

¿Qué es una máquina perforadora de tambor CNC?
Los grandes tambores de calderas pueden contener cientos de orificios para tubos.1. El marcado y la perforación manuales pueden causar errores de posicionamiento, largos ciclos de producción y graves problemas de ensamblaje.
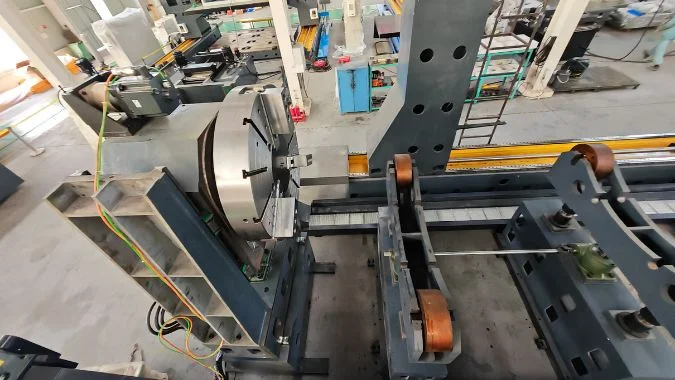
Una máquina perforadora de tambores CNC es una máquina herramienta pesada especializada que perfora, escaria, avellana, rosca y mecaniza automáticamente ranuras de soldadura en grandes tambores y colectores cilíndricos. El control de coordenadas CNC, la indexación por servomotor y los mandriles dedicados reemplazan el trazado manual y la manipulación repetida de la pieza de trabajo.

Una máquina perforadora de tambores CNC está construida principalmente para la fabricación de calderas y recipientes a presión. Las piezas de trabajo típicas incluyen tambores de calderas de centrales eléctricas, tambores de calderas industriales, colectores y otras piezas grandes cilíndricas que soportan presión. Algunas máquinas pueden sujetar tambores con diámetros de aproximadamente 1,2 a 1,7 metros y longitudes que superan los 15 metros.2. Un mandril accionado por servomotor gira e indexa el tambor, mientras que un mandril de soporte o un contrapunto sostiene el extremo opuesto. Los cabezales de perforación CNC se mueven entonces a las coordenadas axiales y circunferenciales programadas. Dependiendo de la configuración, una máquina puede tener de tres a siete cabezales de potencia.3. Los sistemas de soporte pueden incluir circulación automática de refrigerante, transportadores de virutas, detección de superficie, alineación láser, detección de herramientas rotas y diagnóstico de fallas. Estos sistemas convierten un proceso manual difícil en un proceso de producción controlado y repetible.
¿Por qué se requiere una máquina perforadora de tambores CNC dedicada para procesar tambores?
Un tambor curvo gigante no se puede manipular como una placa plana. El trazado manual, la rotación repetida y la perforación radial aumentan los errores, los riesgos de seguridad y el tiempo de producción.
Se requiere una máquina perforadora de tambores CNC dedicada porque los tambores de calderas son largos, pesados, curvos y están densamente cubiertos con orificios posicionados con precisión. Los mandriles especializados, la indexación por servomotor, las coordenadas CNC y los múltiples cabezales de perforación permiten mecanizar todo el patrón de orificios en una sola sujeción.

Las piezas de trabajo cilíndricas grandes crean problemas especiales.
Una perforadora vertical estándar está diseñada principalmente para componentes planos o de tamaño moderado. Un tambor de caldera presenta un problema de mecanizado muy diferente. Su gran diámetro, cuerpo largo, superficie curva y gran peso hacen que la carga y el reposicionamiento sean difíciles. Un tambor puede necesitar cientos o miles de orificios circunferenciales y axiales.4. Cada orificio debe coincidir con un tubo u otra característica de ensamblaje.
La producción tradicional comienza con la medición y el trazado manuales. Los trabajadores marcan cada orificio, crean puntos centrales y mueven un taladro radial de una posición a otra. El tambor puede requerir tres o cuatro rotaciones durante el proceso. Cada movimiento introduce una nueva posibilidad de error de posicionamiento. La redondez del tambor y la variación de la superficie también pueden afectar las mediciones manuales.
