

What Are the Differences Between CNC Machining Center and CNC Drilling and Milling Machine?
Capital allocation in a new machining facility requires precise equipment selection. Deciding between a CNC machining center and a CNC drilling-milling machine depends on aligning machine capabilities with your specific production volume. A clear understanding of their functional differences ensures an optimal return on investment.
A CNC machining center features an automatic tool changer for continuous, automated production. A CNC drilling and milling machine lacks a tool magazine, requiring manual tool changes. Machining centers cost much more but provide higher efficiency, while drilling-milling machines offer cost-effective flexibility for small shops.
Over-specifying equipment for basic maintenance tasks can tie up capital unnecessarily1, while under-specifying for production environments limits growth. The following technical breakdown details the structural and operational differences between these two machine types, providing a clear framework for selecting the exact configuration required for your shop’s operations.
What Is a CNC Drilling and Milling Machine?
Facilities with limited floor space or smaller production runs often require versatile equipment. Instead of operating separate dedicated drills and mills, a combination machine consolidates these operations, optimizing both factory layout and initial capital expenditure.
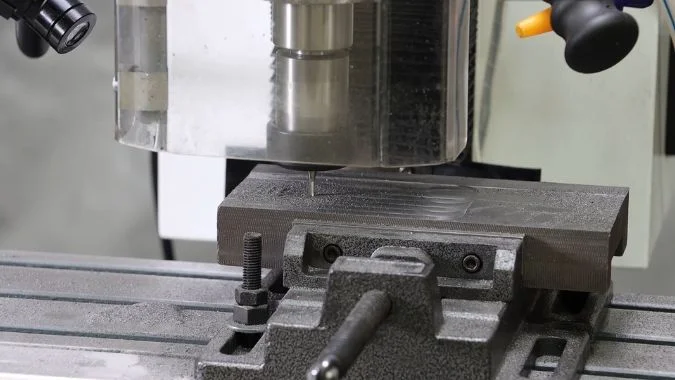
A CNC drilling and milling machine is a versatile, compact tool that performs drilling, tapping, and light milling. It provides a jack-of-all-trades solution for small batches, maintenance shops, and tool rooms needing cost-effective metalworking.

A CNC drilling and milling machine combines several functions into one solid frame. You can perform drilling, reaming, countersinking, boring, and tapping on the exact same table2. You can also do face milling, bevel milling, and slotting without moving the raw workpiece to another machine.
The operation remains very flexible and quick to learn for new machinists. Most models support both manual handwheel feed and automatic computer feed. Some machines even include mechanical power feeds to move the worktable automatically3. This function reduces physical labor significantly during long cuts.
This machine takes up very little factory floor space. The benchtop or small vertical structure fits easily into tight garage spaces or crowded repair shops. The initial investment sits much lower than large industrial equipment. Startups can buy this machine to earn money immediately without taking a huge bank loan.
What Are the Structural Differences Between a CNC Machining Center and a CNC Drilling and Milling Machine?
Machine rigidity directly dictates the permissible depth of cut and material compatibility. Deploying lightweight equipment for continuous heavy steel removal leads to excessive chatter and premature wear. Evaluating the structural casting of each machine type ensures it can handle your specific cutting forces safely.
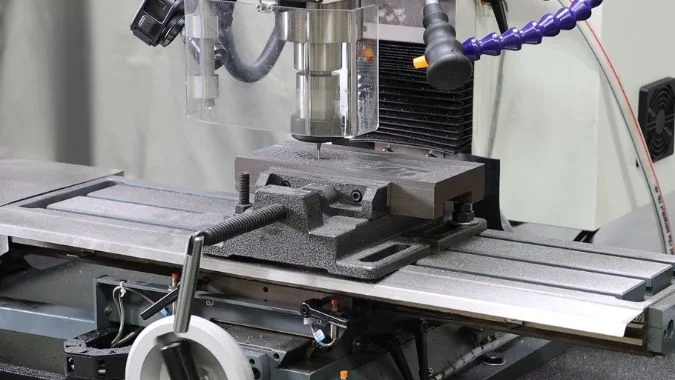
Machining centers feature heavy, rigid cast-iron frames designed for heavy continuous metal removal. CNC drilling and milling machines use a lighter, compact vertical structure designed for basic machining tasks rather than aggressive production cutting.
