

Wat zijn de verschillen tussen een CNC-bewerkingscentrum en een CNC-boor- en freesmachine?
Kapitaalallocatie in een nieuwe verspaningsfaciliteit vereist een nauwkeurige selectie van apparatuur. De keuze tussen een CNC-bewerkingscentrum en een CNC-boor-freesmachine hangt af van het afstemmen van de machinecapaciteiten op uw specifieke productievolume. Een duidelijk begrip van hun functionele verschillen zorgt voor een optimaal rendement op uw investering.
Een CNC-bewerkingscentrum beschikt over een automatische gereedschapswisselaar voor continue, geautomatiseerde productie. Een CNC-boor-freesmachine mist een gereedschapsmagazijn, waardoor handmatige gereedschapswisselingen nodig zijn. Bewerkingscentra zijn veel duurder maar bieden een hogere efficiëntie, terwijl boor-freesmachines kosteneffectieve flexibiliteit bieden voor kleine werkplaatsen.
Het over-specificeren van apparatuur voor basisonderhoudstaken kan kapitaal onnodig vastleggen1, terwijl onder-specificatie voor productieomgevingen de groei beperkt. De volgende technische uiteenzetting beschrijft de structurele en operationele verschillen tussen deze twee machinetypes en biedt een duidelijk kader voor het selecteren van de exacte configuratie die nodig is voor de werkzaamheden in uw werkplaats.
Wat is een CNC-boor-freesmachine?
Faciliteiten met beperkte vloeroppervlakte of kleinere productieruns vereisen vaak veelzijdige apparatuur. In plaats van aparte speciale boor- en freesmachines te bedienen, consolideert een combinatiemachine deze handelingen, waardoor zowel de fabrieksindeling als de initiële kapitaalinvesteringen worden geoptimaliseerd.
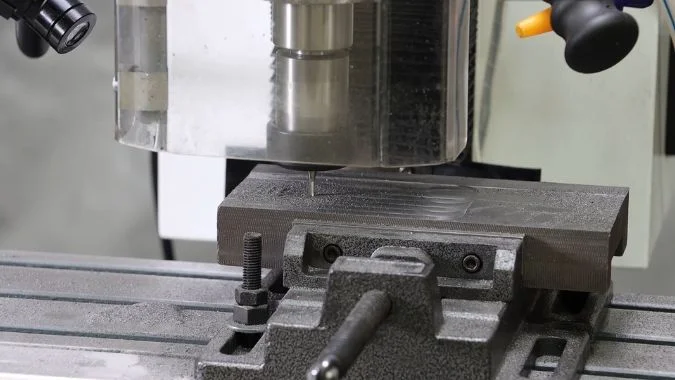
Een CNC-boor-freesmachine is een veelzijdig, compact gereedschap dat boren, tappen en licht frezen uitvoert. Het biedt een alles-in-één oplossing voor kleine series, onderhoudswerkplaatsen en gereedschapsmakerijen die behoefte hebben aan kosteneffectieve metaalbewerking.

Een CNC-boor-freesmachine combineert verschillende functies in één solide frame. U kunt boren, ruimen, verzinken, kotteren en tappen op precies dezelfde tafel2. U kunt ook vlakfrezen, schuinfrezen en groeffrezen zonder het ruwe werkstuk naar een andere machine te verplaatsen.
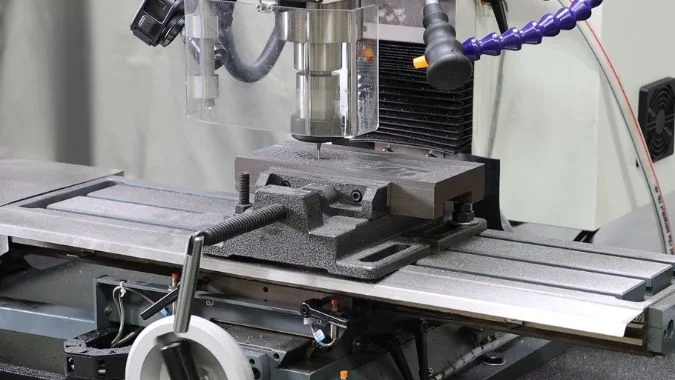
De bediening blijft zeer flexibel en is snel aan te leren voor nieuwe verspaners. De meeste modellen ondersteunen zowel handmatige handwielvoeding als automatische computervoeding. Sommige machines bevatten zelfs mechanische krachtvoedingen om de werktafel automatisch te verplaatsen3. Deze functie vermindert fysieke arbeid aanzienlijk tijdens lange sneden.