Una máquina dedicada sostiene el tambor entre dos mandriles grandes o unidades de soporte. Un extremo proporciona rotación controlada por servomotor, mientras que el otro extremo sigue y soporta la carga. La sujeción hidráulica mantiene la pieza de trabajo estable. El sistema CNC convierte las coordenadas de orificio programadas en movimiento axial e indexación rotativa.
| Factor de producción | Taladrado radial tradicional | Taladrado de tambor CNC |
|---|---|---|
| Posicionamiento de orificios | Medición y marcado manual | Control de coordenadas programado |
| Manipulación de tambor | Rotación y sujeción repetidas | Indexación servo en posición |
| Disposición de taladrado | Un orificio tras otro | Múltiples cabezales pueden trabajar conjuntamente |
| Dependencia del operador | Fuerte dependencia de la experiencia | Operación de programa estandarizada |
| Fuente de error | Diseño, medición y reposicionamiento | Principalmente calibración y condición de la máquina |
| Registros de proceso | A menudo manual | Programa digital y datos de mecanizado |
La automatización reduce la mano de obra y la variación del proceso
Un tambor convencional puede requerir una o dos semanas para el trazado, graneteado, reposicionamiento y taladrado5. Un sistema CNC adecuado puede acortar el mismo proceso general a varios días, aunque el tiempo real depende de la cantidad de orificios, el espesor de la pared, el material y las herramientas. La aproximación rápida automática, el avance controlado, la detección de perforación y la retracción de la herramienta reducen el movimiento innecesario. Los sistemas de refrigeración y eliminación de virutas también favorecen la producción continua. El resultado es un menor esfuerzo físico, menor dependencia de la experiencia individual y patrones de orificios más consistentes.
¿Qué tipos de orificios para tubos puede procesar una máquina perforadora de tambores CNC?
Los tambores de caldera requieren más que orificios redondos ordinarios. Los diferentes tubos, soldaduras, sellos y puntos de montaje exigen diámetros, ranuras, escalones y posiciones controladas.
Una máquina perforadora de tambores CNC puede procesar orificios pasantes para tubos, orificios con ranuras de soldadura, orificios avellanados, orificios escariados, orificios escalonados, orificios roscados y orificios de posicionamiento. El taladrado convencional cubre generalmente diámetros de aproximadamente Φ20 a Φ63 mm, sujeto a la potencia del husillo, las herramientas, el material y el espesor de la pared.

Formas comunes de orificios y aberturas
Los orificios pasantes para tubos constituyen la principal carga de trabajo en la producción de tambores de caldera. Estas aberturas conectan el tambor con los tubos de la superficie de calefacción, bajantes, elevadores u otros sistemas de tuberías. Muchas aplicaciones utilizan diámetros de aproximadamente entre Φ20 y Φ63 mm. Los orificios de menos de Φ52 mm a menudo se pueden formar en una sola pasada de taladrado bajo condiciones adecuadas. Las aberturas más grandes pueden requerir taladrado piloto, taladrado escalonado o escariado.
Los orificios con ranuras de soldadura incluyen un chaflán o borde formado en la entrada del orificio. La ranura prepara el área de conexión para la soldadura y ayuda a establecer la geometría de soldadura requerida. Una herramienta combinada de taladrado y avellanado a veces puede producir el orificio pasante y la ranura en una sola operación. Esto reduce los cambios de herramienta y favorece unas dimensiones de ranura consistentes.
Los orificios escalonados y avellanados contienen dos o más diámetros. Estas características pueden servir de soporte para piezas de sellado, conexiones de tubos o estructuras de montaje. Los orificios escariados proporcionan un control de diámetro más preciso y una mejor superficie interna que el taladrado ordinario. Los orificios de posicionamiento sirven como referencia para el montaje o las etapas de fabricación posteriores.
| Tipo de orificio | Propósito principal | Proceso típico |
|---|---|---|
| Orificio pasante para tubo | Inserción y conexión de tubo | Perforación |
| Orificio con ranura de soldadura | Preparación para soldadura | Taladrado y avellanado |
| Orificio escalonado | Estructura de sellado o montaje | Drilling and counterboring |
| Reamed hole | Improved size and surface control | Drilling and reaming |
| Tapped hole | Threaded connection | Taladrado y roscado |
| Positioning hole | Assembly or process reference | Precision drilling or reaming |
| Dense hole group | Connection of many tubes | Programmed batch drilling |
Hole Patterns on Curved Surfaces
The main challenge is often the hole pattern rather than the individual hole. A drum can contain dense rows distributed around its circumference and along its full length. The CNC system coordinates axial travel with servo-controlled rotation to place every hole. Typical production requirements may specify adjacent hole-pitch errors within approximately ±0.5 mm and long-distance positional errors within approximately ±1.5 mm6. Exact tolerances depend on the drum design, applicable standard, machine calibration, and inspection method.
