

Quel type de guide linéaire est le plus adapté pour un tour industriel ?
L'usinage de pièces forgées en acier massif exige une stabilité structurelle absolue. Lors de l'évaluation d'un tour à usage intensif, le choix du système de rails de guidage approprié est une décision d'ingénierie critique pour garantir la rigidité de la machine et prévenir les vibrations destructrices pour l'outil lors des passes profondes.
Les glissières prismatiques, aussi appelées rails rigides, conviennent le mieux aux tours à usage intensif. Elles utilisent le frottement par glissement avec une grande surface de contact. Cette structure en fer massif offre une capacité de charge énorme et un excellent amortissement des vibrations. Elles permettent de couper facilement des pièces métalliques grandes, lourdes et dures.

Le choix entre des guidages linéaires et des glissières prismatiques est rarement simple ; il nécessite de faire correspondre les limites mécaniques de la machine à vos opérations d'usinage spécifiques. Vous trouverez ci-dessous une comparaison technique détaillée de ces deux systèmes de rails de guidage pour aider votre équipe à spécifier la configuration exacte nécessaire pour vos applications de travail des métaux lourds.
Quelles sont les principales différences entre les rails linéaires et les rails rigides pour les tours ?
La spécification du bon tour CNC nécessite d'équilibrer les vitesses de déplacement rapide et la capacité de charge. Comprendre les différences d'ingénierie fondamentales entre les rails linéaires et les rails rigides est essentiel pour que vos équipes d'approvisionnement et d'ingénierie puissent adapter l'architecture de la machine à vos exigences de production.
Les rails linéaires utilisent des billes métalliques roulantes pour assurer un mouvement rapide pour les pièces légères. Les rails rigides utilisent du fer plat glissant sur du fer pour fournir une force massive. Les rails rigides supportent un poids extrême. Les rails linéaires privilégient la grande vitesse et la haute précision.
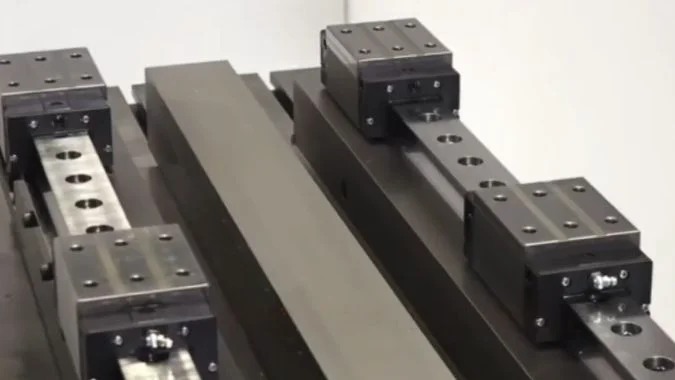
Un rail rigide est une glissière prismatique. L'usine la coule directement dans le bâti en fonte de la machine. Les ouvriers grattent le fer à la main.1 Ils le rendent parfaitement plat. Nous ajoutons souvent un revêtement en plastique. Ce revêtement aide le métal à glisser. Ce système utilise le frottement par glissement. Les surfaces planes sont entièrement en contact.
Un rail linéaire utilise une conception totalement différente. Il utilise un rail modulaire en acier. Un chariot métallique se déplace sur ce rail. De petites billes en acier tournent à l'intérieur du chariot.2 Cela crée un frottement de roulement. Les petites billes ne touchent le rail qu'en des points minuscules.3
Ces différences physiques modifient les performances de la machine. Les rails rigides supportent de lourdes charges. Ils se déplacent lentement. Les rails linéaires se déplacent très rapidement. Ils ne peuvent pas supporter de chocs violents.4 Les rails rigides nécessitent un entretien minutieux à l'huile. Ils nécessitent un grattage manuel pour les réparations. Les rails linéaires coûtent plus cher initialement. Vous pouvez facilement les dévisser et les remplacer.
| Fonctionnalité | Rails rigides (glissières prismatiques) | Rails linéaires (Guides linéaires) |
|---|---|---|
| Type de friction | Frottement de glissement | Frottement de roulement |
| Espace contact | Grande surface plane | Point ou ligne minuscule |
| Vitesse de fonctionnement | Vitesse lente | Vitesse très élevée |
| Maintenance | Difficile à réparer, nécessite un grattage | Facile à déboulonner et à remplacer |
Pourquoi les rails rigides sont-ils traditionnellement considérés comme la norme pour le tournage intensif ?
