

Quelles sont les différences entre un centre d'usinage CNC et une perceuse-fraiseuse CNC ?
L'allocation de capital dans une nouvelle installation d'usinage nécessite une sélection précise des équipements. Le choix entre un centre d'usinage CNC et une perceuse-fraiseuse CNC dépend de l'adéquation des capacités de la machine avec votre volume de production spécifique. Une compréhension claire de leurs différences fonctionnelles garantit un retour sur investissement optimal.
Un centre d'usinage CNC dispose d'un changeur d'outils automatique pour une production continue et automatisée. Une perceuse-fraiseuse CNC ne possède pas de magasin d'outils, nécessitant des changements d'outils manuels. Les centres d'usinage coûtent beaucoup plus cher mais offrent une meilleure efficacité, tandis que les perceuses-fraiseuses offrent une flexibilité rentable pour les petits ateliers.
Sur-spécifier l'équipement pour des tâches de maintenance de base peut immobiliser inutilement des capitaux1, tandis que sous-spécifier pour des environnements de production limite la croissance. La répartition technique suivante détaille les différences structurelles et opérationnelles entre ces deux types de machines, fournissant un cadre clair pour sélectionner la configuration exacte requise pour les opérations de votre atelier.
Qu'est-ce qu'une perceuse-fraiseuse CNC ?
Les installations disposant d'un espace au sol limité ou de séries de production plus petites nécessitent souvent des équipements polyvalents. Au lieu d'utiliser des perceuses et des fraiseuses dédiées distinctes, une machine combinée regroupe ces opérations, optimisant à la fois l'agencement de l'usine et les dépenses d'investissement initiales.
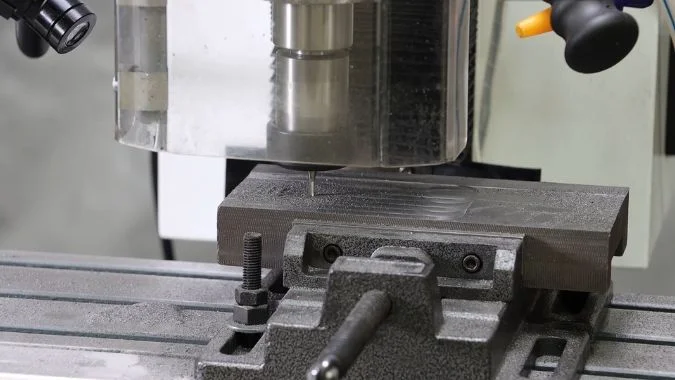
Une perceuse-fraiseuse CNC est un outil polyvalent et compact qui effectue le perçage, le taraudage et le fraisage léger. Elle constitue une solution polyvalente pour les petits lots, les ateliers de maintenance et les outillages ayant besoin d'un travail des métaux rentable.

Une perceuse-fraiseuse CNC combine plusieurs fonctions dans un seul bâti solide. Vous pouvez effectuer le perçage, l'alésage, le fraisage, l'alésage de précision et le taraudage sur la table même2. Vous pouvez également effectuer du fraisage en bout, du fraisage en biseau et du rainurage sans déplacer la pièce brute vers une autre machine.
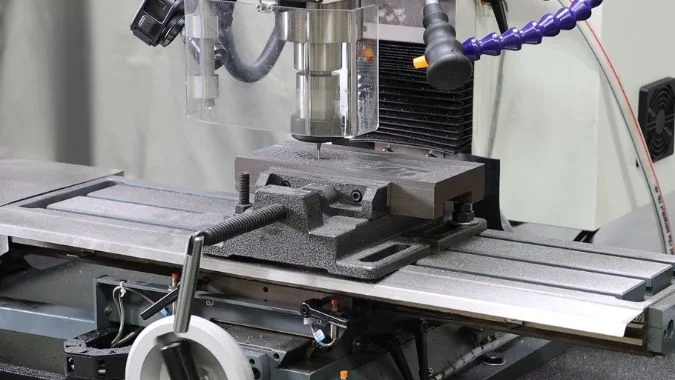
L'utilisation reste très flexible et facile à apprendre pour les nouveaux usineurs. La plupart des modèles prennent en charge à la fois l'avance manuelle par volant et l'avance automatique par ordinateur. Certaines machines incluent même des avances mécaniques pour déplacer automatiquement la table de travail3. Cette fonction réduit considérablement le travail physique lors des coupes longues.