Deze machine neemt zeer weinig vloeroppervlak in beslag in de fabriek. De tafelmodel- of kleine verticale structuur past gemakkelijk in krappe garage-ruimtes of overvolle reparatiewerkplaatsen. De initiële investering ligt veel lager dan bij grote industriële apparatuur. Startups kunnen deze machine kopen om direct geld te verdienen zonder een enorme banklening af te sluiten.
Wat zijn de structurele verschillen tussen een CNC-bewerkingscentrum en een CNC-boor-freesmachine?
De stijfheid van de machine bepaalt direct de toegestane snijdiepte en materiaalcompatibiliteit. Het inzetten van lichtgewicht apparatuur voor continu zwaar staalverwijderingswerk leidt tot overmatige trillingen en voortijdige slijtage. Het evalueren van het structurele gietwerk van elk machinetype zorgt ervoor dat het veilig de specifieke snijkrachten kan verwerken.
Bewerkingscentra beschikken over zware, stijve gietijzeren frames die zijn ontworpen voor zware, continue metaalverwijdering. CNC-boor-freesmachines gebruiken een lichtere, compacte verticale structuur die is ontworpen voor basistaken in plaats van agressieve productie-snijwerkzaamheden.
De fysieke constructie van deze machines bepaalt precies welke materialen ze veilig kunnen snijden. Een standaard CNC-bewerkingscentrum gebruikt een massief gietijzeren bed. Deze zware basis absorbeert hevige trillingen tijdens agressief staalsnijden.4. Bewerkingscentra gebruiken vaak zware blokgeleidingen of dikke lineaire geleiderails om zware snijkrachten op te vangen5.
Een CNC-boor- en freesmachine gebruikt een veel lichtere structurele constructie. De kolom en basis wegen aanzienlijk minder. Deze lichtere structuur verwerkt sneden in aluminium, messing en licht staal uitstekend. Hij kan echter niet de zware schokken opvangen die gepaard gaan met het de hele dag verspanen van gehard gereedschapsstaal.
Het ontwerp van de werktafel verschilt ook aanzienlijk tussen de twee machines. Bewerkingscentra zijn voorzien van grote tafels die zware bankschroeven en enorme metalen blokken veilig vasthouden6. Boor- en freesmachines zijn voorzien van kleinere tafels die geschikt zijn voor het opspannen van enkelvoudige werkstukken. U moet de machinestructuur afstemmen op uw daadwerkelijke dagelijkse werklast om te voorkomen dat het machineframe breekt.
| Structureel element | Bewerkingscentrum | Boor- en freesmachine |
|---|---|---|
| Basisframe | Massief gietijzer | Lichtgewicht compact frame |
| Geleiderails | Zware blok- of dikke lineaire geleiding | Standaard lineaire of zwaluwstaartgeleiding |
| Grootte werktafel | Groot en robuust | Klein en flexibel |
| Trillingsbeheersing | Uitstekend voor zware sneden | Goed voor lichte sneden |
Waarom is de automatische gereedschapswisselaar (ATC) het bepalende verschil tussen deze twee machines?
Frequente handmatige gereedschapswissels beperken inherent de beschikbaarheid van de machine en verlengen de totale cyclustijden. Bij massaproductie verminderen deze onderbrekingen de operationele efficiëntie. Het implementeren van een systeem met een automatische gereedschapswisselaar (ATC) elimineert dit knelpunt, waardoor continu, onbemand verspanen mogelijk wordt.
