

ما هي الاختلافات بين مركز التصنيع باستخدام الحاسب الآلي (CNC) وآلة الثقب والتفريز باستخدام الحاسب الآلي (CNC)؟
يتطلب تخصيص رأس المال في منشأة تصنيع جديدة اختياراً دقيقاً للمعدات. يعتمد القرار بين مركز تصنيع CNC وآلة ثقب وطحن CNC على مواءمة قدرات الماكينة مع حجم الإنتاج المحدد الخاص بك. يضمن الفهم الواضح للاختلافات الوظيفية بينهما عائداً مثالياً على الاستثمار.
يتميز مركز تصنيع CNC بمبدل أدوات أوتوماتيكي للإنتاج المستمر والآلي. بينما تفتقر آلة الثقب والطحن CNC إلى مخزن أدوات، مما يتطلب تغيير الأدوات يدوياً. تكلفة مراكز التصنيع أعلى بكثير ولكنها توفر كفاءة أعلى، في حين توفر آلات الثقب والطحن مرونة فعالة من حيث التكلفة للورش الصغيرة.
إن المبالغة في مواصفات المعدات لمهام الصيانة الأساسية يمكن أن يؤدي إلى تقييد رأس المال دون داعٍ،1, بينما يؤدي تقليل المواصفات في بيئات الإنتاج إلى الحد من النمو. يوضح التحليل الفني التالي الاختلافات الهيكلية والتشغيلية بين هذين النوعين من الماكينات، مما يوفر إطاراً واضحاً لاختيار التكوين الدقيق المطلوب لعمليات ورشتك.
ما هي آلة الثقب والطحن CNC؟
غالباً ما تتطلب المنشآت ذات المساحة المحدودة أو دورات الإنتاج الأصغر معدات متعددة الاستخدامات. بدلاً من تشغيل مثاقب ومطاحن منفصلة مخصصة، تعمل الماكينة المدمجة على توحيد هذه العمليات، مما يحسن كلاً من تخطيط المصنع والنفقات الرأسمالية الأولية.
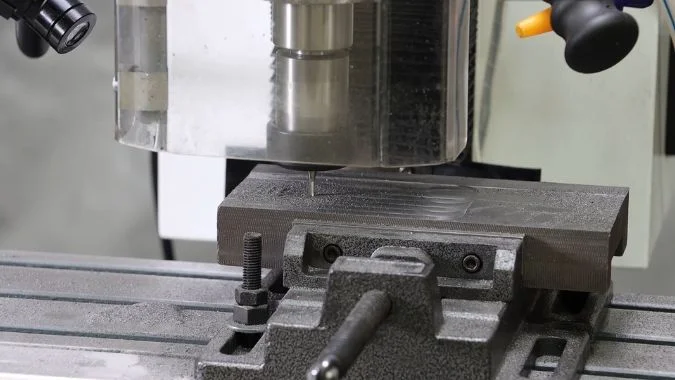
آلة الثقب والطحن CNC هي أداة متعددة الاستخدامات ومدمجة تقوم بعمليات الثقب، والتسنين، والطحن الخفيف. إنها توفر حلاً شاملاً للدفعات الصغيرة، وورش الصيانة، وغرف الأدوات التي تحتاج إلى تشغيل معادن فعال من حيث التكلفة.

تجمع آلة الثقب والطحن CNC بين عدة وظائف في إطار واحد صلب. يمكنك إجراء عمليات الثقب، والتوسيع، والمشطبة (countersinking)، والممل، والتسنين على نفس الطاولة،2. كما يمكنك أيضاً إجراء عمليات طحن الوجه، وطحن الشطب، والشق دون الحاجة إلى نقل قطعة العمل الخام إلى ماكينة أخرى.
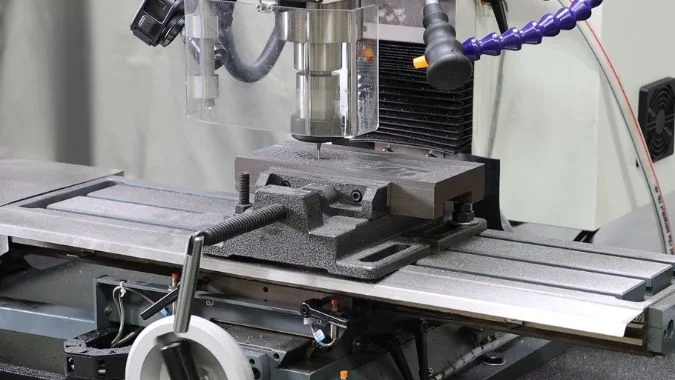
تظل العملية مرنة جداً وسهلة التعلم للمشغلين الجدد. تدعم معظم الطرازات كلاً من التغذية اليدوية بالعجلة والتغذية الآلية بالكمبيوتر. تتضمن بعض الماكينات أيضاً تغذيات طاقة ميكانيكية لتحريك طاولة العمل تلقائياً،3. تقلل هذه الوظيفة من الجهد البدني بشكل كبير أثناء القطع الطويل.