Most drum applications involve through-holes instead of deep blind holes. Inclined holes and special grooves may also be possible when the machine has suitable axis control and tool-head adjustment. The machine configuration must match the required hole angle, depth, material grade, and drum wall thickness.
¿Qué ventajas clave aporta una perforadora de tambores CNC a la producción de recipientes de alta presión?
Small hole errors can prevent tube insertion, weaken weld consistency, or create uneven stress. In pressure-bearing equipment, these problems can affect reliability and production acceptance.
A CNC drum drill improves hole-pattern accuracy, batch consistency, production speed, process traceability, and operator safety. Its rigid structure, servo indexing, automated feed, coolant delivery, and chip removal support reliable machining of thick-walled pressure-bearing drums.
Accuracy and Repeatability
Un recipiente de alta presión requiere un control preciso de la posición, el diámetro, la perpendicularidad y la forma de la ranura de los orificios. El trazado manual introduce errores debido a la medición, el marcado, la redondez del tambor y el juicio del operador. El control de coordenadas CNC elimina la mayoría de los pasos de posicionamiento manual. El mismo programa aplica las mismas coordenadas nominales a cada orificio.
La producción con una sola sujeción también protege la consistencia de los datos de referencia. Retirar y rotar repetidamente un tambor puede generar errores acumulativos entre los grupos de orificios. Un mandril con servoíndice mantiene la pieza de trabajo en un sistema de coordenadas controlado. Las funciones de detección de superficie o alineación pueden corregir la relación entre el modelo programado y la posición real del tambor.
La precisión alcanzable debe indicarse cuidadosamente. El posicionamiento de la máquina local puede controlarse a un nivel mucho más fino que el patrón de orificios final. La precisión final se ve afectada por el tamaño de la pieza, la redondez, los cambios térmicos, la alineación del mandril, la deflexión estructural, el desgaste de la herramienta y las condiciones de inspección. Por esta razón, las tolerancias de producción deben basarse en datos de aceptación validados en lugar de solo en la resolución del controlador.
| Ventaja | Valor de producción |
|---|---|
| Posicionamiento de coordenadas CNC | Reduce errores de trazado manual |
| Mecanizado con una sola sujeción | Limita los errores de conversión de datos de referencia |
| Indexación rotativa servoasistida | Controla las posiciones circunferenciales de los orificios |
| Cabezales de perforación múltiples | Procesa varias áreas en paralelo |
| Control automático de avance | Estabiliza las condiciones de corte |
| Refrigerante a través del husillo o dirigido | Controla el calor y ayuda a eliminar virutas |
| Detección de herramienta rota | Reduce daños después de una falla de la herramienta |
| Programas digitales | Admiten repetibilidad y trazabilidad |
Productividad y estabilidad del proceso
Una máquina de cabezales múltiples puede procesar varios orificios al mismo tiempo. Esta disposición puede aumentar la productividad de tres a cinco veces7 en muchas aplicaciones adecuadas. Algunos sistemas altamente optimizados pueden lograr mayores ganancias. El rendimiento real depende de la cantidad de cabezales, el espaciado de los orificios, el diámetro de perforación, la resistencia del material, la vida útil de la herramienta y el tiempo de carga.
Un tiempo de producción más corto no proviene únicamente de una perforación más rápida. La máquina elimina el trazado manual, el punzonado central, la manipulación repetida con grúa y muchas operaciones de alineación. La eliminación automática de virutas reduce las interrupciones causadas por virutas enredadas. El refrigerante interno o el suministro específico de refrigerante ayuda a evitar la acumulación de virutas en paredes gruesas. El control de avance estable también reduce el riesgo de sobrecarga y rotura de la herramienta.
Los programas digitales mejoran la consistencia entre diferentes tambores. Un programa corregido y aprobado puede volver a utilizarse para el mismo modelo. Los registros de producción pueden respaldar la inspección, la documentación del cliente y la trazabilidad de la calidad. Estos beneficios son importantes en la fabricación de recipientes a presión, donde los procesos repetibles son tan importantes como la velocidad nominal de mecanizado.
¿Qué industrias y aplicaciones pesadas dependen de las máquinas perforadoras de tambores CNC?
Las piezas cilíndricas grandes aparecen en toda la industria pesada, pero el equipo de perforación convencional a menudo no puede soportar su peso, longitud, geometría curva o disposiciones densas de orificios.
Las máquinas perforadoras de tambores CNC sirven principalmente a la fabricación de calderas, generación de energía, energía nuclear, equipos petroquímicos, construcción naval, energía eólica y maquinaria pesada. Las aplicaciones típicas incluyen tambores de vapor, colectores de calderas, recipientes a presión, carcasas de reactores, componentes de generadores de vapor y otras estructuras cilíndricas grandes.

