

Was sind die Unterschiede zwischen einem CNC-Bearbeitungszentrum und einer CNC-Bohr- und Fräsmaschine?
Die Kapitalallokation in eine neue Bearbeitungsanlage erfordert eine präzise Auswahl der Ausrüstung. Die Entscheidung zwischen einem CNC-Bearbeitungszentrum und einer CNC-Bohr-Fräsmaschine hängt davon ab, die Maschinenkapazitäten mit Ihrem spezifischen Produktionsvolumen in Einklang zu bringen. Ein klares Verständnis ihrer funktionalen Unterschiede stellt eine optimale Kapitalrendite sicher.
Ein CNC-Bearbeitungszentrum verfügt über einen automatischen Werkzeugwechsler für eine kontinuierliche, automatisierte Produktion. Einer CNC-Bohr-Fräsmaschine fehlt ein Werkzeugmagazin, was manuelle Werkzeugwechsel erfordert. Bearbeitungszentren sind deutlich teurer, bieten aber eine höhere Effizienz, während Bohr-Fräsmaschinen kostengünstige Flexibilität für kleine Werkstätten bieten.
Eine Überdimensionierung der Ausrüstung für grundlegende Wartungsaufgaben kann Kapital unnötig binden1, während eine Unterdimensionierung für Produktionsumgebungen das Wachstum einschränkt. Die folgende technische Aufschlüsselung erläutert die strukturellen und betrieblichen Unterschiede zwischen diesen beiden Maschinentypen und bietet einen klaren Rahmen für die Auswahl der für den Betrieb Ihrer Werkstatt erforderlichen Konfiguration.
Was ist eine CNC-Bohr-Fräsmaschine?
Einrichtungen mit begrenzter Stellfläche oder kleineren Produktionsserien benötigen oft vielseitige Ausrüstung. Anstatt separate dedizierte Bohrer und Fräser zu betreiben, konsolidiert eine Kombinationsmaschine diese Vorgänge und optimiert sowohl das Fabriklayout als auch die anfänglichen Investitionsausgaben.
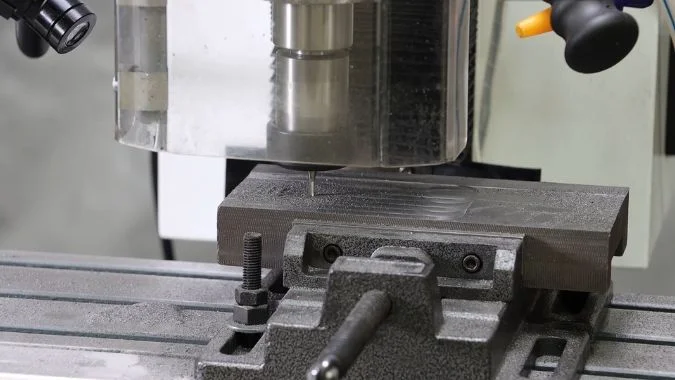
Eine CNC-Bohr-Fräsmaschine ist ein vielseitiges, kompaktes Werkzeug, das Bohren, Gewindeschneiden und leichtes Fräsen durchführt. Sie bietet eine Allround-Lösung für kleine Chargen, Wartungswerkstätten und Werkzeugbau, die kostengünstige Metallbearbeitung benötigen.

Eine CNC-Bohr-Fräsmaschine kombiniert mehrere Funktionen in einem soliden Rahmen. Sie können Bohren, Reiben, Senken, Aufbohren und Gewindeschneiden auf genau demselben Tisch durchführen2. Sie können auch Planfräsen, Schrägfräsen und Nuten durchführen, ohne das Rohwerkstück auf eine andere Maschine bewegen zu müssen.
