

¿Qué significa el concepto de “falso cinco ejes” en las fresadoras CNC de 3+2 ejes?
A five-axis label can create false expectations. Without understanding the actual motion mode, manufacturers may select equipment that cannot machine the required surfaces.
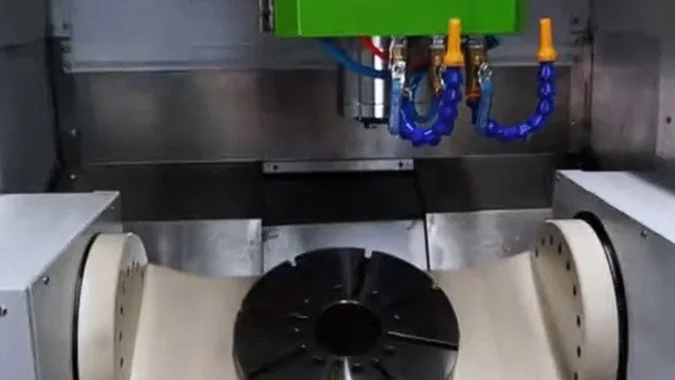
“Fake five-axis” commonly describes 3+2 positioning machining. Two rotary axes set and lock the machining angle, while the X, Y, and Z axes perform the cutting. This method provides five-axis positioning but not continuous five-axis interpolation.
The term “fake five-axis” is informal rather than a recognized technical classification. More accurate terms include 3+2 machining, positional five-axis machining, indexed five-axis machining, and five-axis three-linkage machining1. The number “3” refers to the X, Y, and Z linear axes used together during cutting. The number “2” refers to the two rotary axes used to position the workpiece or spindle.
During a typical operation, the rotary axes move to a programmed angle. The machine then clamps or locks those axes. Milling, drilling, boring, or tapping takes place through three-axis interpolation. Another surface requires the rotary axes to stop cutting, move to a new angle, and lock again.
This method is not defective or useless. It provides an efficient solution for many multi-sided parts. However, it cannot replace simultaneous five-axis machining when the tool direction must change continuously along a surface. Machine buyers should therefore check simultaneous interpolation, RTCP capability, controller functions, and post-processor support instead of relying only on the number of installed axes.
What Types of Parts Are Best Suited for 3+2 “Fake Five-Axis” Machining?
Many complex-looking parts do not require continuous five-axis motion. Selecting a more advanced process than necessary can increase equipment cost and programming time.
3+2 machining is best suited for parts with multiple faces, fixed-angle holes, straight-wall cavities, discrete slopes, and regular pockets. Common examples include gearbox housings, valve blocks, cylinder heads, fixtures, mold inserts, motor housings, and aerospace structural parts.
Which Geometric Features Match 3+2 Machining?
The main selection question concerns tool orientation. A part is suitable when each feature can be machined from one fixed tool direction. The rotary axes place the part at the required angle, and standard three-axis cutting completes the feature. This process works well for planes, pockets, grooves, straight walls, threaded holes, and local inclined surfaces.
Box and housing parts are common applications. Gearbox housings, pump bodies, valve blocks, cylinder heads, and motor housings often contain features on several sides. A three-axis machine may require a separate fixture and setup for every side. A 3+2 machine can expose each side to the spindle without removing the workpiece.
Parts with angled holes also benefit from indexed positioning. The rotary system can align the hole axis with the spindle. A standard drill can then enter perpendicular to the hole opening. This setup can improve hole straightness, positional accuracy, and tool life.
How Does One Clamping Improve Part Accuracy?
Repeated clamping can introduce errors even when each individual operation is accurate. Every setup creates a new relationship between the workpiece, fixture, and machine coordinate system. Small alignment errors can accumulate across several sides2.
Un proceso 3+2 mantiene la pieza de trabajo en una sola fijación. La mesa giratoria cambia su orientación mientras el punto de referencia original permanece disponible. Esta disposición mejora la relación posicional entre orificios, caras, cavidades y superficies de referencia. También reduce el tiempo de carga, descarga, inspección y preparación de la fijación.
