

Какой тип направляющих больше подходит для токарного станка тяжелого типа?
Механическая обработка массивных стальных поковок требует абсолютной структурной стабильности. При выборе токарного станка для тяжелых условий эксплуатации правильный подбор системы направляющих является критически важным инженерным решением для обеспечения жесткости станка и предотвращения вибраций, разрушающих инструмент при глубоком резании.
Прямоугольные направляющие, также называемые жесткими направляющими, лучше всего подходят для тяжелых токарных станков. Они используют трение скольжения с большой площадью контакта поверхности. Эта цельная чугунная конструкция обеспечивает огромную грузоподъемность и отличное гашение вибраций. Они легко режут крупные, тяжелые и твердые металлические детали.

Выбор между линейными направляющими и прямоугольными направляющими редко бывает простым; он требует сопоставления механических ограничений станка с вашими конкретными операциями обработки. Ниже приведено подробное техническое сравнение этих двух систем направляющих, чтобы помочь вашей команде определить точную конфигурацию, необходимую для ваших задач по обработке тяжелых металлов.
Каковы основные различия между линейными и жесткими направляющими для токарных станков?
Выбор подходящего токарного станка с ЧПУ требует баланса между скоростью холостых перемещений и несущей способностью. Понимание фундаментальных инженерных различий между линейными и жесткими направляющими необходимо для ваших отделов закупок и проектирования, чтобы привести архитектуру станка в соответствие с вашими производственными требованиями.
Линейные направляющие используют катящиеся металлические шарики для обеспечения быстрого перемещения легких деталей. Жесткие направляющие используют плоский чугун, скользящий по чугуну, для обеспечения огромной прочности. Жесткие направляющие выдерживают экстремальный вес. Линейные направляющие ориентированы на высокую скорость и высокую точность.
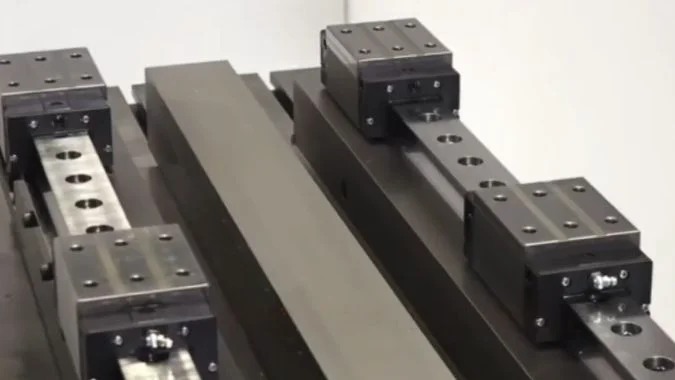
Жесткая направляющая — это прямоугольная направляющая. Завод отливает ее непосредственно в чугунной станине станка. Рабочие шабрят чугун вручную.1 Они делают ее идеально плоской. Мы часто добавляем пластиковое покрытие. Это покрытие помогает металлу скользить. Эта система использует трение скольжения. Плоские поверхности полностью соприкасаются друг с другом.
Линейная направляющая использует совершенно другую конструкцию. Она использует модульный стальной рельс. Металлическая каретка перемещается по этому рельсу. Маленькие стальные шарики вращаются внутри каретки.2 Это создает трение качения. Маленькие шарики касаются рельса только в крошечных точках.3
Эти физические различия меняют производительность станка. Жесткие направляющие выдерживают тяжелые нагрузки. Они движутся медленно. Линейные направляющие движутся очень быстро. Они не могут выдержать сильные удары.4 Жесткие направляющие требуют тщательного обслуживания системы смазки. Они требуют ручной шабровки для ремонта. Линейные направляющие стоят дороже изначально. Вы можете легко открутить и заменить их.
| Характеристика | Жесткие направляющие (прямоугольные направляющие) | Линейные направляющие (линейные рельсы) |
|---|---|---|
| Тип трения | Трение скольжения | Трение при качении |
| Контактная зона | Большая плоская поверхность | Крошечная точка или линия |
| Рабочая скорость | Низкая скорость | Очень высокая скорость |
| Техническое обслуживание | Сложно ремонтировать, требуется шабрение | Легко открутить и заменить |
Почему жесткие направляющие традиционно считаются стандартом для тяжелой токарной обработки?
