

Quali sono le differenze tra un centro di lavoro CNC e una fresatrice-foratrice CNC?
L'allocazione di capitale in un nuovo stabilimento di lavorazione meccanica richiede un'accurata selezione delle attrezzature. La decisione tra un centro di lavoro CNC e una fresatrice-trapano CNC dipende dall'allineamento delle capacità della macchina con il vostro volume di produzione specifico. Una chiara comprensione delle loro differenze funzionali garantisce un ritorno sull'investimento ottimale.
Un centro di lavoro CNC è dotato di un cambio utensile automatico per una produzione continua e automatizzata. Una fresatrice-trapano CNC è sprovvista di magazzino utensili, richiedendo cambi utensile manuali. I centri di lavoro costano molto di più ma offrono una maggiore efficienza, mentre le fresatrici-trapano offrono una flessibilità conveniente per le piccole officine.
Sovradimensionare le attrezzature per attività di manutenzione di base può bloccare inutilmente il capitale1, mentre sottodimensionarle per ambienti di produzione limita la crescita. La seguente analisi tecnica descrive le differenze strutturali e operative tra questi due tipi di macchine, fornendo un quadro chiaro per la selezione della configurazione esatta richiesta per le operazioni della vostra officina.
Che cos'è una fresatrice-trapano CNC?
Gli stabilimenti con spazio limitato o produzioni ridotte richiedono spesso attrezzature versatili. Invece di utilizzare trapani e frese dedicati separati, una macchina combinata consolida queste operazioni, ottimizzando sia la disposizione dello stabilimento che l'investimento di capitale iniziale.
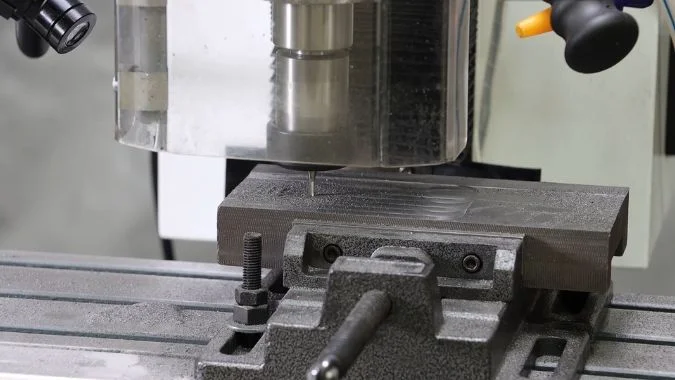
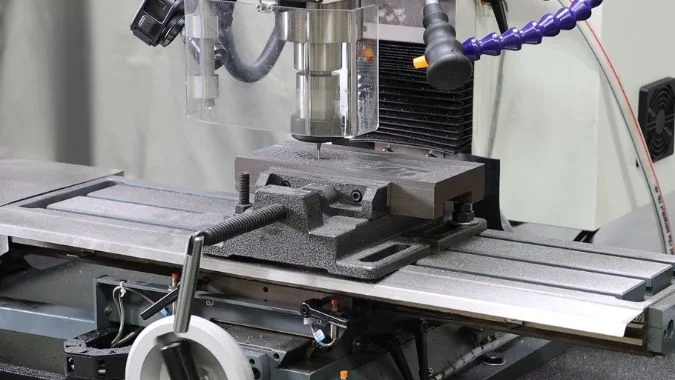
Una fresatrice-trapano CNC è un utensile versatile e compatto che esegue foratura, maschiatura e fresatura leggera. Fornisce una soluzione polivalente per piccoli lotti, officine di manutenzione e sale attrezzi che necessitano di una lavorazione dei metalli conveniente.

Una fresatrice-trapano CNC combina diverse funzioni in un unico telaio solido. È possibile eseguire foratura, alesatura, svasatura, barenatura e maschiatura sullo stesso identico banco2. È inoltre possibile eseguire fresatura frontale, fresatura di smussi e scanalature senza spostare il pezzo grezzo su un'altra macchina.