Las cavidades profundas y las paredes pronunciadas forman otra área de aplicación útil. Inclinar la pieza puede proporcionar un camino más directo hacia la superficie de corte. La máquina puede entonces utilizar una herramienta más corta en lugar de una herramienta larga que se extienda profundamente en la cavidad. Una herramienta más corta se dobla menos y generalmente permite un corte más estable.3.
Sin embargo, los impulsores, blisks, álabes de turbina, hélices y moldes de curvatura continua4 son generalmente inadecuados. Estas piezas requieren que la dirección de la herramienta cambie durante el corte. Normalmente se requiere interpolación simultánea de cinco ejes para mantener el contacto con la superficie, evitar interferencias y producir un acabado suave.
Does a 3+2 “Fake Five-Axis” CNC Mill Offer Better Rigidity Than a True Five-Axis Machine?
El número de ejes por sí solo no determina la rigidez. Una comparación que ignore el cuerpo de la máquina, la estructura giratoria, el husillo, la fijación y el voladizo de la herramienta puede generar conclusiones engañosas.
Un proceso 3+2 a menudo proporciona una mejor estabilidad de corte dinámica porque sus ejes giratorios permanecen bloqueados y se pueden utilizar herramientas más cortas. Sin embargo, una máquina 3+2 no es automáticamente más rígida que una verdadera máquina de cinco ejes. El diseño estructural y la calidad de la máquina siguen siendo decisivos.

¿Por qué el corte 3+2 puede ser más estable?
La ventaja de rigidez reclamada se refiere principalmente al modo de mecanizado más que a la categoría de la máquina. Durante el corte 3+2, ambos ejes giratorios ya han alcanzado sus posiciones objetivo. Sus frenos o sistemas de sujeción los mantienen en su lugar. Solo los tres ejes lineales participan en la interpolación.
Esta condición suele crear un camino de fuerza más estable que el movimiento continuo a través de los cinco ejes. El mecanizado simultáneo de cinco ejes requiere que los ejes lineales y giratorios se muevan juntos. El sistema de control debe coordinar constantemente su posición, velocidad, aceleración y dirección. La holgura rotativa, la respuesta del servo, el cambio térmico y el cambio de apalancamiento pueden influir en el rendimiento dinámico.5.
La comparación se vuelve más clara cuando la misma máquina de cinco ejes realiza ambos modos. Esa máquina puede mostrar una mayor estabilidad de corte en el modo 3+2 porque sus ejes giratorios permanecen sujetos. Sin embargo, este resultado no prueba que una máquina básica modificada tenga mayor rigidez mecánica que un centro de mecanizado simultáneo de cinco ejes de alta calidad.
| Factor de rigidez | Mecanizado por posicionamiento 3+2 | Mecanizado simultáneo de cinco ejes |
|---|---|---|
| Estado del eje giratorio | Posicionado y bloqueado durante el corte | En movimiento durante el corte |
| Número de ejes de interpolación | Tres | Cinco |
| Demanda de control dinámico | Relativamente más bajo | Relativamente más alto |
| Voladizo de la herramienta | A menudo más corto | Depende de la geometría y el espacio libre para evitar colisiones |
| Eliminación de material pesado | A menudo altamente adecuado | Limitado por la postura de la máquina y la herramienta |
| Acceso a superficies complejas | Limitado | Fuerte |
| Sensibilidad a la vibración | A menudo más bajo en un ángulo fijo | Depende en gran medida de la estructura y la calidad del servomotor |
¿Por qué es importante la longitud de la herramienta?
El voladizo de la herramienta tiene un efecto importante en la rigidez de corte práctica. Una herramienta larga se comporta como una palanca. Las fuerzas de corte crean flexión, vibración, mala calidad de superficie y un desgaste más rápido de la herramienta6. Una desviación severa también puede causar errores dimensionales o fallos en la herramienta.
La función de inclinación de una máquina 3+2 permite que el husillo se acerque a una cavidad o superficie inclinada de manera más directa. Esta posición a menudo permite el uso de una fresa, broca o herramienta de mandrinado más corta. El brazo de palanca reducido mejora la resistencia a la vibración y permite velocidades de avance más altas o cortes más profundos.