De automatische gereedschapswisselaar definieert een bewerkingscentrum. Een ATC bevat meerdere gereedschappen en wisselt deze automatisch tijdens het programma. Een CNC-boor- en freesmachine beschikt niet over een ATC, wat betekent dat operators elk gereedschap handmatig moeten wisselen.

Ik vertel al mijn klanten dat het gereedschapsmagazijn het gehele productieproces volledig verandert. Een CNC-bewerkingscentrum is simpelweg een verbeterde versie van een CNC-freesmachine.7. Het belangrijkste verschil komt altijd neer op het automatische gereedschapsmagazijn.
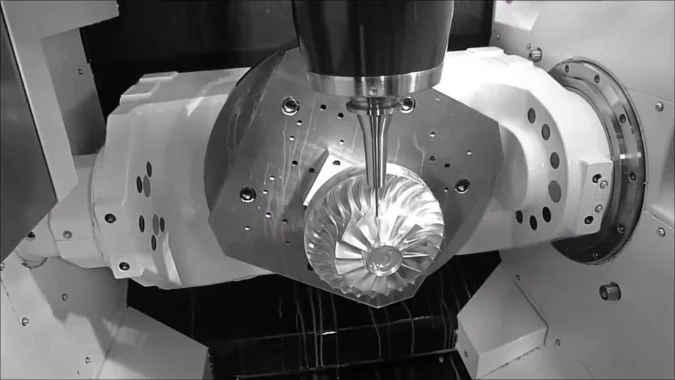
Een bewerkingscentrum bereikt echte automatisering. U klemt het ruwe materiaal één keer vast en de machine doet de rest. De ATC pakt een boor, boort een gat, legt de boor terug, pakt een tap en snijdt de schroefdraad. De machine draait continu zonder menselijke hulp.8. Deze hoge efficiëntie rechtvaardigt gemakkelijk het hoge prijskaartje voor grote fabrieken.
Een CNC-boor- en freesmachine vereist constante handmatige tussenkomst. Wanneer de boor klaar is met zijn taak, stopt de machine volledig. De operator moet de spantang losdraaien, de boor eruit halen, de tap plaatsen, de spantang vastdraaien en de machine opnieuw starten. Dit handmatige proces kost tijd, maar houdt de machineprijs erg laag voor kleine werkplaatsen.
| Gereedschapswisselmethode | Productiesnelheid | Vereiste operator | Machinekosten |
|---|---|---|---|
| Automatisch (ATC) | Zeer snel en continu | Kan weglopen | Zeer hoog |
| Handmatige sleutel | Traag en onderbroken | Moet bij de machine blijven staan | Zeer laag |
Welke machine biedt betere nauwkeurigheid en herhaalbaarheid voor precisiecomponenten?
Het voldoen aan strikte maattoleranties is cruciaal in de moderne productie. Het inzetten van standaardmachines voor streng gereguleerde sectoren zoals de lucht- en ruimtevaart resulteert vaak in onacceptabele afwijkingen. Het correct afstemmen van de geometrische nauwkeurigheid en herhaalbaarheid van de machine op de specifieke onderdeeltekening zorgt voor consistente kwaliteit en naleving.
Bewerkingscentra bieden superieure nauwkeurigheid en herhaalbaarheid voor uiterst precieze luchtvaart- of medische onderdelen. CNC-boor- en freesmachines bieden een nauwkeurigheid op IT8-niveau, wat perfect voldoet aan de standaardvereisten voor algemene machines en basisreparatiewerkzaamheden.
Elk metalen onderdeel vereist een specifiek niveau van precisie. Een CNC-bewerkingscentrum houdt de hele dag extreem nauwe toleranties aan. Het zware frame, de hoogwaardige kogelomloopspindels en de geavanceerde servomotoren zorgen voor een perfecte herhaalbaarheid. Als u duizend identieke onderdelen voor een vliegtuigmotor moet maken, moet u absoluut een bewerkingscentrum aanschaffen.9.