تشغل هذه الماكينة مساحة صغيرة جداً من أرضية المصنع. حيث يتناسب الهيكل المكتبي أو الرأسي الصغير بسهولة في المساحات الضيقة أو ورش الإصلاح المزدحمة. الاستثمار الأولي أقل بكثير من المعدات الصناعية الكبيرة. يمكن للشركات الناشئة شراء هذه الماكينة لكسب المال على الفور دون الحصول على قرض بنكي ضخم.
ما هي الاختلافات الهيكلية بين مركز تصنيع CNC وآلة الثقب والطحن CNC؟
تحدد صلابة الماكينة بشكل مباشر عمق القطع المسموح به وتوافق المواد. إن استخدام معدات خفيفة الوزن للإزالة المستمرة للفولاذ الثقيل يؤدي إلى اهتزازات مفرطة وتآكل مبكر. يضمن تقييم الهيكل المصبوب لكل نوع من الماكينات قدرته على التعامل مع قوى القطع المحددة لديك بأمان.
تتميز مراكز التصنيع بإطارات من الحديد الزهر الثقيل والصلب المصممة لإزالة المعادن الثقيلة والمستمرة. تستخدم آلات الثقب والطحن CNC هيكلاً رأسياً أخف وأكثر إحكاماً مصمماً لمهام التصنيع الأساسية بدلاً من القطع الإنتاجي الشرس.
يحدد البناء المادي لهذه الماكينات بدقة المواد التي يمكنها قطعها بأمان. يستخدم مركز تصنيع CNC القياسي قاعدة ضخمة من الحديد الزهر. تمتص هذه القاعدة الثقيلة الاهتزازات العنيفة أثناء القطع القوي للفولاذ.4. تستخدم مراكز التشغيل غالباً مسارات صندوقية ثقيلة أو سكك توجيه خطية سميكة لدعم أحمال القطع الثقيلة5.
تستخدم آلة الثقب والتفريز CNC تصميماً هيكلياً أخف بكثير. حيث يقل وزن العمود والقاعدة بشكل ملحوظ. هذا الهيكل الأخف يتعامل مع قطع الألومنيوم والنحاس والفولاذ الخفيف بشكل جيد جداً. لكنه ببساطة لا يستطيع امتصاص الصدمات القوية الناتجة عن قطع فولاذ الأدوات المقسى طوال اليوم.
يختلف تصميم طاولة العمل أيضاً بشكل كبير بين الآلتين. تتميز مراكز التشغيل بطاولات كبيرة تحمل الملازم الثقيلة وكتل المعدن الضخمة بأمان6. تتميز آلات الثقب والتفريز بطاولات أصغر مناسبة لتثبيت القطع الفردية. يجب عليك مواءمة هيكل الآلة مع عبء العمل اليومي الفعلي لتجنب كسر إطار الآلة.
| العنصر الهيكلي | مركز التشغيل | آلة الثقب والتفريز |
|---|---|---|
| إطار القاعدة | حديد زهر ضخم | إطار مدمج خفيف الوزن |
| قضبان التوجيه | صندوقي ثقيل أو خطي سميك | خطي قياسي أو ذو تعشيق غنفاري |
| حجم طاولة العمل | كبيرة وشديدة التحمل | صغيرة ومرنة |
| التحكم في الاهتزاز | ممتازة للقطع الثقيلة | جيدة للقطع الخفيفة |
لماذا يعتبر مبدل الأدوات الأوتوماتيكي (ATC) هو الاختلاف الحاسم بين هاتين الماكينتين؟
تؤدي تغييرات الأدوات اليدوية المتكررة بطبيعتها إلى الحد من وقت تشغيل الآلة وإطالة أوقات الدورات الإجمالية. بالنسبة للإنتاج عالي الحجم، تقلل هذه الانقطاعات من الكفاءة التشغيلية. يؤدي تطبيق نظام مع مغير أدوات أوتوماتيكي (ATC) إلى القضاء على هذا العائق، مما يتيح التشغيل المستمر دون مراقبة.