Cette machine occupe très peu d'espace dans l'usine. La structure de table ou la petite structure verticale s'adapte facilement aux espaces étroits des garages ou aux ateliers de réparation encombrés. L'investissement initial est beaucoup plus bas que celui des gros équipements industriels. Les startups peuvent acheter cette machine pour gagner de l'argent immédiatement sans contracter un emprunt bancaire important.
Quelles sont les différences structurelles entre un centre d'usinage CNC et une perceuse-fraiseuse CNC ?
La rigidité de la machine dicte directement la profondeur de coupe admissible et la compatibilité des matériaux. Le déploiement d'équipements légers pour l'enlèvement continu d'acier lourd entraîne des vibrations excessives et une usure prématurée. L'évaluation du moulage structurel de chaque type de machine garantit qu'il peut gérer vos forces de coupe spécifiques en toute sécurité.
Les centres d'usinage disposent de bâtis en fonte lourds et rigides conçus pour l'enlèvement continu de métal lourd. Les perceuses-fraiseuses CNC utilisent une structure verticale plus légère et compacte conçue pour des tâches d'usinage de base plutôt que pour une coupe de production agressive.
La construction physique de ces machines dicte exactement quels matériaux elles peuvent couper en toute sécurité. Un centre d'usinage CNC standard utilise un bâti massif en fonte. Cette base lourde absorbe les vibrations violentes lors de la coupe agressive de l'acier.4. Les centres d'usinage utilisent souvent des glissières à section carrée robustes ou des rails de guidage linéaires épais pour supporter des charges de coupe élevées5.
Une perceuse-fraiseuse CNC utilise une conception structurelle beaucoup plus légère. La colonne et la base pèsent nettement moins. Cette structure plus légère gère parfaitement les coupes d'aluminium, de laiton et d'acier léger. Elle ne peut tout simplement pas absorber les chocs violents liés à la coupe d'acier à outils trempé toute la journée.
La conception de la table de travail diffère également considérablement entre les deux machines. Les centres d'usinage sont dotés de grandes tables qui maintiennent en toute sécurité des étaux lourds et d'énormes blocs métalliques6. Les perceuses-fraiseuses sont dotées de tables plus petites adaptées au serrage de pièces individuelles. Vous devez adapter la structure de la machine à votre charge de travail quotidienne réelle pour éviter de briser le bâti de la machine.
| Élément structurel | Centre d'usinage | Perceuse-fraiseuse |
|---|---|---|
| Bâti de base | Fonte massive | Cadre compact léger |
| Rails de guidage | Glissières à section carrée robustes ou linéaires épaisses | Linéaire standard ou en queue d'aronde |
| Taille de la table de travail | Grande et résistante | Petite et flexible |
| Contrôle des vibrations | Excellente pour les coupes lourdes | Idéale pour les coupes légères |
Pourquoi le changeur d'outils automatique (ATC) est-il la différence déterminante entre ces deux machines ?
Les changements d'outils manuels fréquents limitent intrinsèquement le temps de fonctionnement de la machine et prolongent les temps de cycle globaux. Pour une production à haut volume, ces interruptions réduisent l'efficacité opérationnelle. La mise en œuvre d'un système avec changeur d'outils automatique (ATC) élimine ce goulot d'étranglement, permettant un usinage continu et sans surveillance.
