guía lineal utilizan rodillos, cojinetes hidrostáticos u otras disposiciones. ↩
-
"[PDF] Tutorial sobre el esfuerzo de contacto de Hertz", https://wp.optics.arizona.edu/optomech/wp-content/uploads/sites/53/2016/10/OPTI-521-Tutorial-on-Hertz-contact-stress-Xiaoyin-Zhu.pdf. Las referencias de ingeniería mecánica explican que las bolas transmiten la carga a través de pequeñas áreas de contacto hertziano en lugar de un contacto superficial amplio. Rol de la evidencia: mecanismo; tipo de fuente: educativo. Respalda: Las guías lineales de tipo bola concentran el contacto en regiones muy pequeñas en comparación con las guías de caja. Nota de alcance: En la práctica, el contacto es una pequeña área elíptica bajo carga, no un punto matemático, y las dimensiones dependen de la precarga, la geometría y el material. ↩
-
"Tema 16 Cojinetes de movimiento lineal de elementos rodantes", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Las referencias sobre guías lineales describen las guías de elementos rodantes como sistemas de baja fricción adecuados para movimiento de alta velocidad, mientras que los textos de ingeniería neutrales señalan que los contactos rodantes pueden ser más sensibles a las cargas de impacto que las guías deslizantes amplias. Rol de la evidencia: consenso de expertos; tipo de fuente: educativo. Respalda: Las guías lineales están asociadas con el movimiento de alta velocidad pero son generalmente menos tolerantes a impactos severos que las guías deslizantes pesadas. Nota de alcance: La afirmación es comparativa y depende del tamaño de la guía, la precarga, el diseño de rodillo frente a bola y la capacidad de carga; las guías lineales correctamente especificadas pueden soportar cargas significativas. ↩
-
"[PDF] ANÁLISIS DE ESTABILIDAD DE TORNEADO CON TRAYECTORIA DE HERRAMIENTA MODULADA", https://mtrc.utk.edu/wp-content/uploads/sites/45/2019/09/5079.pdf. La investigación sobre dinámica de corte interrumpido y fresado/torneado informa que el acoplamiento intermitente de la herramienta produce fluctuaciones de fuerza tipo impacto y excitación de vibraciones en el sistema herramienta-pieza-máquina. Rol de la evidencia: mecanismo; tipo de fuente: documento. Respalda: El corte interrumpido crea cargas transitorias severas y excitación de vibraciones. Nota de alcance: La frase “ondas de choque terribles” es informal; una fuente respaldaría con mayor precisión los impactos transitorios de la fuerza de corte y la vibración, no necesariamente ondas de choque literales en todos los casos. ↩
-
"[PDF] Fuerzas de corte en operaciones de torneado – UPCommons", https://upcommons.upc.edu/server/api/core/bitstreams/41a080fb-49e9-4f68-9a6c-5e2d04eb950f/content. Las referencias sobre mecánica de corte de metales explican que el ángulo de aproximación o ángulo de ataque de la herramienta cambia la dirección y los componentes de la fuerza de corte, redistribuyendo la carga entre las direcciones tangencial, de avance y radial. Rol de la evidencia: mecanismo; tipo de fuente: educativo. Respalda: Cambiar el ángulo de ataque altera la dirección de los componentes de la fuerza de corte durante el torneado. Nota de alcance: La dirección y magnitud exactas de los componentes de fuerza dependen de la convención utilizada para el ángulo de ataque/aproximación, la geometría de la herramienta, el material y los parámetros de corte. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.