Een CNC-boor- en freesmachine biedt ruim voldoende nauwkeurigheid voor dagelijkse werkzaamheden. Deze machines bereiken eenvoudig een nauwkeurigheid van IT8-niveau.10. Ze creëren zeer gladde oppervlakken op onderdelen van aluminium en zacht staal. Ik zie veel kleine werkplaatsen ze met succes gebruiken voor het maken van eenvoudige instrumentonderdelen en algemene hardware.
Ze zijn niet ontworpen voor extreme precisie van ruimtevaartkwaliteit. Ze zijn uitstekend geschikt voor algemene machinebouw. Reparatiebedrijven gebruiken ze om kapotte onderdelen snel en nauwkeurig te repareren. Het IT8-precisieniveau voldoet perfect aan negentig procent van de basisbehoeften op mechanisch gebied11 zonder dat het een fortuin kost.
| Machinetype | Typische nauwkeurigheid | Beste toepassing |
|---|---|---|
| Bewerkingscentrum | Extreem hoog | Onderdelen voor lucht- en ruimtevaart en medische sector |
| Boren & Frezen | IT8-niveau | Algemene hardware en reparaties |
| Herhaalbaarheid | Perfect voor meer dan 1000 onderdelen | Goed voor kleine batches |
| Afwerking oppervlak | Spiegelgladde afwerking mogelijk | Glad en schoon |
Het kiezen van de juiste apparatuur bepaalt volledig uw fabrieksproductie en winstmarges. Koop geen kostbaar bewerkingscentrum voor basisreparatiewerk en verwacht niet dat een kleine boormachine zware productielijnen kan draaien.
Conclusie
Een bewerkingscentrum biedt automatische gereedschapswissels en hoge precisie voor massaproductie. Een CNC-boor- en freesmachine biedt flexibele, kosteneffectieve handmatige bewerking die perfect geschikt is voor kleine reparatiewerkplaatsen.
-
"Kapitaaluitgaven voor apparatuur, IT en andere activa", https://osc.colorado.gov/capital-expenditure-for-equipment-it-and-other-assets-resource. In de economie van de productie wordt bij kaders voor kapitaalbudgettering erkend dat overspecificatie van apparatuur—het verwerven van capaciteit of mogelijkheden die de operationele vereisten overstijgen—leidt tot onderbenutte activa, hogere afschrijvingskosten en een lager rendement op het geïnvesteerd vermogen. Bewijsrol: algemene_ondersteuning; brontype: onderwijs. Ondersteunt: Dat een gebrek aan afstemming tussen de mogelijkheden van apparatuur en productievereisten leidt tot suboptimale kapitaalbenutting bij investeringsbeslissingen in de productie. Toelichting: Dit is een algemeen financieel principe; de specifieke omvang van de kapitaalinefficiëntie hangt af van faciliteitspecifieke bezettingsgraden en financieringsstructuren. ↩
-
"[PDF] VERSPANENDE BEWERKINGEN EN GEREEDSCHAPSMASCHINES", https://www.egr.msu.edu/~pkwon/me478/operations.pdf. Gecombineerde boor- en freesmachines zijn ontworpen om meerdere materiaalverwijderingsbewerkingen—waaronder boren, ruimen, verzinken, kotteren, tappen en vlakfrezen—te consolideren binnen één machineframe, wat de handling van werkstukken en de insteltijd voor kleine series vermindert. Bewijsrol: definitie; brontype: onderwijs. Ondersteunt: Dat gecombineerde boor- en freesmachines in staat zijn om boor-, ruim-, verzink-, kotter-, tap- en freesbewerkingen uit te voeren binnen één opstelling. Toelichting: Het specifieke operationele bereik varieert per model en asvermogen; niet alle machines in deze categorie ondersteunen de volledige opgesomde lijst onder alle snijomstandigheden. ↩
-
"[PDF] SERIE I FREESMACHINES", https://me.berkeley.edu/wp-content/uploads/2020/09/Bridgeport-Vertical-Mill-Manual.pdf. Boor- en freesmachines in de lichtgewicht verticale configuratie bevatten doorgaans meerdere voedingsregelmodi—handwiel, CNC-geprogrammeerde automatische voeding en bij sommige modellen mechanische krachtvoeding voor de werktafel—wat operationele flexibiliteit biedt voor verschillende soorten taken. Bewijsrol: algemene_ondersteuning; brontype: onderwijs. Ondersteunt: Dat boor- en freesmachines in deze categorie doorgaans meerdere voedingsregelmodi bevatten, waaronder opties voor handwiel, CNC-automatische en mechanische krachtvoeding. Toelichting: De beschikbaarheid van voedingssystemen varieert aanzienlijk per fabrikant en model; deze typering geeft gangbare configuraties weer en geen universele standaard. ↩