Le changeur d'outils automatique définit un centre d'usinage. Un changeur d'outils automatique (ATC) contient plusieurs outils et les échange automatiquement pendant le programme. Une perceuse-fraiseuse CNC ne dispose pas d'ATC, ce qui signifie que les opérateurs doivent changer manuellement chaque outil.

Je dis à tous mes clients que le magasin d'outils transforme complètement tout le processus de fabrication. Un centre d'usinage CNC est simplement une version améliorée d'une fraiseuse CNC.7. La différence fondamentale réside toujours dans le magasin d'outils automatique.
Un centre d'usinage permet une véritable automatisation. Vous fixez la matière brute une seule fois et la machine fait tout le reste. L'ATC saisit un foret, perce un trou, range le foret, saisit un taraud et réalise le filetage. La machine fonctionne en continu sans intervention humaine.8. Cette grande efficacité justifie aisément le prix élevé pour les grandes usines.
Une perceuse-fraiseuse CNC nécessite une intervention manuelle constante. Lorsque le perçage est terminé, la machine s'arrête complètement. L'opérateur doit desserrer la pince, retirer le foret, insérer le taraud, resserrer la pince et redémarrer la machine. Ce processus manuel prend du temps, mais maintient le prix de la machine très bas pour les petits ateliers.
| Méthode de changement d'outil | Vitesse de production | Exigence de l'opérateur | Coût de la machine |
|---|---|---|---|
| Automatique (ATC) | Très rapide et continu | Possibilité de s'éloigner | Très élevé |
| Clé manuelle | Lent et interrompu | Doit rester devant la machine | Très faible |
Quelle machine offre une meilleure précision et répétabilité pour les composants de précision ?
Le respect de tolérances dimensionnelles strictes est crucial dans la fabrication moderne. L'utilisation de machines standard pour des secteurs hautement réglementés comme l'aérospatiale entraîne souvent des écarts inacceptables. Faire correspondre correctement la précision géométrique et la répétabilité de la machine au plan spécifique de la pièce garantit une qualité et une conformité constantes.
Les centres d'usinage offrent une précision et une répétabilité supérieures pour les pièces aérospatiales ou médicales de haute précision. Les perceuses-fraiseuses CNC offrent une précision de niveau IT8, qui répond parfaitement aux exigences standard de la mécanique générale et des travaux de réparation de base.
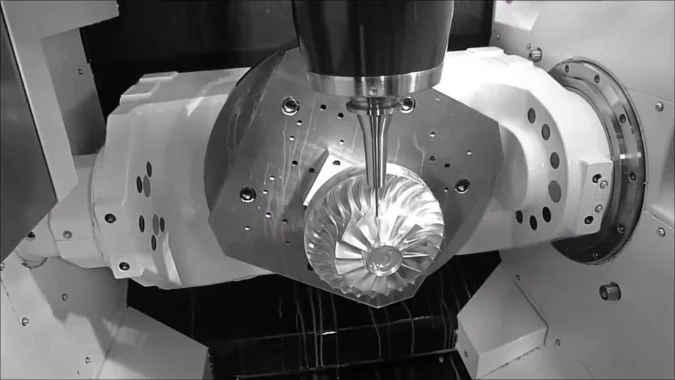
Chaque pièce métallique nécessite un niveau de précision spécifique. Un centre d'usinage CNC maintient des tolérances extrêmement serrées tout au long de la journée. Le châssis robuste, les vis à billes haut de gamme et les servomoteurs avancés assurent une répétabilité parfaite. Si vous devez fabriquer un millier de pièces identiques pour un moteur d'avion, vous devez impérativement acheter un centre d'usinage.9.
Une perceuse-fraiseuse CNC offre une précision tout à fait suffisante pour les travaux quotidiens. Ces machines atteignent facilement un niveau de précision IT8.10. Elles permettent d'obtenir des finitions de surface très lisses sur les pièces en aluminium et en acier doux. Je vois de nombreux petits ateliers les utiliser avec succès pour fabriquer des pièces d'instruments de base et de la quincaillerie générale.