Fabricación de calderas y equipos de energía
La producción de calderas es la principal aplicación de las máquinas perforadoras de tambores CNC. Las calderas de las centrales eléctricas y las calderas industriales utilizan tambores y colectores con muchas conexiones de tubos. Los orificios deben alinearse con los haces de tubos y cumplir con los requisitos de soldadura. Los patrones densos, las grandes dimensiones de la pieza de trabajo y las responsabilidades de soportar presión hacen que el equipo CNC especializado sea valioso.
Equipos de energía nuclear y convencional8 pueden incluir componentes de generadores de vapor, recipientes a presión pesados y otras estructuras cilíndricas de paredes gruesas. Estas aplicaciones requieren un alto control del proceso, una inspección exhaustiva y registros de producción claros. Una perforadora de tambor CNC adecuada puede proporcionar un posicionamiento repetible y un control de programa documentado. La calificación de la máquina, la validación de las herramientas y la inspección siguen siendo esenciales para el trabajo crítico para la seguridad.
La producción petroquímica utiliza grandes carcasas de reactores, separadores, componentes de intercambiadores de calor9, y recipientes de proceso. Algunas piezas requieren aberturas circunferenciales, orificios de conexión o características relacionadas con boquillas posicionadas con precisión. Se puede adaptar una plataforma de perforación de tambor cuando la geometría de la pieza de trabajo y el proceso se encuentran dentro de sus límites de recorrido, carga y husillo.
Límites de aplicación
No todos los trabajos de creación de orificios grandes requieren una máquina perforadora de tambor CNC. Las placas de tubos planas suelen adaptarse mejor a las máquinas perforadoras de placas CNC. Las bridas grandes pueden ser manejadas por máquinas perforadoras de pórtico o tornos verticales. Las piezas estructurales generales pueden requerir mandrinadoras horizontales. La máquina perforadora de tambor es más valiosa cuando una pieza de trabajo cilíndrica necesita muchos orificios indexados con precisión a lo largo de su circunferencia y longitud.
La capacidad de la pieza de trabajo es un factor de selección clave. El diámetro del tambor, la longitud total, el peso, el grosor de la pared, el material, el tamaño del orificio, el ángulo del orificio y la densidad del patrón deben ajustarse a las especificaciones de la máquina. El dispositivo de sujeción debe proporcionar suficiente fuerza de sujeción sin distorsionar la carcasa. La bancada y la estructura móvil también deben mantener la rigidez bajo las cargas de perforación. Por lo tanto, una máquina adecuada representa un sistema de producción completo y no solo un husillo de perforación. Los accesorios, el software, las herramientas, el refrigerante, la eliminación de virutas, la alineación y los métodos de inspección afectan el resultado final.
Conclusión
Una máquina perforadora de tambor CNC automatiza la producción precisa de orificios en piezas cilíndricas masivas, mejorando la consistencia, la seguridad, la trazabilidad y el rendimiento en la fabricación de calderas y recipientes a presión pesados.
-
"Caldera acuotubular", https://en.wikipedia.org/wiki/Water-tube_boiler. Los tambores de las calderas industriales suelen contar con cientos de conexiones de tubos según la capacidad y el diseño, y las calderas de las centrales eléctricas más grandes requieren conexiones extensas de tubos a tambor para la circulación del agua y la generación de vapor. Rol de evidencia: soporte general; tipo de fuente: investigación. Respaldos: cantidades típicas de orificios de tubos en tambores de calderas industriales. Nota de alcance: los conteos exactos varían significativamente según el tipo de caldera, la capacidad y las especificaciones del fabricante. ↩
-
"Recipiente a presión", https://en.wikipedia.org/wiki/Pressure_vessel. Los tambores de las calderas de las centrales eléctricas suelen tener un diámetro de 1 a 2 metros con longitudes que superan los 10 metros, con dimensiones exactas determinadas por la capacidad de la caldera, la presión nominal y los requisitos de circulación. Función de la evidencia: apoyo_general; tipo de fuente: educación. Soporta: rangos dimensionales típicos para tambores de calderas industriales. Nota de alcance: Las dimensiones citadas representan rangos industriales comunes en lugar de estándares universales. ↩
-