La estructura de la máquina sigue siendo importante. Una máquina de cinco ejes real de alta calidad puede tener una bancada más fuerte, rodamientos más grandes, mejores guías, un husillo más rígido y frenos de eje rotativo más potentes que un centro de mecanizado convertido de bajo costo. Dicha máquina también puede ejecutar programas 3+2 cuando se requiere un corte pesado.
La rigidez, por lo tanto, debe evaluarse mediante datos específicos de la máquina. Los factores relevantes incluyen el diseño del husillo, la carga de la mesa, el tamaño del rodamiento giratorio, el par de apriete, la estructura de las guías, la longitud de la herramienta, la rigidez de la fijación y la posición de la pieza de trabajo. Las etiquetas “3+2” y “cinco ejes real” no pueden sustituir esta evaluación.
What Key Limitations Affect a 3+2 Axis CNC Milling Machine?
Cinco ejes disponibles no garantizan un movimiento ilimitado de la herramienta. Ignorar el límite entre el posicionamiento y el corte simultáneo puede causar acabados deficientes, programas ineficientes o colisiones.
La principal limitación del mecanizado 3+2 es su orientación fija de la herramienta durante el corte. No puede mecanizar superficies de forma libre que cambian continuamente de manera eficiente. Otros límites incluyen el tiempo de indexación, las marcas de unión, los errores de posicionamiento rotatorio, la evitación de colisiones restringida y mayores exigencias de gestión de coordenadas.

¿Por qué no puede mecanizar superficies que cambian continuamente?
Una máquina 3+2 cambia la posición del eje giratorio solo entre operaciones de corte. Después de la indexación, el eje de la herramienta permanece fijo en relación con el plano de trabajo seleccionado. Este comportamiento es adecuado para un plano, una cavidad regular, una pared recta, un orificio de ángulo fijo o una pendiente local. Es inadecuado cuando el vector de herramienta requerido cambia en cada punto a lo largo de una superficie.
Una pala de impulsor proporciona un ejemplo claro. La herramienta debe seguir una superficie retorcida mientras evita las palas vecinas. El controlador debe cambiar la posición y la orientación de la herramienta continuamente. Una operación de ángulo fijo no puede mantener el contacto y la holgura requeridos a lo largo de la trayectoria.
Una superficie de forma libre a veces se puede dividir en varias secciones indexadas. Sin embargo, cada sección requiere una orientación y una trayectoria de herramienta independientes. Los límites pueden mostrar escalones, marcas de mezcla o una textura superficial desigual. La indexación adicional también añade tiempo sin corte. Esta solución rara vez iguala el acabado y la eficiencia del mecanizado simultáneo de cinco ejes.
¿Cómo aumentan los riesgos de colisión y posicionamiento?
Una máquina de cinco ejes simultáneos puede cambiar el ángulo de la herramienta durante un corte para evitar una fijación, un saliente, una pared o una característica vecina. Un proceso 3+2 no puede realizar ese ajuste una vez que ha comenzado el corte. Un ángulo fijo inadecuado puede obligar al uso de una herramienta más larga. También puede crear una colisión entre el portaherramientas, el husillo, la pieza de trabajo, la mesa giratoria o la fijación.
La indexación repetida crea otra fuente de error. Cada movimiento giratorio depende de la calibración del eje, la precisión del codificador, el estado del rodamiento, la estabilidad del freno y la repetibilidad mecánica. Los pequeños errores angulares pueden convertirse en mayores errores lineales cuando el punto de corte está lejos del centro de rotación.7.
El RTCP también requiere una explicación cuidadosa. Una máquina básica comercializada como “falso cinco ejes” puede carecer de compensación del punto central de la herramienta de rotación (RTCP). En ese caso, el movimiento giratorio cambia la posición física de la punta de la herramienta en relación con la pieza de trabajo. Los programas, los desplazamientos de trabajo y las longitudes de las herramientas deben tener en cuenta ese cambio.