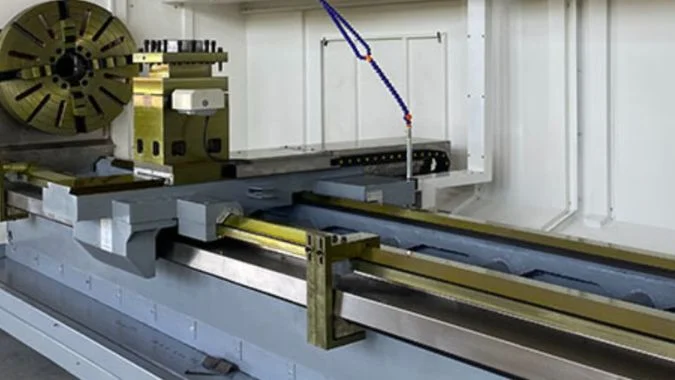
Для поддержки многотонных заготовок, таких как массивные стальные валы, требуется станина станка, рассчитанная на экстремальные нагрузки. Закаленные направляющие строго рекомендуются для таких тяжелых условий эксплуатации, поскольку их конструкция безопасно распределяет огромный вес по большой площади поверхности, предотвращая структурную деформацию.
Закаленные направляющие являются стандартом для тяжелой токарной обработки, так как они используют массивный поверхностный контакт. Плоские стальные секции распределяют большой вес на огромной площади. Это предотвращает изгиб станка под воздействием экстремальных нагрузок и больших сил резания.
Качественные закаленные направляющие служат десятилетиями. Они выдерживают тяжелейшие условия эксплуатации. Мы считаем их абсолютным стандартом для черновой обработки. Они обладают высокой физической прочностью. Линейные направляющие используют крошечные стальные шарики. Тяжелая трехтонная деталь раздавит эти крошечные шарики.
В закаленных направляющих используется цельная плоская сталь. Площадь контакта огромна. Эта огромная площадь распределяет тяжелую нагрузку. Вы подаете тяжелый режущий инструмент глубоко в заготовку из кованой стали. Плоские стальные направляющие не прогибаются. Они идеально поддерживают режущий инструмент. Мы закаляем поверхность стальной направляющей. Это делает направляющую устойчивой к износу. Она ежедневно перемещает тяжелые грузы без поломок.
Закаленные направляющие также устойчивы к работе в грязных цехах. Тяжелая токарная обработка создает горячую металлическую стружку. Она создает густую железную пыль. Линейные направляющие легко ломаются. Грязь попадает в крошечные шарики. Закаленные направляющие выталкивают грязь. Простой скользящий блок игнорирует неблагоприятную среду. Вы обрабатываете гигантские стальные отливки весь день напролет. Станок остается прочным.
| Стандартная функция | Преимущество закаленных направляющих | Результат в производственном цехе |
|---|---|---|
| Поддержка веса | Огромный контакт с поверхностью | Безопасно удерживает трехтонные детали |
| Износостойкость | Закаленная железная поверхность | Служит годами при высоких нагрузках |
| Загрязненные условия эксплуатации | Отсутствие мелких подвижных деталей | Устойчивость к пыли и горячей стружке |
| Конструктивный изгиб | Цельнолитая массивная деталь | Сохраняет прямолинейность при глубоком резании |
Как жесткие направляющие улучшают демпфирование вибраций при прерывистом резании деталей большого диаметра?
Прерывистое резание деталей большого диаметра, таких как заготовки зубчатых колес, неизбежно вызывает сильные ударные нагрузки на шпиндель и инструмент. Жесткие направляющие широко используются в этих условиях, так как их большая площадь контакта скольжения обеспечивает необходимое демпфирование вибраций для поддержания качества обработки поверхности и защиты инвестиций в инструмент.
Жесткие направляющие поглощают вибрацию за счет трения скольжения. Большая площадь контакта металла с металлом действует как гигантская губка для ударных волн. Эта массивная железная конструкция предотвращает вибрацию инструмента при прохождении зазоров в деталях большого диаметра.
Корпуса крупных насосов имеют отверстия и зазоры. Режущий инструмент касается металла, затем попадает в пустоту, а после снова врезается в металл. Мы называем это прерывистым резанием. Это создает разрушительные ударные волны.5
Линейная направляющая пружинит. Крошечные шарики не способны поглотить сильный удар, из-за чего станок начинает сильно вибрировать. Жесткая направляющая полностью гасит вибрацию. Массивная станина и плоский суппорт плотно прижаты друг к другу. Между плоскими поверхностями находится слой густого масла, который работает как амортизатор. Он мгновенно гасит вибрацию, обеспечивая неподвижность шпинделя.