-
"Trillingsdempingsanalyse van lichtgewicht constructies in machines …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. Gietijzer wordt veel gebruikt in structuren van gereedschapsmachines vanwege zijn hoge interne dempingscapaciteit, die wordt toegeschreven aan de grafietfase in de microstructuur; deze dissipeert trillingsenergie effectiever dan gelaste staalconstructies onder dynamische snijbelastingen. Bewijsrol: mechanisme; brontype: onderwijs. Ondersteunt: Dat de materiaaleigenschappen van gietijzer, met name de grafietmicrostructuur, superieure trillingsdemping bieden in vergelijking met gelast staal in machineframes. Toelichting: De dempingsprestaties variëren per gietijzerkwaliteit en machinegeometrie; dit is een algemene bewering over materiaaleigenschappen en geen directe prestatieanalyse voor een specifieke machine. ↩
-
"Trillingsdempingsanalyse van lichtgewicht constructies in machines …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. Het ontwerp van geleidingen voor gereedschapsmachines—inclusief blokgeleidingen en lineaire rolgeleidingen—beïnvloedt direct de dynamische stijfheid en trillingsdempingseigenschappen; blokgeleidingen bieden doorgaans een hogere dempingscapaciteit, terwijl lineaire geleidingen zorgen voor minder wrijving en hogere verplaatsingssnelheden. Bewijsrol: mechanisme; brontype: onderwijs. Ondersteunt: Dat blokgeleidingen en lineaire geleiderails verschillen in hun vermogen om snijkrachten op te vangen en trillingen in machineframes te dempen. Toelichting: Prestatievergelijkingen tussen typen geleidingen hangen af van de specifieke machinegeometrie en snijomstandigheden; algemene verwijzingen weerspiegelen mogelijk niet alle configuraties. ↩
-
"UMC-750 | 5-assige freesmachine | 40-taper | Verticale freesmachines – Haas CNC Machines", https://www.haascnc.com/machines/vertical-mills/universal-machine/models/umc-750.html. CNC-bewerkingscentra worden doorgaans gespecificeerd met belastingsgraden voor werktafels, T-sleufconfiguraties en oppervlaktes die aanzienlijk groter zijn dan die van lichtgewicht boor- en freesmachines, wat hun ontwerpdoel voor het opspannen van grote of zware werkstukken weerspiegelt. Bewijsrol: algemene_ondersteuning; brontype: instelling. Ondersteunt: Dat CNC-bewerkingscentra zijn ontworpen met grotere werktafels met een hogere capaciteit om zware opspansystemen en grote werkstukken te ondersteunen in vergelijking met lichtere machinecategorieën. Toelichting: Tafelspecificaties variëren sterk tussen klassen van bewerkingscentra (horizontaal, verticaal, 5-assig); de vergelijking is geldig als een algemeen onderscheid tussen categorieën, maar niet universeel van toepassing op alle modellen. ↩
-
"De geschiedenis van CNC-bewerking | Xometry", https://www.xometry.com/resources/machining/cnc-machining-history/. Het bewerkingscentrum ontstond eind jaren 50 en 60 als een aparte categorie gereedschapsmachines, ontwikkeld vanuit de freesmachine door de integratie van automatische gereedschapswisselaars en numerieke besturingssystemen, waarbij vroege voorbeelden worden toegeschreven aan fabrikanten zoals Kearney & Trecker. Bewijsrol: historische_context; brontype: encyclopedie. Ondersteunt: Dat het bewerkingscentrum is geëvolueerd uit de freesmachine door de toevoeging van automatische gereedschapswisselaars en palletsystemen. Toelichting: Historische verslagen over de ontwikkeling van gereedschapsmachines variëren per bron; de beschreven afstamming kan verschillen in literatuur over techniekgeschiedenis. ↩