Sin embargo, el mecanizado 3+2 no siempre significa que el RTCP esté ausente. Un verdadero centro de mecanizado de cinco ejes puede realizar trabajos indexados 3+2 mientras utiliza RTCP o transformación de plano inclinado8. La distinción importante es si la máquina admite la interpolación continua de cinco ejes y un sistema completo de transformación cinemática.
Can a Standard Three-Axis CNC Machining Center Be Converted into a 3+2 Axis Machine?
Agregar una mesa giratoria puede parecer simple, pero el hardware por sí solo no puede crear un sistema 3+2 confiable. Una mala integración puede reducir la precisión, el espacio de trabajo y la seguridad operativa.
Algunos centros de mecanizado de tres ejes pueden convertirse añadiendo una mesa giratoria de dos ejes o una unidad basculante. Una conversión exitosa también requiere suficiente capacidad de carga, soporte del controlador, integración de servomotores, transformación de coordenadas, programación CAM, un postprocesador correcto, una calibración precisa y protección contra colisiones.

¿Qué hardware se requiere para la conversión?
Una conversión utiliza comúnmente una mesa giratoria basculante, una mesa de muñón, dispositivos giratorios y basculantes separados, o un accesorio de husillo giratorio. La unidad seleccionada debe coincidir con las dimensiones de la mesa de la máquina, la capacidad de carga, la holgura del husillo, el recorrido del eje y el tamaño de la pieza de trabajo prevista.
La unidad giratoria añadida ocupa parte del espacio de trabajo original. Su base eleva la pieza de trabajo y puede reducir la holgura disponible del eje Z. La inclinación también aumenta el espacio necesario alrededor de la pieza. Una pieza de trabajo que encaja cómodamente en la mesa original puede chocar con el husillo, la carcasa o la columna de la máquina después de la conversión.
La mesa debe soportar la masa adicional de la unidad giratoria, el dispositivo de sujeción y la pieza de trabajo. La base y las guías también deben resistir la distribución de carga modificada. Los frenos giratorios requieren suficiente par de retención para resistir las fuerzas de fresado. Una mesa divisora de construcción ligera puede realizar taladrado, pero podría moverse o vibrar durante un fresado lateral pesado.
¿Por qué son esenciales las funciones de control y software?
El controlador CNC debe reconocer y controlar los dos ejes giratorios añadidos. Algunos sistemas requieren nuevas tarjetas de eje, servovariadores, opciones de software, cambios en el PLC y ajustes de parámetros. Los controladores más antiguos pueden admitir solo un indexador simple en lugar de un posicionamiento giratorio totalmente programable.
Las funciones de control útiles incluyen rotación de coordenadas, planos de trabajo inclinados, compensación de longitud de herramienta y transformación cinemática de la máquina. Ejemplos incluyen funciones G68 y ciclos específicos del controlador como CYCLE8009. Las funciones disponibles dependen del modelo de controlador y de las opciones de software con licencia.
El software CAM debe admitir la creación de trayectorias de herramienta 3+2. Un postprocesador específico de la máquina debe convertir los vectores del eje de la herramienta en posiciones giratorias y coordenadas XYZ válidas. El postprocesador debe comprender la dirección del eje giratorio, los límites de recorrido, los puntos de pivote, la solución angular preferida y la estructura de la máquina. Una salida incorrecta puede ordenar una rotación inesperada o causar una colisión grave.
La calibración completa la conversión. Los centros giratorios, la alineación de ejes, la holgura (backlash), los orígenes de pieza y la repetibilidad de indexación deben medirse y corregirse10. Las piezas de prueba deben verificar la posición de los orificios y las relaciones de las superficies en varios ángulos. También es necesario revisar las condiciones de garantía, las normas eléctricas, las protecciones y los requisitos de seguridad locales. Cuando la máquina original carece de suficiente rigidez, capacidad de controlador o espacio de trabajo, una máquina diseñada específicamente para 3+2 o una máquina de cinco ejes real suele ser la opción más segura.
Conclusión
El mecanizado 3+2 proporciona una producción multiángulo estable y económica, mientras que el mecanizado simultáneo de cinco ejes sigue siendo necesario para superficies continuas, cambios en las orientaciones de la herramienta y prevención avanzada de colisiones11.