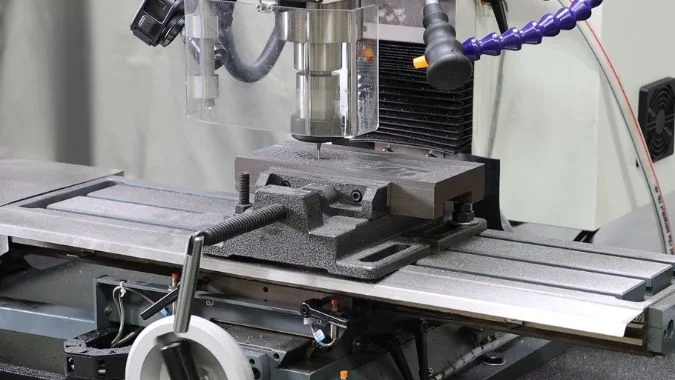
Die Bedienung bleibt sehr flexibel und für neue Maschinisten schnell zu erlernen. Die meisten Modelle unterstützen sowohl manuellen Handradvorschub als auch automatischen Computervorschub. Einige Maschinen beinhalten sogar mechanische Kraftvorschübe, um den Arbeitstisch automatisch zu bewegen3. Diese Funktion reduziert den körperlichen Arbeitsaufwand bei langen Schnitten erheblich.
Diese Maschine nimmt nur sehr wenig Fabrikfläche in Anspruch. Die Tisch- oder kleine vertikale Struktur passt problemlos in enge Garagen oder überfüllte Reparaturwerkstätten. Die Anfangsinvestition liegt deutlich unter der von großen Industrieanlagen. Startups können diese Maschine kaufen, um sofort Geld zu verdienen, ohne einen riesigen Bankkredit aufnehmen zu müssen.
Was sind die strukturellen Unterschiede zwischen einem CNC-Bearbeitungszentrum und einer CNC-Bohr-Fräsmaschine?
Die Maschinensteifigkeit bestimmt direkt die zulässige Schnitttiefe und die Materialkompatibilität. Der Einsatz von leichtgewichtiger Ausrüstung für kontinuierliche schwere Stahlentfernung führt zu übermäßigem Rattern und vorzeitigem Verschleiß. Die Bewertung des strukturellen Gusses jedes Maschinentyps stellt sicher, dass er Ihre spezifischen Schnittkräfte sicher bewältigen kann.
Bearbeitungszentren verfügen über schwere, starre Gusseisenrahmen, die für schwere kontinuierliche Metallentfernung ausgelegt sind. CNC-Bohr-Fräsmaschinen verwenden eine leichtere, kompakte vertikale Struktur, die eher für grundlegende Bearbeitungsaufgaben als für aggressives Produktionsschneiden ausgelegt ist.
Die physische Bauweise dieser Maschinen bestimmt genau, welche Materialien sie sicher schneiden können. Ein Standard-CNC-Bearbeitungszentrum verwendet ein massives Gusseisenbett. Diese schwere Basis absorbiert heftige Vibrationen während des aggressiven Stahlschneidens.4. Bearbeitungszentren verwenden häufig schwere Flachführungen oder dicke Linearführungen, um hohe Zerspanungskräfte aufzunehmen5.
Eine CNC-Bohr- und Fräsmaschine weist eine wesentlich leichtere Bauweise auf. Ständer und Basis wiegen deutlich weniger. Diese leichtere Struktur bewältigt Schnitte in Aluminium, Messing und leichtem Stahl problemlos. Sie ist jedoch nicht in der Lage, die starken Stöße bei der Bearbeitung von gehärtetem Werkzeugstahl über den ganzen Tag hinweg zu absorbieren.