The physical build of these machines dictates exactly what materials they can cut safely. A standard CNC machining center uses a massive cast-iron bed. This heavy base absorbs violent vibrations during aggressive steel cutting4. Machining centers often use heavy box ways or thick linear guide rails to support heavy cutting loads5.
A CNC drilling and milling machine uses a much lighter structural design. The column and base weigh significantly less. This lighter structure handles aluminum, brass, and light steel cuts perfectly well. It simply cannot absorb the heavy shocks of cutting hardened tool steel all day long.
The worktable design also differs greatly between the two machines. Machining centers feature large tables that hold heavy vises and huge metal blocks safely6. Drilling and milling machines feature smaller tables suited for single-piece clamping. You must match the machine structure to your actual daily workload to prevent breaking the machine frame.
| Structural Element | Machining Center | Drilling and Milling Machine |
|---|---|---|
| Base Frame | Massive cast iron | Lightweight compact frame |
| Guide Rails | Heavy box or thick linear | Standard linear or dovetail |
| Worktable Size | Large and heavy-duty | Small and flexible |
| Vibration Control | Excellent for heavy cuts | Good for light cuts |
Why Is the Automatic Tool Changer (ATC) the Defining Difference Between These Two Machines?
Frequent manual tool changes inherently limit machine uptime and extend overall cycle times. For high-volume production, these interruptions reduce operational efficiency. Implementing a system with an Automatic Tool Changer (ATC) eliminates this bottleneck, enabling continuous, unattended machining.
The automatic tool changer defines a machining center. An ATC holds multiple tools and swaps them automatically during the program. A CNC drilling and milling machine lacks an ATC, meaning operators must manually change every tool.

I tell all my clients that the tool magazine changes the whole manufacturing process entirely. A CNC machining center is simply an upgraded version of a CNC milling machine7. The core difference always comes down to the automatic tool magazine.
A machining center achieves true automation. You clamp the raw material once, and the machine does everything else. The ATC grabs a drill, makes a hole, puts the drill away, grabs a tap, and cuts the threads. The machine runs continuously without human help8. This high efficiency easily justifies the high price tag for large factories.
A CNC drilling and milling machine requires constant manual intervention. When the drill finishes its job, the machine stops completely. The operator must loosen the collet, pull the drill out, insert the tap, tighten the collet, and restart the machine. This manual process takes time but keeps the machine price very low for small shops.
| Tool Change Method | Production Speed | Operator Requirement | Machine Cost |
|---|---|---|---|
| Automatic (ATC) | Very fast and continuous | Can walk away | Very high |
| Manual Wrench | Slow and interrupted | Must stand at machine | Very low |
Which Machine Offers Better Accuracy and Repeatability for Precision Components?
Meeting strict dimensional tolerances is critical in modern manufacturing. Deploying standard-tier machinery for highly regulated sectors like aerospace often results in unacceptable deviation. Properly matching the machine’s geometric accuracy and repeatability to the specific part drawing ensures consistent quality and compliance.
Machining centers provide superior accuracy and repeatability for high-precision aerospace or medical parts. CNC drilling and milling machines offer IT8 level accuracy, which perfectly meets the standard requirements for general machinery and basic repair jobs.
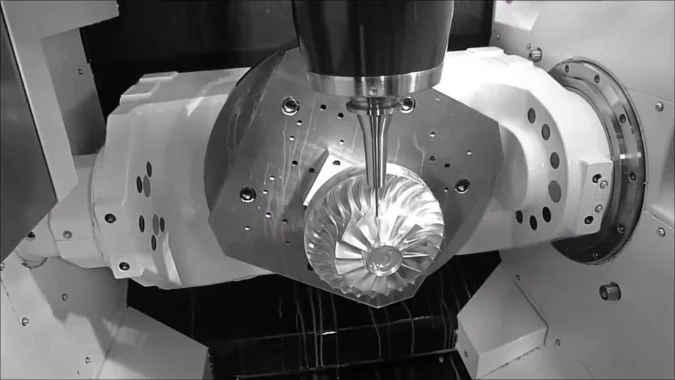
Every metal part requires a specific level of precision. A CNC machining center holds extremely tight tolerances all day long. The heavy frame, high-end ball screws, and advanced servo motors ensure perfect repeatability. If you need to make one thousand identical parts for an airplane engine, you absolutely must buy a machining center9.