L'operazione rimane molto flessibile e facile da apprendere per i nuovi operatori. La maggior parte dei modelli supporta sia l'avanzamento manuale a volantino che l'avanzamento automatico computerizzato. Alcune macchine includono persino avanzamenti meccanici motorizzati per spostare automaticamente la tavola di lavoro3. Questa funzione riduce notevolmente lo sforzo fisico durante i tagli lunghi.
Questa macchina occupa pochissimo spazio nell'officina. La struttura da banco o quella verticale piccola si adattano facilmente a spazi angusti o officine affollate. L'investimento iniziale è molto inferiore rispetto alle grandi attrezzature industriali. Le startup possono acquistare questa macchina per iniziare subito a guadagnare senza accendere un enorme prestito bancario.
Quali sono le differenze strutturali tra un centro di lavoro CNC e una fresatrice-trapano CNC?
La rigidità della macchina determina direttamente la profondità di taglio ammissibile e la compatibilità dei materiali. L'impiego di attrezzature leggere per la rimozione continua di acciaio pesante porta a vibrazioni eccessive e a un'usura prematura. Valutare la fusione strutturale di ogni tipo di macchina assicura che sia in grado di gestire le forze di taglio specifiche in modo sicuro.
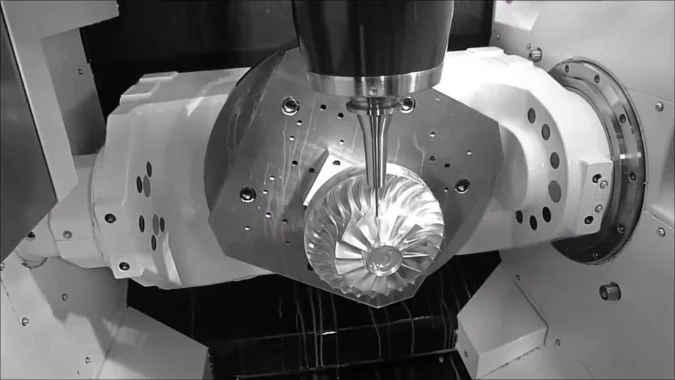
I centri di lavoro sono caratterizzati da telai in ghisa pesanti e rigidi, progettati per la rimozione continua di metallo pesante. Le fresatrici-trapano CNC utilizzano una struttura verticale più leggera e compatta, progettata per compiti di lavorazione di base piuttosto che per tagli di produzione aggressivi.
La struttura fisica di queste macchine determina esattamente quali materiali possono tagliare in sicurezza. Un centro di lavoro CNC standard utilizza un massiccio basamento in ghisa. Questa base pesante assorbe le vibrazioni violente durante il taglio aggressivo dell'acciaio.4. I centri di lavoro utilizzano spesso guide a cassetto pesanti o spesse guide lineari per supportare carichi di taglio elevati5.
Una macchina per foratura e fresatura CNC utilizza un design strutturale molto più leggero. La colonna e la base pesano significativamente meno. Questa struttura più leggera gestisce perfettamente tagli di alluminio, ottone e acciaio leggero. Semplicemente non è in grado di assorbire i forti urti derivanti dal taglio di acciaio per utensili temprato per un'intera giornata.
Anche il design del piano di lavoro differisce notevolmente tra le due macchine. I centri di lavoro presentano grandi tavole che sostengono in sicurezza morse pesanti e enormi blocchi di metallo6. Le macchine per foratura e fresatura presentano tavole più piccole adatte al bloccaggio di pezzi singoli. È necessario abbinare la struttura della macchina al carico di lavoro giornaliero effettivo per evitare di rompere il telaio della macchina.
| Elemento strutturale | Centro di lavoro | Macchina per foratura e fresatura |
|---|---|---|
| Telaio di base | Massiccia ghisa | Telaio compatto leggero |
| Guide di scorrimento | Guide a cassetto pesanti o spesse lineari | Lineari standard o a coda di rondine |
| Dimensioni del piano di lavoro | Grande e per uso gravoso | Piccolo e flessibile |
| Controllo delle vibrazioni | Eccellente per tagli pesanti | Buono per tagli leggeri |
Perché il cambio utensile automatico (ATC) è la differenza distintiva tra queste due macchine?