Auch die Konstruktion des Arbeitstisches unterscheidet sich bei beiden Maschinentypen erheblich. Bearbeitungszentren verfügen über große Tische, die schwere Schraubstöcke und massive Metallblöcke sicher aufnehmen6. Bohr- und Fräsmaschinen sind mit kleineren Tischen ausgestattet, die für die Einspanntechnik von Einzelteilen geeignet sind. Sie müssen die Maschinenstruktur auf Ihre tatsächliche tägliche Arbeitslast abstimmen, um Schäden am Maschinenrahmen zu vermeiden.
| Strukturelement | Bearbeitungszentrum | Bohr- und Fräsmaschine |
|---|---|---|
| Grundrahmen | Massiver Guss | Leichter Kompaktrahmen |
| Führungsschienen | Schwere Flachführung oder dicke Linearführung | Standard-Linear- oder Schwalbenschwanzführung |
| Arbeitstischgröße | Groß und hochbelastbar | Klein und flexibel |
| Vibrationskontrolle | Hervorragend für schwere Schnitte | Gut für leichte Schnitte |
Warum ist der automatische Werkzeugwechsler (ATC) der entscheidende Unterschied zwischen diesen beiden Maschinen?
Häufige manuelle Werkzeugwechsel begrenzen naturgemäß die Maschinenverfügbarkeit und verlängern die Gesamtzykluszeiten. Bei der Serienfertigung reduzieren diese Unterbrechungen die betriebliche Effizienz. Die Implementierung eines Systems mit automatischem Werkzeugwechsler (ATC) beseitigt diesen Engpass und ermöglicht eine kontinuierliche, mannlose Bearbeitung.
Der automatische Werkzeugwechsler definiert ein Bearbeitungszentrum. Ein ATC hält mehrere Werkzeuge bereit und wechselt diese während des Programms automatisch. Einer CNC-Bohr- und Fräsmaschine fehlt ein ATC, was bedeutet, dass Bediener jedes Werkzeug manuell wechseln müssen.

Ich sage all meinen Kunden, dass das Werkzeugmagazin den gesamten Fertigungsprozess grundlegend verändert. Ein CNC-Bearbeitungszentrum ist lediglich eine aufgerüstete Version einer CNC-Fräsmaschine.7. Der Hauptunterschied liegt immer im automatischen Werkzeugmagazin.
Ein Bearbeitungszentrum erreicht echte Automatisierung. Sie spannen das Rohmaterial einmal ein, und die Maschine erledigt alles Weitere. Der ATC nimmt einen Bohrer, bohrt ein Loch, legt den Bohrer ab, greift einen Gewindebohrer und schneidet das Gewinde. Die Maschine läuft kontinuierlich ohne menschliche Hilfe.8. Diese hohe Effizienz rechtfertigt für große Fabriken problemlos den hohen Preis.
Eine CNC-Bohr- und Fräsmaschine erfordert ständigen manuellen Eingriff. Wenn der Bohrer seine Arbeit beendet hat, stoppt die Maschine vollständig. Der Bediener muss die Spannzange lösen, den Bohrer herausnehmen, den Gewindebohrer einsetzen, die Spannzange festziehen und die Maschine neu starten. Dieser manuelle Prozess kostet Zeit, hält aber den Maschinenpreis für kleine Werkstätten sehr niedrig.
| Werkzeugwechselmethode | Produktionsgeschwindigkeit | Bedieneranforderung | Kosten der Maschine |
|---|---|---|---|
| Automatisch (ATC) | Sehr schnell und kontinuierlich | Kann sich entfernen | Sehr hoch |
| Manueller Schraubenschlüssel | Langsam und unterbrochen | Muss an der Maschine stehen | Sehr niedrig |
Welche Maschine bietet eine bessere Genauigkeit und Wiederholgenauigkeit für Präzisionsbauteile?
Das Einhalten strenger Maßtoleranzen ist in der modernen Fertigung entscheidend. Der Einsatz von Standardmaschinen für hochregulierte Sektoren wie die Luft- und Raumfahrt führt oft zu inakzeptablen Abweichungen. Die genaue Abstimmung der geometrischen Genauigkeit und Wiederholgenauigkeit der Maschine auf die spezifische Teilezeichnung stellt gleichbleibende Qualität und Konformität sicher.
Bearbeitungszentren bieten überlegene Genauigkeit und Wiederholgenauigkeit für hochpräzise Luftfahrt- oder Medizinteile. CNC-Bohr- und Fräsmaschinen bieten eine Genauigkeit auf IT8-Niveau, was den Standardanforderungen für den allgemeinen Maschinenbau und grundlegende Reparaturarbeiten perfekt entspricht.