Elles ne sont pas conçues pour une précision extrême de qualité aérospatiale. Elles gèrent parfaitement la fabrication mécanique générale. Les ateliers de réparation les utilisent pour réparer des pièces cassées rapidement et précisément. Le niveau de précision IT8 répond parfaitement à quatre-vingt-dix pour cent des besoins mécaniques de base11 sans coûter une fortune.
| Type de machine | Précision typique | Meilleure application |
|---|---|---|
| Centre d'usinage | Extrêmement élevée | Pièces aérospatiales et médicales |
| Perçage et fraisage | Niveau IT8 | Quincaillerie générale et réparations |
| Répétabilité | Parfait pour plus de 1000 pièces | Bon pour les petits lots |
| Finition de la surface | Finition miroir possible | Lisse et propre |
Le choix du bon équipement détermine entièrement la production et les marges bénéficiaires de votre usine. N'achetez pas un centre d'usinage coûteux pour des travaux de réparation de base, et n'attendez pas d'une petite perceuse qu'elle assure des lignes de production intensives.
Conclusion
Un centre d'usinage offre des changements d'outils automatisés et une haute précision pour la production de masse. Une perceuse-fraiseuse CNC offre un usinage manuel flexible et économique, parfaitement adapté aux petits ateliers de réparation.
-
" Dépenses en capital pour l'équipement, l'informatique et d'autres actifs ", https://osc.colorado.gov/capital-expenditure-for-equipment-it-and-other-assets-resource. Les cadres de budgétisation des investissements en économie manufacturière reconnaissent que la surspécification de l'équipement — l'acquisition d'une capacité ou d'une fonctionnalité dépassant les exigences opérationnelles — entraîne une sous-utilisation des actifs, une augmentation des coûts d'amortissement et une réduction du rendement du capital investi. Rôle de la preuve : soutien général ; type de source : éducation. Soutient : Que l'inadéquation entre la capacité de l'équipement et les exigences de production conduit à une utilisation sous-optimale du capital dans les décisions d'investissement manufacturier. Note de portée : Il s'agit d'un principe financier général ; l'ampleur spécifique de l'inefficacité du capital dépend des taux d'utilisation spécifiques à l'installation et des structures de financement. ↩
-
" [PDF] OPÉRATIONS D'USINAGE ET MACHINES-OUTILS ", https://www.egr.msu.edu/~pkwon/me478/operations.pdf. Les perceuses-fraiseuses combinées sont conçues pour regrouper plusieurs opérations d'enlèvement de matière — notamment le perçage, l'alésage, le fraisage, le mandrinage, le taraudage et le fraisage en bout — au sein d'un seul bâti de machine, réduisant ainsi la manipulation des pièces et le temps de préparation pour la production en petites séries. Rôle de la preuve : définition ; type de source : éducation. Soutient : Que les machines combinées de perçage et de fraisage sont capables d'effectuer des opérations de perçage, d'alésage, de fraisage, de mandrinage, de taraudage et de fraisage en un seul montage. Note de portée : La plage opérationnelle spécifique varie selon le modèle et la puissance de la broche ; toutes les machines de cette catégorie ne prennent pas en charge la liste complète énumérée dans toutes les conditions de coupe. ↩
-
" [PDF] FRAISEUSES SÉRIE I ", https://me.berkeley.edu/wp-content/uploads/2020/09/Bridgeport-Vertical-Mill-Manual.pdf. Les perceuses-fraiseuses de configuration verticale légère intègrent couramment plusieurs modes de contrôle d'avance — volant manuel, avance automatique programmée par CNC et, sur certains modèles, avance mécanique motorisée pour la table de travail — offrant une flexibilité opérationnelle pour divers types de tâches. Rôle de la preuve : soutien général ; type de source : éducation. Soutient : Que les perceuses-fraiseuses de cette catégorie intègrent couramment plusieurs modes de contrôle d'avance, notamment le volant manuel, l'avance automatique CNC et des options d'avance mécanique. Note de portée : La disponibilité du système d'avance varie considérablement selon le fabricant et le modèle ; cette caractérisation reflète des configurations courantes plutôt qu'une norme universelle. ↩