-
"Viabilidad de la prueba de movimiento en forma de 8 para centros de mecanizado de cinco ejes", https://www.fujipress.jp/ijat/au/ijate001700050477/. Los estándares de la industria y la literatura técnica utilizan términos como cinco ejes indexados, posicionamiento 3+2 y cinco ejes posicionales para describir el mecanizado donde los ejes giratorios se bloquean durante las operaciones de corte, distinguiendo este modo de la interpolación simultánea de cinco ejes. Rol de la evidencia: definición; tipo de fuente: investigación. Soporte: la terminología técnica utilizada en el mecanizado CNC para distinguir el posicionamiento de las operaciones simultáneas de cinco ejes. Nota de alcance: La terminología puede variar según las diferentes regiones de fabricación y organizaciones de estándares. ↩
-
"Incertidumbres para el modelado de máquinas herramienta", https://nvlpubs.nist.gov/nistpubs/ams/NIST.AMS.100-36.pdf. Los estudios metrológicos demuestran que cada configuración de pieza introduce errores de alineación independientes que pueden acumularse cuando las características en diferentes caras deben mantener relaciones posicionales estrictas, con una repetibilidad de configuración típica que varía de 0,005 a 0,025 mm, dependiendo del método de sujeción. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Soporte: la propagación de errores de posicionamiento a través de múltiples operaciones de configuración en el mecanizado de precisión. ↩
-
"Comparación de las propiedades de compuestos de madera usando voladizo...", https://bioresources.cnr.ncsu.edu/resources/comparison-of-wood-composite-properties-using-cantilever-beam-bending/. La investigación sobre dinámica de mecanizado muestra que la deflexión de la herramienta aumenta con el cubo de la longitud del voladizo para una viga en voladizo, lo que convierte a la relación longitud-diámetro en un parámetro crítico para la estabilidad del corte, con relaciones inferiores a 3:1 que generalmente proporcionan una resistencia a la vibración significativamente mejor que las relaciones superiores a 5:1. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Soporte: la relación mecánica entre la longitud de extensión de la herramienta y la estabilidad del corte. ↩
-
"Mejora en la eficiencia del mecanizado de cinco ejes de componentes aeroespaciales...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10450602/. La literatura sobre fabricación aeroespacial documenta que los componentes con normales de superficie que varían continuamente, como los álabes de turbina y los impulsores, requieren una interpolación simultánea de cinco ejes para mantener el ángulo de contacto óptimo de la herramienta y evitar daños en las superficies adyacentes. Rol de la evidencia: referencia de caso; tipo de fuente: investigación. Soporte: los requisitos de mecanizado para componentes complejos y curvos de la industria aeroespacial y de turbomaquinaria. Nota de alcance: Algunas geometrías de álabe más simples pueden ser mecanizables con estrategias avanzadas de 3+2 utilizando múltiples posiciones indexadas. ↩
-
"Mesas giratorias CNC sin contragolpe para mecanizado de 5 ejes – UCAM", https://ucamind.com/zero-backlash-cnc-rotary-tables-5-axis-machining/. La investigación de máquinas herramienta identifica el contragolpe del eje giratorio, las limitaciones de ancho de banda del servo, la expansión térmica de los componentes giratorios y la ventaja mecánica dependiente de la posición como contribuyentes significativos a los errores de contorno en operaciones simultáneas de cinco ejes, con efectos combinados que pueden alcanzar 0.05-0.15 mm en condiciones de producción típicas. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Apoya: los factores que afectan la precisión del posicionamiento y el rendimiento dinámico en sistemas de mecanizado multieje. ↩
-
"Efecto del avance de mecanizado en la rugosidad superficial al cortar aluminio 6061", https://open.clemson.edu/cgi/viewcontent.cgi?article=1060&context=auto_eng_pub. La investigación en mecanizado demuestra que la deflexión de la herramienta de corte sigue la mecánica de la viga en voladizo, con un desplazamiento lateral proporcional al cubo de la longitud del voladizo y una frecuencia natural inversamente proporcional al cuadrado de la longitud, lo que resulta en un acabado superficial degradado de manera mensurable y un mayor desgaste de la herramienta cuando las relaciones longitud-diámetro exceden los límites recomendados. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Apoya: los efectos mecánicos de la extensión de la herramienta en el rendimiento de corte. ↩