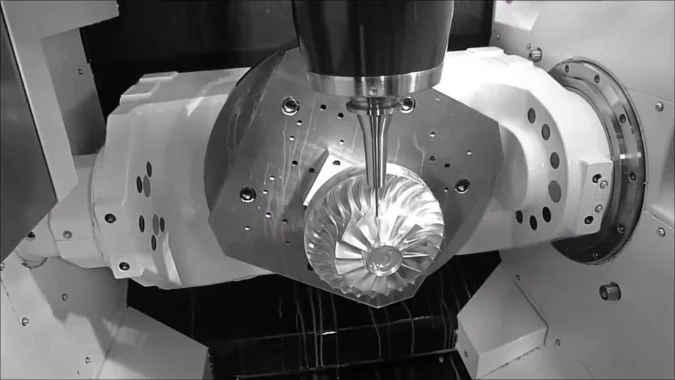
Jedes Metallteil erfordert ein spezifisches Maß an Präzision. Ein CNC-Bearbeitungszentrum hält den ganzen Tag über extrem enge Toleranzen ein. Der schwere Rahmen, hochwertige Kugelgewindetriebe und fortschrittliche Servomotoren gewährleisten eine perfekte Wiederholgenauigkeit. Wenn Sie tausend identische Teile für einen Flugzeugmotor herstellen müssen, kommen Sie um die Anschaffung eines Bearbeitungszentrums nicht herum.9.
Eine CNC-Bohr- und Fräsmaschine bietet eine für den täglichen Gebrauch vollkommen ausreichende Genauigkeit. Diese Maschinen erreichen problemlos eine Genauigkeit der Stufe IT8.10. Sie erzeugen sehr glatte Oberflächen bei Aluminium- und Baustahlteilen. Ich sehe viele kleine Werkstätten, die sie erfolgreich für die Herstellung grundlegender Instrumententeile und allgemeiner Hardware einsetzen.
Sie sind nicht für extreme Präzision auf Luft- und Raumfahrtniveau ausgelegt. Sie eignen sich hervorragend für den allgemeinen Maschinenbau. Reparaturwerkstätten nutzen sie, um defekte Teile schnell und präzise instand zu setzen. Das Präzisionsniveau IT8 deckt neunzig Prozent der grundlegenden mechanischen Anforderungen perfekt ab,11 ohne ein Vermögen zu kosten.
| Maschinentyp | Typische Genauigkeit | Beste Anwendung |
|---|---|---|
| Bearbeitungszentrum | Extrem hoch | Luft- und Raumfahrt- sowie Medizinteile |
| Bohren & Fräsen | IT8-Niveau | Allgemeine Hardware und Reparaturen |
| Reproduzierbarkeit | Perfekt für über 1000 Teile | Gut für kleine Chargen |
| Oberfläche | Spiegelglatte Oberflächen möglich | Glatt und sauber |
Die Wahl der richtigen Ausrüstung bestimmt maßgeblich Ihren Produktionsausstoß und Ihre Gewinnspanne. Kaufen Sie kein teures Bearbeitungszentrum für grundlegende Reparaturarbeiten und erwarten Sie nicht, dass eine kleine Bohrmaschine schwere Produktionslinien bedienen kann.
Schlussfolgerung
Ein Bearbeitungszentrum bietet automatische Werkzeugwechsel und hohe Präzision für die Massenproduktion. Eine CNC-Bohr- und Fräsmaschine ermöglicht eine flexible, kosteneffiziente manuelle Bearbeitung, die sich perfekt für kleine Reparaturwerkstätten eignet.