-
"Analyse de l'amortissement des vibrations des structures légères en machine...", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. La fonte est largement utilisée dans les structures des machines-outils en raison de sa grande capacité d'amortissement interne, attribuée à la phase de graphite au sein de sa microstructure, qui dissipe l'énergie vibratoire plus efficacement que les fabrications en acier soudé sous des charges de coupe dynamiques. Rôle de la preuve : mécanisme ; type de source : éducation. Soutient : Que les propriétés matérielles de la fonte, en particulier sa microstructure de graphite, offrent un amortissement des vibrations supérieur à celui de l'acier soudé dans les bâtis de machines-outils. Note de portée : La performance d'amortissement varie avec la qualité de la fonte et la géométrie de la machine ; il s'agit d'une affirmation générale sur les propriétés des matériaux plutôt qu'une mesure de performance directe pour une machine spécifique. ↩
-
"Analyse de l'amortissement des vibrations des structures légères en machine...", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. La conception des guidages de machines-outils — y compris les glissières à section carrée et les guides linéaires à roulement — influence directement la rigidité dynamique et les caractéristiques d'amortissement des vibrations ; les glissières à section carrée offrent généralement une capacité d'amortissement plus élevée tandis que les guides linéaires offrent moins de friction et des vitesses de déplacement plus rapides. Rôle de la preuve : mécanisme ; type de source : éducation. Soutient : Que les glissières à section carrée et les rails de guidage linéaires diffèrent dans leur capacité à absorber les forces de coupe et à amortir les vibrations dans les structures de machines-outils. Note de portée : Les comparaisons de performance entre les types de guidage dépendent de la géométrie spécifique de la machine et des conditions de coupe ; les références générales peuvent ne pas refléter toutes les configurations. ↩
-
" UMC-750 | Fraiseuse 5 axes | Cône 40 | Fraiseuses verticales – Machines CNC Haas ", https://www.haascnc.com/machines/vertical-mills/universal-machine/models/umc-750.html. Les centres d'usinage CNC sont généralement spécifiés avec des capacités de charge de table, des configurations de rainures en T et des surfaces beaucoup plus grandes que celles des perceuses-fraiseuses légères, reflétant leur intention de conception pour le maintien de pièces volumineuses ou lourdes en production. Rôle de la preuve : soutien général ; type de source : institution. Soutient : Que les centres d'usinage CNC sont conçus avec des tables de travail plus grandes et à plus haute capacité pour supporter des montages d'usinage lourds et des pièces volumineuses par rapport aux catégories de machines plus légères. Note de portée : Les spécifications des tables varient considérablement selon les classes de centres d'usinage (horizontale, verticale, 5 axes) ; la comparaison est valide en tant que distinction de catégorie générale mais n'est pas universellement applicable à tous les modèles. ↩
-
" L'histoire de l'usinage CNC | Xometry ", https://www.xometry.com/resources/machining/cnc-machining-history/. Le centre d'usinage est apparu comme une catégorie distincte de machine-outil à la fin des années 1950 et dans les années 1960, se développant à partir de la fraiseuse grâce à l'intégration de changeurs d'outils automatiques et de systèmes de commande numérique, les premiers exemples étant attribués à des fabricants tels que Kearney & Trecker. Rôle de la preuve : contexte historique ; type de source : encyclopédie. Soutient : Que le centre d'usinage a évolué à partir de la fraiseuse grâce à l'ajout de systèmes de changement d'outil automatique et de palettes. Note de portée : Les récits historiques du développement des machines-outils varient selon la source ; la lignée spécifique décrite peut différer selon les références de l'histoire de l'ingénierie. ↩