A CNC drilling and milling machine provides very sufficient accuracy for daily jobs. These machines easily achieve IT8 level accuracy10. They create very smooth surface finishes on aluminum and mild steel parts. I see many small shops use them successfully for making basic instrument parts and general hardware.
They are not designed for extreme aerospace-grade precision. They handle general machinery manufacturing beautifully. Repair shops use them to fix broken parts quickly and accurately. The IT8 precision level satisfies ninety percent of basic mechanical needs perfectly11 without costing a fortune.
| Machine Type | Typical Accuracy | Best Application |
|---|---|---|
| Machining Center | Extremely high | Aerospace and medical parts |
| Drilling & Milling | IT8 Level | General hardware and repairs |
| Repeatability | Perfect over 1000 parts | Good for small batches |
| Surface Finish | Mirror-like possible | Smooth and clean |
Choosing the right equipment determines your factory output and profit margins entirely. Do not buy a costly machining center for basic repair work, and do not expect a small drilling machine to run heavy production lines.
Conclusion
A machining center offers automated tool changes and high precision for mass production. A CNC drilling and milling machine provides flexible, cost-effective manual machining perfectly suited for small repair shops.
-
"Capital Expenditure for Equipment, IT and other Assets Resource", https://osc.colorado.gov/capital-expenditure-for-equipment-it-and-other-assets-resource. Capital budgeting frameworks in manufacturing economics recognize that equipment over-specification—acquiring capacity or capability beyond operational requirements—results in underutilized assets, elevated depreciation costs, and reduced return on invested capital. Evidence role: general_support; source type: education. Supports: That misalignment between equipment capability and production requirements leads to suboptimal capital utilization in manufacturing investment decisions. Scope note: This is a general financial principle; the specific magnitude of capital inefficiency depends on facility-specific utilization rates and financing structures. ↩
-
"[PDF] MACHINING OPERATIONS AND MACHINE TOOLS", https://www.egr.msu.edu/~pkwon/me478/operations.pdf. Combination drilling and milling machines are designed to consolidate multiple material removal operations—including drilling, reaming, countersinking, boring, tapping, and face milling—within a single machine frame, reducing workpiece handling and setup time for small-batch production. Evidence role: definition; source type: education. Supports: That drilling and milling combination machines are capable of performing drilling, reaming, countersinking, boring, tapping, and milling operations within a single setup. Scope note: The specific operational range varies by model and spindle power rating; not all machines in this category support the full enumerated list under all cutting conditions. ↩
-
"[PDF] SERIES I MILLING MACHINES", https://me.berkeley.edu/wp-content/uploads/2020/09/Bridgeport-Vertical-Mill-Manual.pdf. Drilling and milling machines in the light-duty vertical configuration commonly incorporate multiple feed control modes—manual handwheel, CNC-programmed automatic feed, and in some models, mechanical power feed for the worktable—providing operational flexibility across varying task types. Evidence role: general_support; source type: education. Supports: That drilling and milling machines in this category commonly incorporate multiple feed control modes including manual handwheel, CNC automatic, and mechanical power feed options. Scope note: Feed system availability varies significantly by manufacturer and model; this characterization reflects common configurations rather than a universal standard. ↩
-
"Vibration Damping Analysis of Lightweight Structures in Machine …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. Cast iron is widely used in machine tool structures due to its high internal damping capacity, attributed to the graphite phase within its microstructure, which dissipates vibrational energy more effectively than welded steel fabrications under dynamic cutting loads. Evidence role: mechanism; source type: education. Supports: That cast iron’s material properties, particularly its graphite microstructure, provide superior vibration damping compared to welded steel in machine tool frames. Scope note: Damping performance varies with cast iron grade and machine geometry; this is a general material property claim rather than a direct performance measurement for any specific machine. ↩
-
"Vibration Damping Analysis of Lightweight Structures in Machine …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5503333/. Machine tool guideway design—including box ways and linear rolling guides—directly influences dynamic stiffness and vibration damping characteristics; box ways generally offer higher damping capacity while linear guides provide lower friction and faster traverse speeds. Evidence role: mechanism; source type: education. Supports: That box ways and linear guide rails differ in their capacity to absorb cutting forces and dampen vibration in machine tool structures. Scope note: Performance comparisons between guideway types depend on specific machine geometry and cutting conditions; general references may not reflect all configurations. ↩