I frequenti cambi utensile manuali limitano intrinsecamente il tempo di attività della macchina e prolungano i tempi di ciclo complessivi. Per la produzione ad alto volume, queste interruzioni riducono l'efficienza operativa. L'implementazione di un sistema con cambio utensile automatico (ATC) elimina questo collo di bottiglia, consentendo una lavorazione continua e non presidiata.
Il cambio utensile automatico definisce un centro di lavoro. Un ATC contiene diversi utensili e li sostituisce automaticamente durante il programma. Una macchina di foratura e fresatura CNC è priva di ATC, il che significa che gli operatori devono cambiare manualmente ogni utensile.

Dico a tutti i miei clienti che il magazzino utensili cambia radicalmente l'intero processo di produzione. Un centro di lavoro CNC è semplicemente una versione avanzata di una fresatrice CNC7. La differenza fondamentale risiede sempre nel magazzino utensili automatico.
Un centro di lavoro raggiunge una vera automazione. Si blocca il materiale grezzo una sola volta e la macchina fa tutto il resto. L'ATC prende una punta, esegue un foro, ripone la punta, prende un maschio e taglia la filettatura. La macchina funziona continuamente senza intervento umano8. Questa elevata efficienza giustifica facilmente il prezzo elevato per le grandi fabbriche.
Una macchina di foratura e fresatura CNC richiede un costante intervento manuale. Quando il trapano termina il suo lavoro, la macchina si ferma completamente. L'operatore deve allentare la pinza, estrarre il trapano, inserire il maschio, serrare la pinza e riavviare la macchina. Questo processo manuale richiede tempo ma mantiene il prezzo della macchina molto basso per le piccole officine.
| Metodo di cambio utensile | Velocità di produzione | Requisito dell'operatore | Costo della macchina |
|---|---|---|---|
| Automatico (ATC) | Molto veloce e continuo | Può allontanarsi | Molto alto |
| Chiave manuale | Lento e interrotto | Deve stare alla macchina | Molto basso |
Quale macchina offre maggiore precisione e ripetibilità per componenti di precisione?
Rispettare rigorose tolleranze dimensionali è fondamentale nella produzione moderna. L'impiego di macchinari di livello standard per settori altamente regolamentati come quello aerospaziale spesso comporta deviazioni inaccettabili. Abbinare correttamente la precisione geometrica e la ripetibilità della macchina al disegno specifico del pezzo garantisce qualità costante e conformità.
I centri di lavoro offrono precisione e ripetibilità superiori per parti aerospaziali o mediche ad alta precisione. Le macchine di foratura e fresatura CNC offrono una precisione di livello IT8, che soddisfa perfettamente i requisiti standard per la meccanica generale e i lavori di riparazione di base.
Ogni pezzo metallico richiede un livello specifico di precisione. Un centro di lavoro CNC mantiene tolleranze estremamente strette per tutto il giorno. Il telaio pesante, le viti a ricircolo di sfere di fascia alta e i servomotori avanzati garantiscono una perfetta ripetibilità. Se hai bisogno di produrre mille componenti identici per un motore aeronautico, devi assolutamente acquistare un centro di lavoro.9.
Una fresatrice e foratrice CNC offre una precisione più che sufficiente per le attività quotidiane. Queste macchine raggiungono facilmente un livello di precisione IT8.10. Creano finiture superficiali molto lisce su componenti in alluminio e acciaio dolce. Vedo molte piccole officine utilizzarle con successo per la produzione di componenti di base per strumenti e ferramenta generale.