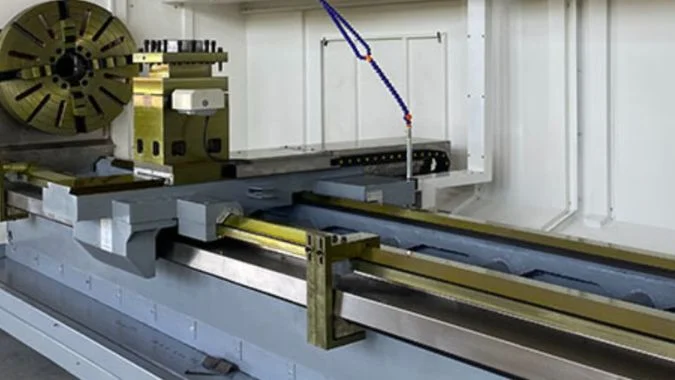
Le support de pièces de plusieurs tonnes, telles que des arbres en acier massifs, nécessite un banc de machine conçu pour des charges extrêmes. Les rails trempés sont strictement spécifiés pour ces applications intensives car leur conception répartit en toute sécurité un poids massif sur une grande surface, résistant ainsi à la déformation structurelle.
Les rails trempés constituent la norme pour le tournage lourd car ils utilisent un contact de surface massif. Les sections en fer plat dispersent un poids important sur une vaste zone. Cela empêche la machine de se déformer sous des charges extrêmes et des forces de coupe élevées.
De bons rails trempés durent des décennies. Ils survivent à des conditions difficiles. Nous les considérons comme la norme absolue pour l'usinage brut. Ils possèdent une force physique brute. Les rails linéaires utilisent de minuscules billes d'acier. Une pièce lourde de trois tonnes écraserait ces minuscules billes.
Les rails trempés utilisent du fer plat massif. La zone de contact est énorme. Cette immense zone répartit la charge lourde. Vous enfoncez un outil de coupe lourd profondément dans une ébauche en acier forgé. Les rails en fer plat ne se plient pas. Ils supportent parfaitement l'outil de coupe. Nous trempons la surface du rail en fer. Cela rend le rail résistant à l'usure. Il déplace des charges lourdes chaque jour sans se briser.
Les rails trempés survivent également aux ateliers sales. Le tournage lourd produit des copeaux de métal chauds. Il génère une épaisse poussière de fer. Les rails linéaires se cassent facilement. La saleté s'infiltre dans les minuscules billes. Les rails trempés repoussent la saleté. Le bloc coulissant simple ignore l'environnement hostile. Vous coupez des pièces moulées en acier géantes toute la journée. La machine reste robuste.
| Caractéristique standard | Avantage des rails trempés | Résultat sur le sol de l'usine |
|---|---|---|
| Support de poids | Contact de surface immense | Maintient en toute sécurité des pièces de trois tonnes |
| Résistance à l'usure | Surface en fer trempé | Dure des années sous une charge lourde |
| Conditions difficiles | Aucune petite pièce roulante | Résiste à la poussière et aux copeaux chauds |
| Flexion structurelle | Coulé en une seule pièce lourde | Reste droit pendant les coupes profondes |
Comment les rails rigides améliorent-ils l'amortissement des vibrations lors des coupes interrompues sur des pièces de grand diamètre ?
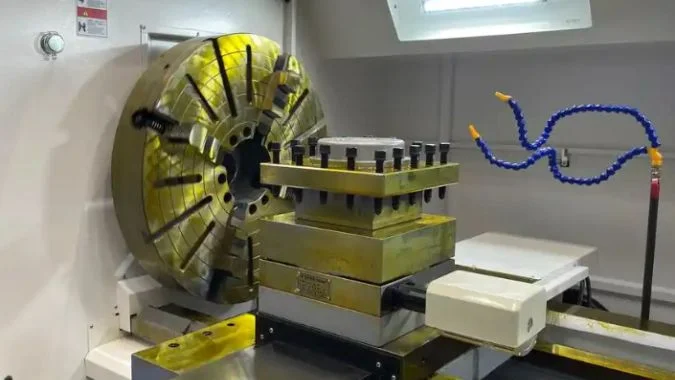
La coupe interrompue sur des pièces de grand diamètre, comme les ébauches d'engrenages, entraîne inévitablement de fortes charges de choc sur la broche et l'outil. Les rails rigides sont largement adoptés ici car leur surface de contact coulissante massive fournit l'amortissement des vibrations nécessaire pour maintenir l'état de surface et protéger les investissements en outillage.
Les rails rigides absorbent les vibrations par friction de glissement. Le grand contact métal sur métal agit comme une éponge géante pour les ondes de choc. Cette structure massive en fer empêche l'outil de trembler lorsqu'il rencontre des espaces dans des pièces de grand diamètre.