-
"Investitionsausgaben für Ausrüstung, IT und andere Vermögenswerte", https://osc.colorado.gov/capital-expenditure-for-equipment-it-and-other-assets-resource. Rahmenbedingungen für die Investitionsplanung in der Fertigungswirtschaft erkennen an, dass eine Überdimensionierung von Anlagen – also der Erwerb von Kapazitäten oder Fähigkeiten, die über die operativen Anforderungen hinausgehen – zu einer Unterauslastung von Vermögenswerten, erhöhten Abschreibungskosten und einer verringerten Kapitalrendite führt. Belegfunktion: allgemeine Unterstützung; Quellentyp: Bildung. Unterstützt: Dass die Diskrepanz zwischen Anlagenkapazität und Produktionsanforderungen zu einer suboptimalen Kapitalnutzung bei Investitionsentscheidungen in der Fertigung führt. Anmerkung: Dies ist ein allgemeines Finanzprinzip; das spezifische Ausmaß der Kapitaleffizienz hängt von einrichtungsspezifischen Auslastungsraten und Finanzierungsstrukturen ab. ↩
-
"[PDF] ZERSPANUNGSTECHNIK UND WERKZEUGMASCHINEN", https://www.egr.msu.edu/~pkwon/me478/operations.pdf. Kombinierte Bohr- und Fräsmaschinen sind darauf ausgelegt, mehrere spanabhebende Bearbeitungsvorgänge – einschließlich Bohren, Reiben, Ansenken, Aufbohren, Gewindeschneiden und Planfräsen – in einem einzigen Maschinengestell zu vereinen, wodurch das Werkstückhandling und die Rüstzeit für die Kleinserienfertigung reduziert werden. Belegfunktion: Definition; Quellentyp: Bildung. Unterstützt: Dass kombinierte Bohr- und Fräsmaschinen in der Lage sind, Bohr-, Reib-, Senk-, Aufbohr-, Gewindeschneid- und Fräsvorgänge in einer einzigen Aufspannung durchzuführen. Anmerkung: Der spezifische Einsatzbereich variiert je nach Modell und Spindelleistung; nicht alle Maschinen dieser Kategorie unterstützen die vollständige aufgeführte Liste unter allen Schnittbedingungen. ↩
-
"[PDF] SERIE I FRÄSMASCHINEN", https://me.berkeley.edu/wp-content/uploads/2020/09/Bridgeport-Vertical-Mill-Manual.pdf. Bohr- und Fräsmaschinen in der leichten vertikalen Konfiguration beinhalten üblicherweise mehrere Vorschubsteuerungsmodi – manuelles Handrad, CNC-programmierter automatischer Vorschub und bei einigen Modellen mechanischer Vorschub für den Arbeitstisch –, die eine betriebliche Flexibilität bei unterschiedlichen Aufgabentypen bieten. Belegfunktion: allgemeine Unterstützung; Quellentyp: Bildung. Unterstützt: Dass Bohr- und Fräsmaschinen dieser Kategorie üblicherweise mehrere Vorschubsteuerungsmodi beinhalten, einschließlich manuellem Handrad, CNC-Automatik und mechanischen Vorschuboptionen. Anmerkung: Die Verfügbarkeit von Vorschubsystemen variiert erheblich je nach Hersteller und Modell; diese Charakterisierung spiegelt gängige Konfigurationen wider und keinen universellen Standard. ↩
-
"Vibrationsdämpfungsanalyse von Leichtbaustrukturen in Maschinen …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. Gusseisen wird aufgrund seiner hohen Eigendämpfung, die auf die Graphitphase in seinem Mikrogefüge zurückzuführen ist, häufig für Werkzeugmaschinenstrukturen verwendet, da es Vibrationsenergie unter dynamischen Schnittlasten effektiver ableitet als geschweißte Stahlkonstruktionen. Belegfunktion: Mechanismus; Quellentyp: Bildung. Unterstützt: Dass die Materialeigenschaften von Gusseisen, insbesondere sein Graphitgefüge, im Vergleich zu geschweißtem Stahl eine überlegene Vibrationsdämpfung in Werkzeugmaschinengestellen bieten. Anmerkung: Die Dämpfungsleistung variiert mit der Gusseisenqualität und der Maschinengeometrie; dies ist eine allgemeine Aussage zu Materialeigenschaften und keine direkte Leistungsmessung für eine spezifische Maschine. ↩