تُعرف أداة تغيير الأدوات الأوتوماتيكية مركز التشغيل الآلي. حيث يحمل نظام تغيير الأدوات الأوتوماتيكي (ATC) أدوات متعددة ويقوم بتبديلها تلقائيًا أثناء البرنامج. بينما تفتقر آلة الثقب والتفريز CNC إلى نظام ATC، مما يعني أنه يجب على المشغلين تغيير كل أداة يدويًا.

أخبر جميع عملائي أن مخزن الأدوات يغير عملية التصنيع برمتها بالكامل. مركز التشغيل الآلي CNC هو ببساطة نسخة مطورة من آلة التفريز CNC.7. يكمن الاختلاف الجوهري دائمًا في مخزن الأدوات الأوتوماتيكي.
يحقق مركز التشغيل الآلي أتمتة حقيقية. حيث تقوم بتثبيت المواد الخام مرة واحدة، وتقوم الآلة بكل شيء آخر. يقوم نظام ATC بالتقاط مثقاب، وعمل ثقب، وإعادة المثقاب، والتقاط أداة سن اللولب، وقطع الأسنان. تعمل الآلة باستمرار دون مساعدة بشرية.8. هذه الكفاءة العالية تبرر بسهولة السعر المرتفع للمصانع الكبيرة.
تتطلب آلة الثقب والتفريز CNC تدخلًا يدويًا مستمرًا. فعندما ينتهي المثقاب من عمله، تتوقف الآلة تمامًا. ويجب على المشغل فك القابض، وسحب المثقاب، وإدخال أداة سن اللولب، وربط القابض، وإعادة تشغيل الآلة. تستغرق هذه العملية اليدوية وقتًا ولكنها تجعل سعر الآلة منخفضًا جدًا للورش الصغيرة.
| طريقة تغيير الأداة | سرعة الإنتاج | متطلبات المشغل | تكلفة الماكينة |
|---|---|---|---|
| أوتوماتيكية (ATC) | سريعة جدًا ومستمرة | يمكنك تركها والابتعاد | عالية جدًا |
| يدوية بالمفتاح | بطيئة ومتقطعة | يجب الوقوف بجانب الآلة | منخفضة جداً |
أي ماكينة توفر دقة وقابلية تكرار أفضل للمكونات الدقيقة؟
يعد تلبية التفاوتات الأبعاد الصارمة أمرًا بالغ الأهمية في التصنيع الحديث. فغالبًا ما يؤدي استخدام آلات من الفئة القياسية للقطاعات شديدة التنظيم مثل الطيران إلى انحراف غير مقبول. لذا فإن مطابقة الدقة الهندسية للآلة وقابليتها للتكرار مع رسم الجزء المحدد يضمن الجودة والامتثال المتسقين.
توفر مراكز التشغيل الآلي دقة وقابلية تكرار فائقة لأجزاء الطيران أو الأجزاء الطبية عالية الدقة. بينما توفر آلات الثقب والتفريز CNC دقة من مستوى IT8، والتي تلبي تمامًا المتطلبات القياسية للآلات العامة وأعمال الإصلاح الأساسية.
يتطلب كل جزء معدني مستوى محددًا من الدقة. ويحافظ مركز التشغيل الآلي CNC على تفاوتات ضيقة للغاية طوال اليوم. حيث يضمن الإطار الثقيل، والبراغي الكروية المتطورة، ومحركات السيرفو المتقدمة قابلية تكرار مثالية. إذا كنت بحاجة إلى تصنيع ألف قطعة متطابقة لمحرك طائرة، فيجب عليك بالتأكيد شراء مركز تشغيل آلي.9.
توفر آلة الثقب والتفريز التي تعمل بالتحكم الرقمي (CNC) دقة كافية جداً للمهام اليومية. تحقق هذه الآلات بسهولة دقة من مستوى IT8.10. إنها تنتج تشطيبات سطحية ناعمة جداً على قطع الألمنيوم والفولاذ الطري. أرى العديد من الورش الصغيرة تستخدمها بنجاح لتصنيع أجزاء الأدوات الأساسية والأجهزة العامة.