-
" Principe de fonctionnement et applications du changeur d'outils automatique ", https://cncwmt.com/qa/working-principle-and-applications-of-automatic-tool-changer-systems/. Les changeurs d'outils automatiques dans les centres d'usinage CNC permettent la sélection et l'échange séquentiels programmés des outils pendant un seul montage de pièce, permettant aux cycles d'usinage multi-opérations — y compris le perçage, le taraudage et le fraisage — de se poursuivre sans intervention de l'opérateur entre les opérations. Rôle de la preuve : mécanisme ; type de source : recherche. Soutient : Que les changeurs d'outils automatiques permettent un usinage séquentiel multi-opérations sans intervention de l'opérateur, prenant en charge la production sans surveillance. Note de portée : L'opération entièrement sans surveillance dépend également de l'automatisation du maintien de la pièce, de la gestion des copeaux et des systèmes de chargement des pièces qui ne sont pas pris en charge uniquement par l'ATC. ↩
-
" Impact de l'usinage CNC avancé dans l'industrie aérospatiale ", https://www.phillipscorp.com/india/advanced-cnc-machining-in-aerospace-manufacturing/. Les normes de fabrication aérospatiale, y compris celles régies par l'AS9100 et les spécifications connexes, imposent des exigences strictes en matière de tolérances dimensionnelles et de traçabilité sur les composants usinés, nécessitant un équipement capable d'une répétabilité cohérente et vérifiable tout au long des cycles de production. Rôle de la preuve : consensus d'experts ; type de source : institution. Soutient : Que la fabrication de composants aérospatiaux impose des tolérances dimensionnelles serrées nécessitant un équipement CNC de haute précision et répétable. Note de portée : L'affirmation de l'article est illustrative plutôt qu'une déclaration réglementaire directe ; les exigences de tolérance spécifiques varient selon la classification de la pièce et le dessin technique applicable. ↩
-
" Grade IT – Wikipédia ", https://en.wikipedia.org/wiki/IT_Grade. Selon la norme ISO 286-1, IT8 désigne un grade de tolérance internationale spécifique définissant la variation dimensionnelle admissible pour une taille nominale donnée ; ce grade est couramment associé aux ajustements usinés d'usage général et aux composants mécaniques standard. Rôle de la preuve : définition ; type de source : institution. Soutient : La signification et la portée dimensionnelle de l'IT8 en tant que grade de tolérance ISO applicable aux composants usinés. Note de portée : L'affirmation selon laquelle une classe de machine spécifique atteint systématiquement l'IT8 est une assertion de performance qui nécessiterait les spécifications du fabricant ou des données de test indépendantes pour être confirmée directement. ↩
-
" Tolérance d'ingénierie ", https://en.wikipedia.org/wiki/Engineering_tolerance. Les grades de tolérance ISO 286 de IT7 à IT11 sont couramment spécifiés pour les ajustements mécaniques d'usage général, y compris les ajustements avec jeu et les ajustements incertains utilisés dans les assemblages standard ; l'IT8 en particulier est fréquemment appliqué aux ajustements d'arbres et d'alésages dans les machines générales de précision courante. Rôle de la preuve : statistique ; type de source : institution. Soutient : Que les grades de tolérance IT8 et adjacents couvrent la majorité des besoins en ajustement et assemblage de l'ingénierie mécanique générale. Note de portée : L'affirmation spécifique selon laquelle l'IT8 satisfait à ‘ quatre-vingt-dix pour cent ’ des besoins mécaniques n'est pas directement étayée par la documentation des normes ISO et semble être une approximation ; aucune analyse statistique faisant autorité sur l'utilisation des grades de tolérance par fréquence d'application n'a été identifiée. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.