Non sono progettate per la precisione estrema di livello aerospaziale. Gestiscono in modo eccellente la produzione meccanica generale. Le officine di riparazione le utilizzano per riparare parti rotte in modo rapido e preciso. Il livello di precisione IT8 soddisfa perfettamente il novanta percento delle esigenze meccaniche di base11 senza costare una fortuna.
| Tipo di macchina | Precisione tipica | Migliore applicazione |
|---|---|---|
| Centro di lavoro | Estremamente alta | Componenti aerospaziali e medicali |
| Foratura e fresatura | Livello IT8 | Ferramenta generale e riparazioni |
| Ripetibilità | Perfetta oltre i 1000 pezzi | Ideale per piccoli lotti |
| Finitura superficiale | Finitura a specchio possibile | Liscia e pulita |
Scegliere l'attrezzatura giusta determina interamente la produzione e i margini di profitto della tua fabbrica. Non acquistare un costoso centro di lavoro per lavori di riparazione di base e non aspettarti che una piccola foratrice gestisca linee di produzione pesanti.
Conclusione
Un centro di lavoro offre cambi utensile automatizzati e alta precisione per la produzione di massa. Una fresatrice e foratrice CNC fornisce una lavorazione manuale flessibile ed economica, perfettamente adatta alle piccole officine di riparazione.
-
"Spesa in conto capitale per attrezzature, IT e altre risorse patrimoniali", https://osc.colorado.gov/capital-expenditure-for-equipment-it-and-other-assets-resource. I quadri di bilancio di capitale nell'economia manifatturiera riconoscono che la sovraspecificazione delle attrezzature — acquisire capacità o funzionalità superiori ai requisiti operativi — comporta risorse sottoutilizzate, maggiori costi di ammortamento e un ridotto rendimento del capitale investito. Ruolo dell'evidenza: supporto generale; tipo di fonte: istruzione. Supporta: Il disallineamento tra la capacità dell'attrezzatura e i requisiti di produzione porta a un utilizzo del capitale non ottimale nelle decisioni di investimento nel settore manifatturiero. Nota di ambito: Questo è un principio finanziario generale; l'entità specifica dell'inefficienza del capitale dipende dai tassi di utilizzo specifici dell'impianto e dalle strutture di finanziamento. ↩
-
"[PDF] OPERAZIONI DI LAVORAZIONE E MACCHINE UTENSILI", https://www.egr.msu.edu/~pkwon/me478/operations.pdf. Le macchine combinate per foratura e fresatura sono progettate per consolidare molteplici operazioni di asportazione di materiale — tra cui foratura, alesatura, svasatura, barenatura, maschiatura e fresatura frontale — all'interno di un unico telaio della macchina, riducendo la movimentazione del pezzo e il tempo di attrezzaggio per la produzione in piccoli lotti. Ruolo dell'evidenza: definizione; tipo di fonte: istruzione. Supporta: Le macchine combinate per foratura e fresatura sono in grado di eseguire operazioni di foratura, alesatura, svasatura, barenatura, maschiatura e fresatura in un unico setup. Nota di ambito: Il campo operativo specifico varia in base al modello e alla potenza del mandrino; non tutte le macchine in questa categoria supportano l'intero elenco enumerato in tutte le condizioni di taglio. ↩
-
"[PDF] FRESATRICI SERIE I", https://me.berkeley.edu/wp-content/uploads/2020/09/Bridgeport-Vertical-Mill-Manual.pdf. Le macchine per foratura e fresatura nella configurazione verticale leggera incorporano comunemente molteplici modalità di controllo dell'avanzamento — volantino manuale, avanzamento automatico programmato CNC e, in alcuni modelli, avanzamento meccanico per la tavola di lavoro — offrendo flessibilità operativa tra diversi tipi di attività. Ruolo dell'evidenza: supporto generale; tipo di fonte: istruzione. Supporta: Le macchine per foratura e fresatura in questa categoria incorporano comunemente molteplici modalità di controllo dell'avanzamento, tra cui volantino manuale, CNC automatico e opzioni di avanzamento meccanico. Nota di ambito: La disponibilità del sistema di avanzamento varia significativamente a seconda del produttore e del modello; questa caratterizzazione riflette configurazioni comuni piuttosto che uno standard universale. ↩