"Accesorio de taladrado de cabezal multihusillo", https://www.youtube.com/watch?v=L0e_vX0NsC8. Las taladradoras multihusillo para piezas de trabajo grandes emplean comúnmente múltiples cabezales controlados de forma independiente para permitir operaciones simultáneas, con configuraciones que varían según la geometría de la pieza y los requisitos de producción. Función de la evidencia: apoyo_general; tipo de fuente: otro. Soporta: configuraciones típicas de cabezales motorizados en sistemas de taladrado multihusillo. Nota de alcance: El número específico de cabezales depende de la filosofía de diseño de la máquina y de la aplicación prevista, más que de estándares de toda la industria. ↩
-
"Central térmica", https://en.wikipedia.org/wiki/Thermal_power_station. Los tambores de las calderas de gran escala requieren extensas conexiones de tubos para los sistemas de circulación de agua, con un número de orificios que varía según la capacidad de la caldera y los requisitos de área de superficie de transferencia de calor. Función de la evidencia: apoyo_general; tipo de fuente: investigación. Soporta: cantidades de orificios requeridas en la fabricación de tambores de calderas grandes. Nota de alcance: El recuento real de orificios varía ampliamente según el tipo de caldera, la capacidad y los parámetros de diseño específicos. ↩
-
"Construcciones de calderas modernas: cómo se taladran los orificios del tambor (y por qué …", https://www.youtube.com/watch?v=UEFl2xLBoO4. El trazado y taladrado manual de tambores de recipientes a presión grandes implica pasos de posicionamiento, medición y mecanizado que requieren mucha mano de obra, lo que extiende significativamente los ciclos de producción en comparación con los métodos automatizados. Función de la evidencia: apoyo_general; tipo de fuente: otro. Soporta: requisitos de tiempo de producción para operaciones de taladrado manual de tambores. Nota de alcance: El tiempo de procesamiento real depende en gran medida del tamaño del tambor, la cantidad de orificios, el material y las capacidades de la instalación. ↩
-
"6551. Recipientes, calderas y dispositivos de alivio de presión.", https://www.dir.ca.gov/title8/6551.html. Los códigos de fabricación de recipientes a presión establecen tolerancias de posición para las conexiones de los tubos a fin de garantizar un ajuste adecuado y la integridad estructural, con valores específicos que dependen de la clase de recipiente, el tamaño del tubo y los requisitos de soldadura. Función de la evidencia: apoyo_general; tipo de fuente: gobierno. Soporta: requisitos de tolerancia posicional para los orificios de los tubos de los tambores de las calderas. Nota de alcance: Las tolerancias citadas representan objetivos de fabricación típicos en lugar de requisitos de códigos universales. ↩
-
"Informe de productividad de perforación – U.S. Energy Information …", https://www.eia.gov/petroleum/drilling/. Los sistemas de taladrado CNC multihusillo pueden reducir significativamente los tiempos de ciclo en comparación con las operaciones manuales o de un solo husillo mediante el procesamiento paralelo y la eliminación de pasos de reposicionamiento, con ganancias reales que dependen de la complejidad de la pieza y los patrones de los orificios. Función de la evidencia: apoyo_general; tipo de fuente: investigación. Soporta: mejoras de productividad de los sistemas de taladrado automatizado multihusillo. Nota de alcance: Los multiplicadores de productividad varían ampliamente según la aplicación específica, la densidad de los orificios, el material y el método de comparación de referencia. ↩
-
"Capítulo 02.3 Generadores de vapor.", https://www.nrc.gov/docs/ML1125/ML11251A016.pdf. Las centrales nucleares emplean grandes recipientes a presión cilíndricos, incluidos generadores de vapor con extensas conexiones de tubo a placa tubular, recipientes del reactor y presurizadores que requieren operaciones de taladrado de precisión durante la fabricación. Función de la evidencia: apoyo_general; tipo de fuente: educación. Soporta: uso de grandes recipientes a presión cilíndricos en sistemas de energía nuclear. Nota de alcance: La fabricación de componentes nucleares implica requisitos especializados adicionales más allá de la fabricación convencional de recipientes a presión. ↩
-
"Diseño de equipos de procesos químicos | Richard Turton", https://richardturton.faculty.wvu.edu/publications/chemical-process-equipment-design. Las instalaciones petroquímicas emplean grandes recipientes a presión cilíndricos, incluidos reactores, columnas de destilación, separadores e intercambiadores de calor que requieren numerosas conexiones posicionadas con precisión para tuberías de proceso, instrumentación y componentes internos. Función de la evidencia: apoyo_general; tipo de fuente: educación. Soporta: uso de grandes recipientes a presión cilíndricos en el procesamiento petroquímico. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.