-
"Vibrationsdämpfungsanalyse von Leichtbaustrukturen in Maschinen …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. Das Design von Werkzeugmaschinenführungen – einschließlich Kastenführungen und Linearwälzführungen – beeinflusst direkt die dynamische Steifigkeit und die Vibrationsdämpfungseigenschaften; Kastenführungen bieten im Allgemeinen eine höhere Dämpfungskapazität, während Linearführungen eine geringere Reibung und schnellere Verfahrgeschwindigkeiten ermöglichen. Belegfunktion: Mechanismus; Quellentyp: Bildung. Unterstützt: Dass sich Kastenführungen und Linearführungsschienen in ihrer Fähigkeit unterscheiden, Schnittkräfte zu absorbieren und Vibrationen in Werkzeugmaschinenstrukturen zu dämpfen. Anmerkung: Leistungsvergleiche zwischen Führungstypen hängen von der spezifischen Maschinengeometrie und den Schnittbedingungen ab; allgemeine Verweise spiegeln möglicherweise nicht alle Konfigurationen wider. ↩
-
"UMC-750 | 5-Achs-Fräsmaschine | 40-Aufnahme | Vertikalfräsmaschinen – Haas CNC-Maschinen", https://www.haascnc.com/machines/vertical-mills/universal-machine/models/umc-750.html. CNC-Bearbeitungszentren werden typischerweise mit Arbeitstisch-Belastungsgrenzen, T-Nut-Konfigurationen und Oberflächenbereichen spezifiziert, die wesentlich größer sind als die von leichten Bohr- und Fräsmaschinen, was ihre Zweckbestimmung für die Produktionsaufnahme großer oder schwerer Werkstücke widerspiegelt. Belegfunktion: allgemeine Unterstützung; Quellentyp: Institution. Unterstützt: Dass CNC-Bearbeitungszentren mit größeren, leistungsfähigeren Arbeitstischen konstruiert sind, um schwere Spannvorrichtungen und große Werkstücke im Vergleich zu leichteren Maschinenkategorien aufzunehmen. Anmerkung: Die Tabellenspezifikationen variieren stark über die Klassen von Bearbeitungszentren (horizontal, vertikal, 5-achsig); der Vergleich ist als allgemeine Kategorienunterscheidung gültig, jedoch nicht universell auf alle Modelle anwendbar. ↩
-
"Die Geschichte der CNC-Bearbeitung | Xometry", https://www.xometry.com/resources/machining/cnc-machining-history/. Das Bearbeitungszentrum entwickelte sich in den späten 1950er und 1960er Jahren als eigenständige Werkzeugmaschinenkategorie aus der Fräsmaschine durch die Integration von automatischen Werkzeugwechslern und numerischen Steuerungssystemen, wobei frühe Beispiele Herstellern wie Kearney & Trecker zugeschrieben werden. Belegfunktion: historischer Kontext; Quellentyp: Enzyklopädie. Unterstützt: Dass sich das Bearbeitungszentrum aus der Fräsmaschine durch das Hinzufügen von automatischen Werkzeugwechsel- und Palettensystemen entwickelte. Anmerkung: Historische Berichte über die Entwicklung von Werkzeugmaschinen variieren je nach Quelle; die beschriebene spezifische Abstammung kann in ingenieurwissenschaftlichen Geschichtsreferenzen unterschiedlich sein. ↩
-