-
"Analisi dello smorzamento delle vibrazioni di strutture leggere nelle macchine …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. La ghisa è ampiamente utilizzata nelle strutture delle macchine utensili grazie alla sua elevata capacità di smorzamento interno, attribuita alla fase di grafite all'interno della sua microstruttura, che dissipa l'energia vibrazionale più efficacemente rispetto alle carpenterie in acciaio saldato sotto carichi di taglio dinamici. Ruolo dell'evidenza: meccanismo; tipo di fonte: istruzione. Supporta: Le proprietà del materiale della ghisa, in particolare la sua microstruttura in grafite, forniscono uno smorzamento delle vibrazioni superiore rispetto all'acciaio saldato nei telai delle macchine utensili. Nota di ambito: Le prestazioni di smorzamento variano con il grado di ghisa e la geometria della macchina; questa è un'affermazione generale sulle proprietà del materiale piuttosto che una misurazione diretta delle prestazioni per una macchina specifica. ↩
-
"Analisi dello smorzamento delle vibrazioni di strutture leggere nelle macchine …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. La progettazione delle guide delle macchine utensili — incluse le guide a scatola e le guide lineari a rotolamento — influenza direttamente la rigidità dinamica e le caratteristiche di smorzamento delle vibrazioni; le guide a scatola offrono generalmente una maggiore capacità di smorzamento, mentre le guide lineari forniscono minore attrito e velocità di traslazione più elevate. Ruolo dell'evidenza: meccanismo; tipo di fonte: istruzione. Supporta: Le guide a scatola e le guide lineari differiscono nella loro capacità di assorbire le forze di taglio e smorzare le vibrazioni nelle strutture delle macchine utensili. Nota di ambito: I confronti delle prestazioni tra i tipi di guide dipendono dalla geometria specifica della macchina e dalle condizioni di taglio; i riferimenti generali potrebbero non riflettere tutte le configurazioni. ↩
-
"UMC-750 | Fresatrice a 5 assi | Attacco 40 | Fresatrici verticali – Macchine Haas CNC", https://www.haascnc.com/machines/vertical-mills/universal-machine/models/umc-750.html. I centri di lavoro CNC sono tipicamente specificati con portate della tavola, configurazioni a cave a T e aree superficiali sostanzialmente maggiori rispetto a quelle delle macchine foratrici e fresatrici leggere, riflettendo il loro intento progettuale per il bloccaggio in produzione di pezzi grandi o pesanti. Ruolo dell'evidenza: supporto generale; tipo di fonte: istituzione. Supporta: I centri di lavoro CNC sono progettati con tavole di lavoro più grandi e ad alta capacità per supportare pesanti attrezzature di bloccaggio e pezzi di grandi dimensioni rispetto a categorie di macchine più leggere. Nota di ambito: Le specifiche delle tavole variano ampiamente tra le classi di centri di lavoro (orizzontali, verticali, a 5 assi); il confronto è valido come distinzione di categoria generale ma non universalmente applicabile a tutti i modelli. ↩
-
"La storia della lavorazione CNC | Xometry", https://www.xometry.com/resources/machining/cnc-machining-history/. Il centro di lavoro è emerso come una categoria distinta di macchine utensili tra la fine degli anni '50 e gli anni '60, sviluppandosi dalla fresatrice attraverso l'integrazione di cambi utensile automatici e sistemi di controllo numerico, con i primi esempi attribuiti a produttori come Kearney & Trecker. Ruolo dell'evidenza: contesto storico; tipo di fonte: enciclopedia. Supporta: Il centro di lavoro si è evoluto dalla fresatrice attraverso l'aggiunta di sistemi automatici di cambio utensile e pallet. Nota di ambito: I resoconti storici sullo sviluppo delle macchine utensili variano in base alla fonte; il lignaggio specifico descritto può differire tra i riferimenti di storia dell'ingegneria. ↩