هي ليست مصممة لدقة فائقة بمستوى معايير الفضاء. إنها تتعامل مع تصنيع الآلات العامة بشكل رائع. وتستخدمها ورش الإصلاح لإصلاح الأجزاء المكسورة بسرعة وبدقة. مستوى دقة IT8 يلبي تسعين بالمائة من الاحتياجات الميكانيكية الأساسية بشكل مثالي11 دون تكلفة باهظة.
| نوع الآلة | الدقة النموذجية | أفضل تطبيق |
|---|---|---|
| مركز التشغيل | عالية للغاية | قطع الطيران والطب |
| الثقب والتفريز | مستوى IT8 | الأجهزة العامة والإصلاحات |
| التكرار | مثالية لأكثر من 1000 قطعة | جيدة للدفعات الصغيرة |
| تشطيب السطح | ممكن الحصول على ملمس يشبه المرآة | ناعمة ونظيفة |
اختيار المعدات المناسبة يحدد مخرجات مصنعك وهوامش ربحك بالكامل. لا تشترِ مركز تشغيل باهظ الثمن لأعمال الإصلاح الأساسية، ولا تتوقع من آلة ثقب صغيرة تشغيل خطوط إنتاج ثقيلة.
الخاتمة
يوفر مركز التشغيل الآلي تغييرات أدوات مؤتمتة ودقة عالية للإنتاج الضخم. بينما توفر آلة الثقب والتفريز CNC تشغيلاً آلياً مرناً وفعالاً من حيث التكلفة، وهو مناسب تماماً لورش الإصلاح الصغيرة.
-
"Capital Expenditure for Equipment, IT and other Assets Resource", https://osc.colorado.gov/capital-expenditure-for-equipment-it-and-other-assets-resource. تدرك أطر عمل الميزانية الرأسمالية في اقتصاديات التصنيع أن الإفراط في مواصفات المعدات—أي اكتساب سعة أو قدرة تتجاوز المتطلبات التشغيلية—يؤدي إلى أصول غير مستغلة بالكامل، وتكاليف استهلاك مرتفعة، وانخفاض في العائد على رأس المال المستثمر. دور الدليل: دعم عام؛ نوع المصدر: تعليمي. يدعم: أن عدم التوافق بين قدرة المعدات ومتطلبات الإنتاج يؤدي إلى استخدام دون المستوى الأمثل لرأس المال في قرارات الاستثمار الصناعي. ملاحظة النطاق: هذا مبدأ مالي عام؛ وتعتمد الدرجة المحددة لعدم كفاءة رأس المال على معدلات الاستخدام وهياكل التمويل الخاصة بكل منشأة. ↩
-
"[PDF] MACHINING OPERATIONS AND MACHINE TOOLS", https://www.egr.msu.edu/~pkwon/me478/operations.pdf. صُممت آلات الثقب والتفريز المركبة لدمج عمليات إزالة المواد المتعددة—بما في ذلك الثقب، وتوسيع الثقوب، والتخويش، والممل، وتوليد القلاووظ، وتفريز الأسطح—ضمن هيكل آلة واحد، مما يقلل من مناولة قطعة العمل ووقت الإعداد للإنتاج على دفعات صغيرة. دور الدليل: تعريف؛ نوع المصدر: تعليمي. يدعم: أن آلات الثقب والتفريز المركبة قادرة على إجراء عمليات الثقب، وتوسيع الثقوب، والتخويش، والممل، وتوليد القلاووظ، والتفريز ضمن إعداد واحد. ملاحظة النطاق: يختلف النطاق التشغيلي المحدد حسب الطراز وتصنيف قدرة عمود الدوران؛ ولا تدعم جميع الآلات في هذه الفئة القائمة الكاملة المذكورة تحت جميع ظروف القطع. ↩
-
"[PDF] SERIES I MILLING MACHINES", https://me.berkeley.edu/wp-content/uploads/2020/09/Bridgeport-Vertical-Mill-Manual.pdf. تتضمن آلات الثقب والتفريز في التشكيل الرأسي الخفيف عادةً أنماط تحكم متعددة في التغذية—عجلة يدوية، تغذية أوتوماتيكية مبرمجة بنظام التحكم الرقمي بالحاسب (CNC)، وفي بعض الطرز، تغذية ميكانيكية بالطاقة لطاولة العمل—مما يوفر مرونة تشغيلية عبر أنواع المهام المختلفة. دور الدليل: دعم عام؛ نوع المصدر: تعليمي. يدعم: أن آلات الثقب والتفريز في هذه الفئة تتضمن عادةً أنماط تحكم متعددة في التغذية بما في ذلك العجلة اليدوية، والتحكم الرقمي الأوتوماتيكي، وخيارات التغذية الميكانيكية. ملاحظة النطاق: يختلف توفر نظام التغذية بشكل كبير حسب الشركة المصنعة والطراز؛ يعكس هذا التوصيف التكوينات الشائعة وليس معياراً عالمياً. ↩