Les corps de pompe volumineux présentent des trous et des interstices. L'outil de coupe frappe le métal. Puis il frappe l'air vide. Ensuite, il frappe à nouveau le métal. Nous appelons cela la coupe interrompue. Cela crée des ondes de choc terribles.5
Un rail linéaire rebondit. Les minuscules billes ne peuvent pas absorber l'impact lourd. La machine tremble violemment. Un rail rigide absorbe complètement la vibration. Le banc en fer massif et le chariot coulissant plat se pressent l'un contre l'autre. Une huile épaisse se trouve entre les plaques plates. Cette huile agit comme un coussin lourd. Elle élimine instantanément la vibration. Votre broche reste immobile.
Vous devez également utiliser de bonnes astuces d'usinage. Vous utilisez une lunette pour maintenir les pièces longues. Vous réduisez votre vitesse de coupe. Vous effectuez des coupes plus petites. Cela évite la résonance de la machine. Vous modifiez également la forme de votre outil. Un angle d'attaque plus grand pousse la force vers le bas.6 Il pousse dans le banc en fer lourd. Les rails rigides absorbent cette force. Ils maintiennent la coupe parfaitement lisse.
| Méthode d'amortissement | Comment ça fonctionne | Avantage pour l'usinage |
|---|---|---|
| Friction de glissement | Des plaques plates et lourdes frottent les unes contre les autres | Absorbe les chocs soudains |
| Coussin d'huile | Une huile épaisse s'interpose entre les plaques | Élimine les vibrations à haute fréquence |
| Configuration de la machine | Les lunettes fixes maintiennent la pièce | Empêche les pièces longues de se plier |
| Géométrie de l'outil | Grand angle d'attaque | Transfère la force dans le banc en fonte |
Quels types de pièces conviennent au tournage intensif ?
L'extension des capacités de votre installation pour gérer le tournage intensif nécessite une compréhension claire de vos applications cibles. Identifier les dimensions spécifiques des pièces, les poids et les matériaux résistants qui nécessitent un tour robuste est une étape cruciale pour justifier l'investissement en capital.
Le tournage intensif est adapté aux arbres massifs, aux grandes ébauches d'engrenages et aux cylindres forgés lourds. Ces pièces pèsent généralement plus de cinq cents kilogrammes. Elles utilisent de l'acier allié résistant. Elles nécessitent un enlèvement rapide de grandes quantités de métal brut.
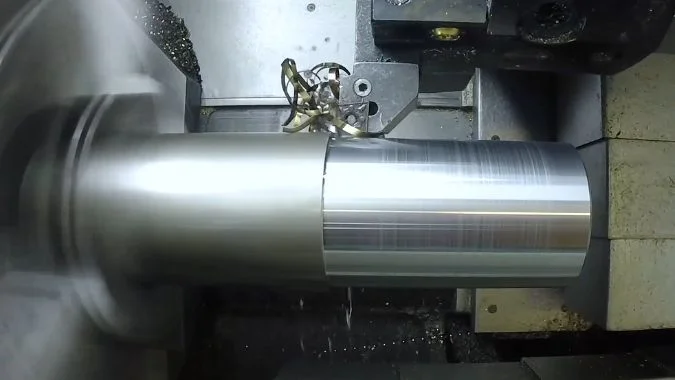
Vous placez des corps rotatifs massifs sur ces machines. Nous voyons des vilebrequins de navires géants. Nous voyons des arbres d'éoliennes. Nous usinons d'énormes tuyaux pétroliers. Ces pièces ont des diamètres supérieurs à cinq cents millimètres. Une seule pièce pèse des milliers de kilogrammes. Vous coupez du métal très résistant. Les clients coupent de l'acier allié à haute résistance. Ils coupent de l'acier inoxydable duplex.
Ces grosses pièces commencent sous forme de moulages bruts. Elles commencent sous forme de pièces forgées brutes. Elles présentent une calamine épaisse à l'extérieur. Vous devez retirer de grandes quantités de métal. Vous coupez très rapidement. Vous effectuez des passes profondes. Vous faites avancer l'outil rapidement. Vous ne pouvez pas faire cela sur une machine légère. Vous utilisez également des machines lourdes pour les anneaux à parois minces. Le banc en fonte lourde empêche l'anneau de vibrer. Vous vendez ces pièces aux centrales énergétiques.
| Type de pièce | Exemples | Pourquoi le tournage intensif est nécessaire |
|---|---|---|
| Arbres massifs | Vilebrequins de navires, arbres de turbine | Pèse des milliers de kilogrammes |
| Grands disques | Moyeux, grandes ébauches d'engrenages | Diamètre très large |
| Métaux résistants | Acier duplex, alliages durs | Nécessite une force de coupe massive |
| Ébauches brutes | Pièces forgées brutes, moulages en fer | Nécessite un enlèvement rapide de métal |
Conclusion
Les glissières trempées offrent la résistance immense et l'amortissement des vibrations nécessaires pour les tours à usage intensif. Choisissez des rails linéaires pour la vitesse. Misez sur les glissières trempées pour les pièces métalliques massives.