-
"Un método para medir simultáneamente el movimiento geométrico de 6 grados de libertad (6DOF) …", https://pmc.ncbi.nlm.nih.gov/articles/PMC6514671/. El análisis geométrico muestra que el error de posicionamiento angular en un eje giratorio produce un desplazamiento lineal en la punta de la herramienta igual al radio multiplicado por el ángulo en radianes, lo que significa que un error angular de 0.001° crea aproximadamente un error lineal de 0.017 mm a un radio de 1000 mm. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Apoya: la amplificación geométrica de los errores de posicionamiento del eje giratorio. ↩
-
"Mecanizado simultáneo de 5 ejes con RTCP", https://www.optipro.com/blog/rtcp/. La documentación del sistema de control CNC define el Punto de Centro de Herramienta de Rotación (RTCP) como una transformación cinemática que ajusta automáticamente las posiciones de los ejes lineales para mantener la ubicación programada de la punta de la herramienta cuando los ejes giratorios se mueven, compensando el desplazamiento geométrico entre el centro de rotación y el punto de corte. Rol de la evidencia: definición; tipo de fuente: educación. Apoya: los métodos de transformación de coordenadas utilizados para mantener la posición del punto central de la herramienta durante el movimiento del eje giratorio. Nota de alcance: Los detalles de implementación y la terminología varían entre los fabricantes de controladores (también llamados TCPM, TRAORI o nombres propietarios similares). ↩
-
"Códigos G G68 y G69: Rotación de coordenadas CNC [ Tutorial y guía fácil ]", https://www.cnccookbook.com/g68-g69-rotate-coordinate-cnc-g-code/. Los estándares de programación CNC y los manuales de los controladores documentan el G68 como una función de rotación de coordenadas en la programación ISO/EIA, mientras que CYCLE800 representa una implementación específica del fabricante (Siemens) para la transformación del plano de trabajo inclinado en aplicaciones multieje. Rol de la evidencia: definición; tipo de fuente: educación. Apoya: las funciones de programación utilizadas para la manipulación del sistema de coordenadas en el mecanizado CNC. Nota de alcance: La disponibilidad y sintaxis de las funciones varían significativamente entre las diferentes marcas y modelos de controladores CNC. ↩
-
"Variabilidad en la precisión geométrica de la fabricación aditiva …", http://utw10945.utweb.utexas.edu/Manuscripts/2010/2010-01-Cooke.pdf. Los estándares internacionales para pruebas de máquinas herramienta (serie ISO 230 e ISO 10791-6) especifican procedimientos de medición para la ubicación, alineación, contragolpe y repetibilidad de posicionamiento de los ejes giratorios como parámetros esenciales para verificar la precisión geométrica de las máquinas de cinco ejes. Rol de la evidencia: soporte general; tipo de fuente: institución. Apoya: los parámetros de calibración críticos para la precisión de la máquina de cinco ejes. ↩
-
"3+2 frente al mecanizado simultáneo de 5 ejes: ¿Qué enfoque se ajusta…", https://www.methodsmachine.com/blog/32-vs-simultaneous-5-axis-machining-which-approach-fits-your-shop/. La investigación en fabricación demuestra que las superficies con curvatura continuamente variable, las aplicaciones que requieren un ajuste dinámico de la orientación de la herramienta y la prevención de colisiones en tiempo real en geometrías restringidas requieren interpolación simultánea de cinco ejes para mantener la calidad de la superficie y evitar interferencias. Rol de la evidencia: soporte general; tipo de fuente: investigación. Apoya: los escenarios de mecanizado que requieren interpolación continua de cinco ejes. Nota de alcance: Algunas aplicaciones pueden lograrse mediante estrategias avanzadas de 3+2 con indexación angular muy fina, aunque generalmente con tiempos de ciclo más largos. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.