-
"تحليل تخميد الاهتزاز للهياكل خفيفة الوزن في الآلات ..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. يُستخدم حديد الزهر على نطاق واسع في هياكل أدوات الماكينات نظراً لقدرته العالية على التخميد الداخلي، والتي تُعزى إلى مرحلة الجرافيت داخل بنيته المجهرية، حيث تشتت طاقة الاهتزاز بفعالية أكبر من هياكل الصلب الملحومة تحت أحمال القطع الديناميكية. دور الدليل: آلية؛ نوع المصدر: تعليمي. يدعم: أن خصائص مادة حديد الزهر، وخاصة بنيته المجهرية من الجرافيت، توفر تخميداً فائقاً للاهتزاز مقارنة بالصلب الملحوم في إطارات أدوات الماكينات. ملاحظة النطاق: يختلف أداء التخميد باختلاف درجة حديد الزهر وهندسة الماكينة؛ هذا ادعاء عام بخصائص المادة وليس قياساً مباشراً للأداء لأي ماكينة محددة. ↩
-
"تحليل تخميد الاهتزاز للهياكل خفيفة الوزن في الآلات ..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. تصميم موجهات أدوات الماكينات—بما في ذلك الموجهات الصندوقية والموجهات الخطية الدوارة—يؤثر بشكل مباشر على الصلابة الديناميكية وخصائص تخميد الاهتزاز؛ توفر الموجهات الصندوقية عادةً قدرة تخميد أعلى بينما توفر الموجهات الخطية احتكاكاً أقل وسرعات تنقل أسرع. دور الدليل: آلية؛ نوع المصدر: تعليمي. يدعم: أن الموجهات الصندوقية وقضبان التوجيه الخطية تختلف في قدرتها على امتصاص قوى القطع وتخميد الاهتزاز في هياكل أدوات الماكينات. ملاحظة النطاق: تعتمد مقارنات الأداء بين أنواع الموجهات على هندسة الماكينة وظروف القطع المحددة؛ قد لا تعكس المراجع العامة جميع التكوينات. ↩
-
"UMC-750 | 5-Axis Mill | 40-Taper | Vertical Mills – Haas CNC Machines", https://www.haascnc.com/machines/vertical-mills/universal-machine/models/umc-750.html. تُحدد مراكز التشغيل بنظام التحكم الرقمي (CNC) عادةً بقدرات تحميل لطاولة العمل، وتكوينات الفتحات على شكل حرف T، ومساحات سطح أكبر بكثير من تلك الخاصة بآلات الثقب والتفريز الخفيفة، مما يعكس غرض تصميمها لتثبيت قطع العمل الكبيرة أو الثقيلة. دور الدليل: دعم عام؛ نوع المصدر: مؤسسي. يدعم: أن مراكز التشغيل (CNC) صُممت بطاولات عمل أكبر وأعلى سعة لدعم تجهيزات تثبيت العمل الثقيلة وقطع العمل الكبيرة مقارنة بفئات الآلات الأخف. ملاحظة النطاق: تختلف مواصفات الطاولة بشكل كبير عبر فئات مراكز التشغيل (أفقية، رأسية، خماسية المحاور)؛ المقارنة صالحة كتمييز عام للفئة ولكنها لا تنطبق عالمياً على جميع الطرز. ↩
-
"The History of CNC Machining | Xometry", https://www.xometry.com/resources/machining/cnc-machining-history/. ظهر مركز التشغيل كفئة متميزة من أدوات الماكينات في أواخر الخمسينيات والستينيات من القرن العشرين، متطوراً من آلة التفريز من خلال دمج مغيرات الأدوات الأوتوماتيكية وأنظمة التحكم الرقمي، مع نسب النماذج الأولى إلى شركات مصنعة مثل كيرني وتريكر. دور الدليل: سياق تاريخي؛ نوع المصدر: موسوعة. يدعم: أن مركز التشغيل تطور من آلة التفريز من خلال إضافة أنظمة تغيير الأدوات والمنصات الأوتوماتيكية. ملاحظة النطاق: تختلف الروايات التاريخية لتطوير أدوات الماكينات حسب المصدر؛ وقد يختلف النسب المحدد الموصوف عبر مراجع تاريخ الهندسة. ↩