Необходимо также использовать эффективные методы механической обработки. Применяйте люнеты для фиксации длинных деталей, снижайте скорость резания и глубину прохода. Это позволит избежать резонанса станка. Также следует изменить геометрию режущего инструмента. Увеличенный главный угол в плане направляет усилие вниз.6 Усилие передается на массивную станину. Жесткие направляющие воспринимают эту нагрузку, обеспечивая идеально гладкое резание.
| Метод демпфирования | Принцип работы | Преимущество для механической обработки |
|---|---|---|
| Трение скольжения | Тяжелые плоские пластины трутся друг о друга | Поглощает внезапные ударные нагрузки |
| Масляная подушка | Густое масло находится между пластинами | Устраняет высокочастотную вибрацию |
| Настройка машины | Люнеты удерживают деталь | Предотвращает изгиб длинных деталей |
| Геометрия инструмента | Большой угол в плане | Передает усилие на чугунную станину |
Какие виды заготовок подходят для тяжелой токарной обработки?
Расширение производственных возможностей вашего предприятия для выполнения тяжелых токарных работ требует четкого понимания целевых задач. Определение конкретных размеров, веса заготовок и характеристик прочных материалов, требующих использования тяжелого токарного станка, является важнейшим шагом для обоснования капиталовложений.
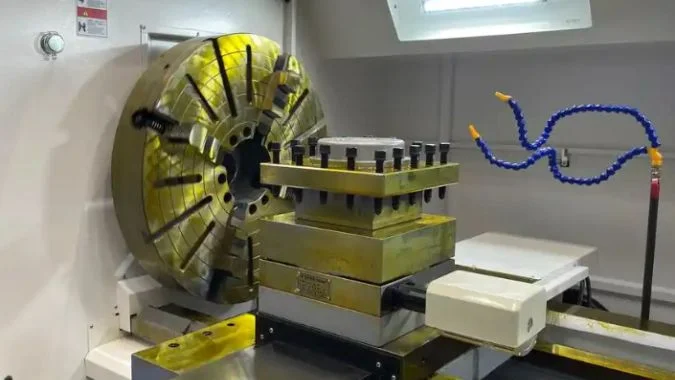
Тяжелая токарная обработка подходит для массивных валов, крупных заготовок зубчатых колес и тяжелых кованых цилиндров. Такие детали обычно весят более пятисот килограммов. При их изготовлении используются высокопрочные легированные стали. Требуется быстрое удаление больших объемов металла при черновой обработке.
На этих станках обрабатываются массивные вращающиеся тела. Мы видим гигантские коленчатые валы судов. Мы видим шпиндели ветряных турбин. Мы обрабатываем огромные нефтепроводные трубы. Диаметр этих деталей превышает пятьсот миллиметров. Одна деталь весит тысячи килограммов. Вы режете очень прочный металл. Клиенты обрабатывают высокопрочную легированную сталь. Они режут дуплексную нержавеющую сталь.
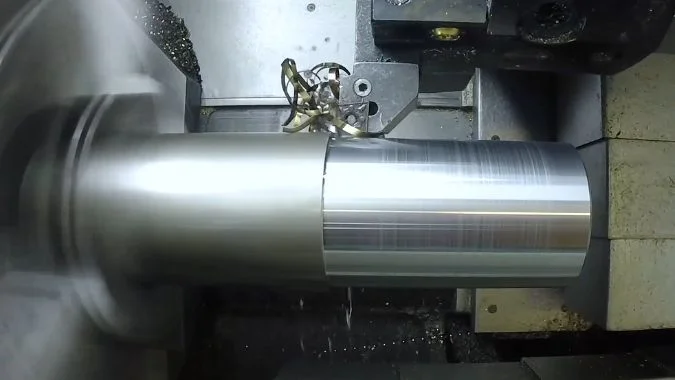
Эти крупные детали начинаются как грубые отливки. Они начинаются как необработанные поковки. На их поверхности имеется толстая окалина. Вы должны удалить большое количество металла. Вы режете его очень быстро. Вы делаете глубокие проходы. Вы быстро подаете инструмент. Вы не сможете сделать это на легком станке. Вы также используете тяжелые станки для тонкостенных колец. Тяжелая чугунная станина предотвращает вибрацию кольца. Вы поставляете эти детали на энергетические предприятия.
| Тип заготовки | Примеры | Почему необходима тяжелая токарная обработка |
|---|---|---|
| Массивные валы | Судовые коленчатые валы, шпиндели турбин | Вес в тысячи килограммов |
| Крупные диски | Ступицы, крупные заготовки зубчатых колес | Очень большой диаметр |
| Прочные металлы | Дуплексная сталь, твердые сплавы | Требуется значительное усилие резания |
| Черновые заготовки | Поковки, чугунное литье | Требуется быстрое снятие металла |
Заключение
Жесткие направляющие обеспечивают огромную прочность и демпфирование вибраций, необходимые для тяжелых токарных станков. Выбирайте линейные направляющие для скорости. Используйте жесткие направляющие для массивных металлических деталей.