"Funktionsprinzip und Anwendungen von automatischen Werkzeugwechslern", https://cncwmt.com/qa/working-principle-and-applications-of-automatic-tool-changer-systems/. Automatische Werkzeugwechsler in CNC-Bearbeitungszentren ermöglichen eine programmierte sequentielle Werkzeugauswahl und -austausch während einer einzigen Werkstückaufspannung, was Bearbeitungszyklen mit mehreren Operationen – einschließlich Bohren, Gewindeschneiden und Fräsen – ermöglicht, ohne dass zwischen den Arbeitsgängen ein Bedienereingriff erforderlich ist. Belegfunktion: Mechanismus; Quellentyp: Forschung. Unterstützt: Dass automatische Werkzeugwechsler sequentielle Bearbeitungen mit mehreren Operationen ohne Bedienereingriff ermöglichen, was eine unbeaufsichtigte oder „Lights-out“-Produktion unterstützt. Anmerkung: Der vollständig unbeaufsichtigte Betrieb hängt auch von der Automatisierung der Werkstückspannung, dem Spänemanagement und den Teileladesystemen ab, die nicht allein durch den ATC abgedeckt werden. ↩
-
"Auswirkung der fortschrittlichen CNC-Bearbeitung in der Luft- und Raumfahrtfertigung", https://www.phillipscorp.com/india/advanced-cnc-machining-in-aerospace-manufacturing/. Die Fertigungsstandards in der Luft- und Raumfahrt, einschließlich der durch AS9100 und verwandte Spezifikationen geregelten, legen strenge Anforderungen an Maßtoleranzen und Rückverfolgbarkeit für bearbeitete Komponenten fest, was Ausrüstungen erfordert, die eine konsistente, überprüfbare Wiederholgenauigkeit über Produktionschargen hinweg gewährleisten. Belegfunktion: Expertenkonsens; Quellentyp: Institution. Unterstützt: Dass die Fertigung von Komponenten für die Luft- und Raumfahrt enge Maßtoleranzen erfordert, die hochpräzise, wiederholbare CNC-Ausrüstung voraussetzen. Anmerkung: Die Aussage des Artikels ist eher illustrativ als eine direkte regulatorische Anweisung; spezifische Toleranzanforderungen variieren je nach Teileklassifizierung und geltender technischer Zeichnung. ↩
-
"IT-Klasse – Wikipedia", https://en.wikipedia.org/wiki/IT_Grade. Nach ISO 286-1 bezeichnet IT8 eine spezifische internationale Toleranzklasse, die die zulässige Maßabweichung für ein gegebenes Nennmaß definiert; diese Klasse wird häufig mit allgemein bearbeiteten Passungen und mechanischen Standardkomponenten assoziiert. Belegfunktion: Definition; Quellentyp: Institution. Unterstützt: Die Bedeutung und den maßlichen Geltungsbereich von IT8 als ISO-Toleranzklasse, die auf bearbeitete Komponenten anwendbar ist. Anmerkung: Die Behauptung, dass eine bestimmte Maschinenklasse konsistent IT8 erreicht, ist eine Leistungsbehauptung, die Herstellerangaben oder unabhängige Testdaten zur direkten Bestätigung erfordern würde. ↩
-
"Technische Toleranz", https://en.wikipedia.org/wiki/Engineering_tolerance. ISO 286-Toleranzklassen IT7 bis IT11 werden üblicherweise für allgemeine mechanische Passungen spezifiziert, einschließlich Spiel- und Übergangspassungen, die in Standardbaugruppen verwendet werden; IT8 wird insbesondere häufig für Wellen- und Bohrungspassungen in nicht präzisionsgebundenen allgemeinen Maschinen angewendet. Belegfunktion: Statistik; Quellentyp: Institution. Unterstützt: Dass IT8 und angrenzende Toleranzklassen die Mehrheit der allgemeinen Anforderungen an mechanische Passungen und Baugruppen abdecken. Anmerkung: Die spezifische Behauptung, dass IT8 ‘neunzig Prozent’ der mechanischen Anforderungen erfüllt, wird durch die ISO-Normdokumentation nicht direkt gestützt und scheint eine Annäherung zu sein; es wurde keine maßgebliche statistische Aufschlüsselung der Nutzung von Toleranzklassen nach Anwendungshäufigkeit identifiziert. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.