-
"Werkingsprincipe en toepassingen van automatische gereedschapswisselaars", https://cncwmt.com/qa/working-principle-and-applications-of-automatic-tool-changer-systems/. Automatische gereedschapswisselaars in CNC-bewerkingscentra maken geprogrammeerde sequentiële gereedschapsselectie en -wissel mogelijk tijdens één werkstukopstelling, waardoor bewerkingscycli met meerdere bewerkingen—inclusief boren, tappen en frezen—kunnen doorgaan zonder tussenkomst van een operator. Bewijsrol: mechanisme; brontype: onderzoek. Ondersteunt: Dat automatische gereedschapswisselaars sequentiële bewerkingen zonder tussenkomst van een operator mogelijk maken, wat onbemande of 'lights-out' productie ondersteunt. Toelichting: Volledig onbemande werking is ook afhankelijk van automatisering van opspanning, spanenbeheer en systemen voor het laden van onderdelen, waar de gereedschapswisselaar alleen niet in voorziet. ↩
-
"Impact van geavanceerde CNC-bewerking in de lucht- en ruimtevaartproductie", https://www.phillipscorp.com/india/advanced-cnc-machining-in-aerospace-manufacturing/. Productienormen in de lucht- en ruimtevaart, waaronder die onder AS9100 en gerelateerde specificaties, leggen strikte eisen op aan dimensionale toleranties en traceerbaarheid van bewerkte componenten, wat apparatuur vereist die in staat is tot consistente, verifieerbare herhaalbaarheid gedurende productieruns. Bewijsrol: consensus_van_experts; brontype: instelling. Ondersteunt: Dat de productie van componenten voor de lucht- en ruimtevaart nauwe dimensionale toleranties vereist die CNC-apparatuur met hoge precisie en herhaalbaarheid noodzakelijk maken. Toelichting: De bewering in het artikel is illustratief in plaats van een direct reglementair statement; specifieke tolerantie-eisen variëren per onderdeelclassificatie en de geldende technische tekening. ↩
-
"IT-graad – Wikipedia", https://en.wikipedia.org/wiki/IT_Grade. Volgens ISO 286-1 duidt IT8 een specifieke internationale tolerantiegraad aan die de toegestane maatafwijking voor een gegeven nominale maat definieert; deze graad wordt vaak geassocieerd met algemene pasvormen van bewerkte onderdelen en standaard mechanische componenten. Bewijsrol: definitie; brontype: instelling. Ondersteunt: De betekenis en het dimensionale bereik van IT8 als een ISO-tolerantiegraad die van toepassing is op bewerkte componenten. Toelichting: De bewering dat een specifieke machineklasse consistent IT8 behaalt, is een prestatiebewering waarvoor productspecificaties van de fabrikant of onafhankelijke testgegevens nodig zouden zijn om deze direct te bevestigen. ↩
-
"Engineering tolerantie", https://en.wikipedia.org/wiki/Engineering_tolerance. ISO 286-tolerantiegraden IT7 tot en met IT11 worden vaak gespecificeerd voor algemene mechanische pasvormen, inclusief speling- en overgangspasvormen die worden gebruikt in standaard assemblages; met name IT8 wordt vaak toegepast op as- en gatpasvormen in niet-precisie algemene machines. Bewijsrol: statistiek; brontype: instelling. Ondersteunt: Dat IT8 en aangrenzende tolerantiegraden het merendeel van de algemene mechanische eisen voor pasvorm en assemblage dekken. Toelichting: De specifieke bewering dat IT8 ‘negentig procent’ van de mechanische behoeften dekt, wordt niet direct ondersteund door ISO-standaarddocumentatie en lijkt een benadering te zijn; er werd geen gezaghebbende statistische uitsplitsing van het gebruik van tolerantiegraden per toepassingsfrequentie geïdentificeerd. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.