-
"Ручная шабровка — Википедия", https://en.wikipedia.org/wiki/Hand_scraper. Источники по шабрению станков описывают ручную шабровку как традиционный процесс финишной обработки, используемый для исправления геометрии, улучшения прилегания поверхностей скольжения и подготовки прецизионных направляющих. Роль доказательства: механизм; тип источника: образовательный. Подтверждение: Ручная шабровка используется для финишной обработки или исправления направляющих поверхностей станков. Примечание по охвату: Источник подтверждает, что ручная шабровка является известным процессом, но не утверждает, что каждый завод или каждый токарный станок с жесткими направляющими сегодня использует ручное шабрение. ↩
-
"[PDF] Тема 16: Линейные подшипники качения — MIT", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Справочные материалы по линейным направляющим описывают линейные направляющие с рециркуляцией шариков как каретки или блоки, содержащие стальные шарики, которые циркулируют между блоком и рельсом. Роль доказательства: определение; тип источника: институциональный. Подтверждение: Многие линейные направляющие используют стальные шарики внутри каретки для создания качения. Примечание по охвату: Это подтверждает использование шариковых линейных направляющих; некоторые системы используют ролики, гидростатические подшипники или другие механизмы. ↩
-
"[PDF] Учебное пособие по контактным напряжениям Герца", https://wp.optics.arizona.edu/optomech/wp-content/uploads/sites/53/2016/10/OPTI-521-Tutorial-on-Hertz-contact-stress-Xiaoyin-Zhu.pdf. Справочники по машиностроению по контактам тел качения объясняют, что шарики передают нагрузку через небольшие зоны контакта Герца, а не через широкий контакт поверхностей. Роль доказательства: механизм; тип источника: образовательный. Подтверждение: Шариковые линейные направляющие концентрируют контакт в очень малых областях по сравнению с призматическими направляющими. Примечание по охвату: На практике контакт представляет собой небольшую эллиптическую область под нагрузкой, а не математическую точку; размеры зависят от преднатяга, геометрии и материала. ↩
-
"Тема 16: Линейные подшипники качения", https://web.mit.edu/2.70/Lecture%20Materials/Documents/Week%2004/PMD%20Topic%2016%20Rolling%20linear.pdf. Литература по линейным направляющим описывает направляющие качения как системы с низким трением, подходящие для высокоскоростных перемещений, в то время как инженерные тексты, не зависящие от производителей, отмечают, что контакты качения могут быть более чувствительны к ударным нагрузкам, чем широкие направляющие скольжения. Роль доказательства: экспертный консенсус; тип источника: образовательный. Подтверждение: Линейные направляющие ассоциируются с высокой скоростью перемещения, но обычно менее устойчивы к сильным ударам, чем тяжелые направляющие скольжения. Примечание по охвату: Утверждение является сравнительным и зависит от размера направляющей, преднатяга, конструкции (ролики против шариков) и номинальной нагрузки; правильно подобранные линейные направляющие могут выдерживать значительные нагрузки. ↩
-
"[PDF] АНАЛИЗ УСТОЙЧИВОСТИ ТОЧЕНИЯ С МОДУЛИРОВАННОЙ ТРАЕКТОРИЕЙ ИНСТРУМЕНТА", https://mtrc.utk.edu/wp-content/uploads/sites/45/2019/09/5079.pdf. Исследования прерывистого резания и динамики фрезерования/точения сообщают, что прерывистый контакт инструмента вызывает флуктуации силы ударного характера и вибрационное возбуждение в системе “инструмент-деталь-станок”. Роль доказательства: механизм; тип источника: научная статья. Подтверждение: Прерывистое резание создает серьезные переходные нагрузки и вибрационное возбуждение. Примечание по охвату: Фраза «страшные ударные волны» является неформальной; источник более точно подтверждает переходные воздействия сил резания и вибрацию, а не буквально ударные волны во всех случаях. ↩
-
"[PDF] Силы резания при токарной обработке — UPCommons", https://upcommons.upc.edu/server/api/core/bitstreams/41a080fb-49e9-4f68-9a6c-5e2d04eb950f/content. Справочники по механике резания металлов объясняют, что угол подхода или главный угол в плане меняет направление и компоненты силы резания, перераспределяя нагрузку между тангенциальным, подающим и радиальным направлениями. Роль доказательства: механизм; тип источника: образовательный. Подтверждение: Изменение главного угла в плане изменяет направление составляющих сил резания при точении. Примечание по охвату: Точное направление и величина компонентов силы зависят от принятых соглашений для угла подхода/в плане, геометрии инструмента, материала и параметров резания. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.