-
"مبدأ العمل وتطبيقات مغير الأدوات الآلي"،, https://cncwmt.com/qa/working-principle-and-applications-of-automatic-tool-changer-systems/. تتيح مغيرات الأدوات الأوتوماتيكية في مراكز التشغيل (CNC) اختيار الأدوات وتبادلها المتسلسل المبرمج أثناء إعداد قطعة عمل واحدة، مما يسمح لدورات التشغيل متعددة العمليات—بما في ذلك الثقب، وتوليد القلاووظ، والتفريز—بالمضي قدماً دون تدخل المشغل بين العمليات. دور الدليل: آلية؛ نوع المصدر: بحثي. يدعم: أن مغيرات الأدوات الأوتوماتيكية تتيح التشغيل المتسلسل متعدد العمليات دون تدخل المشغل، مما يدعم الإنتاج غير المراقب. ملاحظة النطاق: يعتمد التشغيل غير المراقب بالكامل أيضاً على أتمتة تثبيت العمل، وإدارة الرايش، وأنظمة تحميل الأجزاء التي لا يعالجها مغير الأدوات (ATC) وحده. ↩
-
"Impact of Advanced CNC Machining in Aerospace Manufacturing", https://www.phillipscorp.com/india/advanced-cnc-machining-in-aerospace-manufacturing/. تفرض معايير تصنيع الطيران، بما في ذلك تلك التي تحكمها AS9100 والمواصفات ذات الصلة، متطلبات صارمة على التفاوتات الأبعاد وقابلية التتبع للمكونات المشغلة، مما يستلزم معدات قادرة على التكرارية المتسقة والقابلة للتحقق عبر دورات الإنتاج. دور الدليل: إجماع الخبراء؛ نوع المصدر: مؤسسي. يدعم: أن تصنيع مكونات الطيران يفرض تفاوتات أبعاد ضيقة تتطلب معدات (CNC) عالية الدقة وقابلة للتكرار. ملاحظة النطاق: ادعاء المقال توضيحي وليس بياناً تنظيمياً مباشراً؛ تختلف متطلبات التفاوت المحددة حسب تصنيف الجزء والرسم الهندسي المطبق. ↩
-
"IT Grade – Wikipedia", https://en.wikipedia.org/wiki/IT_Grade. بموجب ISO 286-1، تعين IT8 درجة تفاوت دولية محددة تحدد التباين الأبعادي المسموح به لحجم اسمي معين؛ ترتبط هذه الدرجة عادةً بالملاءمات المشغلة للأغراض العامة والمكونات الميكانيكية القياسية. دور الدليل: تعريف؛ نوع المصدر: مؤسسي. يدعم: معنى ونطاق الأبعاد لـ IT8 كدرجة تفاوت دولية (ISO) قابلة للتطبيق على المكونات المشغلة. ملاحظة النطاق: الادعاء بأن فئة ماكينة محددة تحقق IT8 باستمرار هو تأكيد للأداء سيتطلب مواصفات الشركة المصنعة أو بيانات اختبار مستقلة للتأكيد بشكل مباشر. ↩
-
"Engineering tolerance", https://en.wikipedia.org/wiki/Engineering_tolerance. تُحدد درجات التفاوت في ISO 286 من IT7 إلى IT11 عادةً للملاءمات الميكانيكية للأغراض العامة، بما في ذلك ملاءمات الخلوص والانتقال المستخدمة في التجميعات القياسية؛ ويُطبق IT8 على وجه الخصوص بشكل متكرر على ملاءمات الأعمدة والثقوب في الآلات العامة غير الدقيقة. دور الدليل: إحصائي؛ نوع المصدر: مؤسسي. يدعم: أن IT8 ودرجات التفاوت المجاورة تغطي غالبية متطلبات الهندسة الميكانيكية العامة للملاءمة والتجميع. ملاحظة النطاق: الادعاء المحدد بأن IT8 يلبي ‘تسعين بالمائة’ من الاحتياجات الميكانيكية غير مدعوم مباشرة بوثائق معايير ISO ويبدو تقريبياً؛ لم يتم تحديد تفصيل إحصائي موثوق لاستخدام درجة التفاوت حسب تكرار التطبيق. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.