-
"Principio di funzionamento e applicazioni del cambio utensile automatico", https://cncwmt.com/qa/working-principle-and-applications-of-automatic-tool-changer-systems/. I cambi utensile automatici nei centri di lavoro CNC consentono la selezione e lo scambio sequenziale programmato degli utensili durante un singolo setup del pezzo, permettendo ai cicli di lavorazione multi-operazione — inclusi foratura, maschiatura e fresatura — di procedere senza l'intervento dell'operatore tra le operazioni. Ruolo dell'evidenza: meccanismo; tipo di fonte: ricerca. Supporta: I cambi utensile automatici consentono una lavorazione sequenziale multi-operazione senza intervento dell'operatore, supportando la produzione senza presidio. Nota di ambito: Il funzionamento completamente senza presidio dipende anche dall'automazione del bloccaggio, dalla gestione dei trucioli e dai sistemi di carico dei pezzi, non affrontati solo dall'ATC. ↩
-
"Impatto della lavorazione CNC avanzata nella produzione aerospaziale", https://www.phillipscorp.com/india/advanced-cnc-machining-in-aerospace-manufacturing/. Gli standard di produzione aerospaziale, compresi quelli disciplinati dalla norma AS9100 e specifiche correlate, impongono tolleranze dimensionali rigorose e requisiti di tracciabilità sui componenti lavorati, rendendo necessarie attrezzature capaci di una ripetibilità coerente e verificabile durante i cicli di produzione. Ruolo dell'evidenza: consenso degli esperti; tipo di fonte: istituzione. Supporta: La produzione di componenti aerospaziali impone tolleranze dimensionali strette che richiedono attrezzature CNC ad alta precisione e ripetibili. Nota di ambito: L'affermazione dell'articolo è illustrativa piuttosto che una dichiarazione normativa diretta; i requisiti di tolleranza specifici variano in base alla classificazione del pezzo e al disegno tecnico applicabile. ↩
-
"Grado IT – Wikipedia", https://en.wikipedia.org/wiki/IT_Grade. Secondo la norma ISO 286-1, IT8 designa uno specifico grado di tolleranza internazionale che definisce la variazione dimensionale ammissibile per una data dimensione nominale; questo grado è comunemente associato ad accoppiamenti lavorati per scopi generali e componenti meccanici standard. Ruolo dell'evidenza: definizione; tipo di fonte: istituzione. Supporta: Il significato e l'ambito dimensionale dell'IT8 come grado di tolleranza ISO applicabile ai componenti lavorati. Nota di ambito: L'affermazione che una specifica classe di macchine raggiunga costantemente l'IT8 è un'asserzione sulle prestazioni che richiederebbe le specifiche del produttore o dati di test indipendenti per essere confermata direttamente. ↩
-
"Tolleranza ingegneristica", https://en.wikipedia.org/wiki/Engineering_tolerance. I gradi di tolleranza ISO 286 da IT7 a IT11 sono comunemente specificati per accoppiamenti meccanici di uso generale, inclusi gli accoppiamenti con gioco e di transizione utilizzati in assemblaggi standard; l'IT8 in particolare viene frequentemente applicato agli accoppiamenti albero-foro in macchinari generici non di precisione. Ruolo dell'evidenza: statistica; tipo di fonte: istituzione. Supporta: L'IT8 e i gradi di tolleranza adiacenti coprono la maggior parte dei requisiti di accoppiamento e montaggio dell'ingegneria meccanica generale. Nota di ambito: L'affermazione specifica che l'IT8 soddisfa il ‘novanta percento’ delle esigenze meccaniche non è direttamente supportata dalla documentazione degli standard ISO e appare essere un'approssimazione; non è stata identificata alcuna analisi statistica autorevole sull'uso dei gradi di tolleranza per frequenza di applicazione. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.