-
"UMC-750 | 5-Axis Mill | 40-Taper | Vertical Mills – Haas CNC Machines", https://www.haascnc.com/machines/vertical-mills/universal-machine/models/umc-750.html. CNC machining centers are typically specified with worktable load ratings, T-slot configurations, and surface areas substantially greater than those of light-duty drilling and milling machines, reflecting their design intent for production workholding of large or heavy workpieces. Evidence role: general_support; source type: institution. Supports: That CNC machining centers are designed with larger, higher-capacity worktables to support heavy workholding fixtures and large workpieces compared to lighter machine categories. Scope note: Table specifications vary widely across machining center classes (horizontal, vertical, 5-axis); the comparison is valid as a general category distinction but not universally applicable to all models. ↩
-
"The History of CNC Machining | Xometry", https://www.xometry.com/resources/machining/cnc-machining-history/. The machining center emerged as a distinct machine tool category in the late 1950s and 1960s, developing from the milling machine through the integration of automatic tool changers and numerical control systems, with early examples attributed to manufacturers such as Kearney & Trecker. Evidence role: historical_context; source type: encyclopedia. Supports: That the machining center evolved from the milling machine through the addition of automatic tool changing and pallet systems. Scope note: Historical accounts of machine tool development vary by source; the specific lineage described may differ across engineering history references. ↩
-
"Working Principle and Applications of Automatic Tool Changer", https://cncwmt.com/qa/working-principle-and-applications-of-automatic-tool-changer-systems/. Automatic tool changers in CNC machining centers enable programmed sequential tool selection and exchange during a single workpiece setup, allowing multi-operation machining cycles—including drilling, tapping, and milling—to proceed without operator intervention between operations. Evidence role: mechanism; source type: research. Supports: That automatic tool changers enable sequential multi-operation machining without operator intervention, supporting unattended or lights-out production. Scope note: Fully unattended operation also depends on workholding automation, chip management, and part loading systems not addressed by the ATC alone. ↩
-
"Impact of Advanced CNC Machining in Aerospace Manufacturing", https://www.phillipscorp.com/india/advanced-cnc-machining-in-aerospace-manufacturing/. Aerospace manufacturing standards, including those governed by AS9100 and related specifications, impose stringent dimensional tolerance and traceability requirements on machined components, necessitating equipment capable of consistent, verifiable repeatability across production runs. Evidence role: expert_consensus; source type: institution. Supports: That aerospace component manufacturing imposes tight dimensional tolerances requiring high-precision, repeatable CNC equipment. Scope note: The article’s claim is illustrative rather than a direct regulatory statement; specific tolerance requirements vary by part classification and applicable engineering drawing. ↩
-
"IT Grade – Wikipedia", https://en.wikipedia.org/wiki/IT_Grade. Under ISO 286-1, IT8 designates a specific International Tolerance grade defining the permissible dimensional variation for a given nominal size; this grade is commonly associated with general-purpose machined fits and standard mechanical components. Evidence role: definition; source type: institution. Supports: The meaning and dimensional scope of IT8 as an ISO tolerance grade applicable to machined components. Scope note: The claim that a specific machine class consistently achieves IT8 is a performance assertion that would require manufacturer specifications or independent testing data to confirm directly. ↩
-
"Engineering tolerance", https://en.wikipedia.org/wiki/Engineering_tolerance. ISO 286 tolerance grades IT7 through IT11 are commonly specified for general-purpose mechanical fits, including clearance and transition fits used in standard assemblies; IT8 in particular is frequently applied to shaft and hole fits in non-precision general machinery. Evidence role: statistic; source type: institution. Supports: That IT8 and adjacent tolerance grades cover the majority of general mechanical engineering fit and assembly requirements. Scope note: The specific claim that IT8 satisfies ‘ninety percent’ of mechanical needs is not directly supported by ISO standards documentation and appears to be an approximation; no authoritative statistical breakdown of tolerance grade usage by application frequency was identified. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.