-
" Grattage manuel – Wikipédia ", https://en.wikipedia.org/wiki/Hand_scraper. Les sources sur le grattage des machines-outils décrivent le grattage manuel comme un processus de finition traditionnel utilisé pour corriger la géométrie, améliorer le contact des portées et préparer les surfaces de glissement de précision. Rôle de la preuve : mécanisme ; type de source : éducation. Soutient : Le grattage manuel est utilisé pour finir ou corriger les surfaces de guidage coulissantes des machines-outils. Note de portée : La source soutient que le grattage manuel est un processus connu, et non que chaque usine ou chaque tour à glissières trempées utilise le grattage manuel aujourd'hui. ↩
-
" [PDF] Sujet 16 Roulements linéaires à éléments roulants – MIT ", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Les références sur les guidages linéaires décrivent les guides linéaires à billes recirculantes comme des chariots ou des blocs contenant des billes d'acier roulantes qui circulent entre le bloc et le rail. Rôle de la preuve : définition ; type de source : institution. Soutient : De nombreux rails linéaires utilisent des billes d'acier à l'intérieur d'un chariot pour créer un mouvement de roulement. Note de portée : Ceci prend spécifiquement en charge les guides linéaires de type à billes ; certains systèmes de guidage linéaire utilisent des rouleaux, des paliers hydrostatiques ou d'autres dispositions. ↩
-
" [PDF] Tutoriel sur la contrainte de contact de Hertz ", https://wp.optics.arizona.edu/optomech/wp-content/uploads/sites/53/2016/10/OPTI-521-Tutorial-on-Hertz-contact-stress-Xiaoyin-Zhu.pdf. Les références en génie mécanique sur les contacts à éléments roulants expliquent que les billes transmettent la charge par de petites zones de contact hertzien plutôt que par un contact de surface large. Rôle de la preuve : mécanisme ; type de source : éducation. Soutient : Les guides linéaires de type à billes concentrent le contact dans de très petites régions de contact par rapport aux glissières prismatiques. Note de portée : En pratique, le contact est une petite zone elliptique sous charge, pas un point mathématique, et les dimensions dépendent de la précharge, de la géométrie et du matériau. ↩
-
" Sujet 16 Roulements linéaires à éléments roulants ", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Les références sur les guidages linéaires décrivent les guides à éléments roulants comme des systèmes à faible friction adaptés aux mouvements à grande vitesse, tandis que les textes techniques neutres vis-à-vis des fabricants notent que les contacts roulants peuvent être plus sensibles aux charges de choc que les guidages coulissants larges. Rôle de la preuve : consensus d'experts ; type de source : éducation. Soutient : Les rails linéaires sont associés à un mouvement à grande vitesse mais sont généralement moins tolérants aux chocs sévères que les glissières coulissantes lourdes. Note de portée : L'affirmation est comparative et dépend de la taille du guide, de la précharge, de la conception à rouleaux ou à billes et de la capacité de charge ; des guides linéaires correctement spécifiés peuvent supporter des charges importantes. ↩
-
" [PDF] ANALYSE DE LA STABILITÉ DU TOURNAGE AVEC TRAJECTOIRE D'OUTIL MODULÉE ", https://mtrc.utk.edu/wp-content/uploads/sites/45/2019/09/5079.pdf. La recherche sur la coupe interrompue et la dynamique de fraisage/tournage rapporte que l'engagement intermittent de l'outil produit des fluctuations de force de type impact et une excitation vibratoire dans le système outil-pièce-machine. Rôle de la preuve : mécanisme ; type de source : document. Soutient : La coupe interrompue crée des charges transitoires sévères et une excitation vibratoire. Note de portée : L'expression “ terribles ondes de choc ” est informelle ; une source soutiendrait plus précisément les impacts de force de coupe transitoires et les vibrations, pas nécessairement des ondes de choc littérales dans tous les cas. ↩
-
" [PDF] Forces de coupe dans les opérations de tournage – UPCommons ", https://upcommons.upc.edu/server/api/core/bitstreams/41a080fb-49e9-4f68-9a6c-5e2d04eb950f/content. Les références en mécanique de coupe des métaux expliquent que l'angle d'approche ou l'angle d'attaque de l'outil modifie la direction et les composantes de la force de coupe, redistribuant la charge entre les directions tangentielle, d'avance et radiale. Rôle de la preuve : mécanisme ; type de source : éducation. Soutient : La modification de l'angle d'attaque modifie la direction des composantes de la force de coupe pendant le tournage. Note de portée : La direction exacte et l'ampleur des composantes de la force dépendent de la convention utilisée pour l'angle d'attaque/approche, la géométrie de l'outil, le matériau et les paramètres de coupe. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.