

Cutting deep threads slowly kills production margins. Broken tools and bad finishes ruin expensive shafts. External whirling fixes these problems entirely.
External whirling is a high-speed machining process where a rotating tool head with carbide inserts cuts threads on the outside of a slowly turning workpiece. This method finishes deep threads in a single pass, providing massive efficiency and excellent surface quality for long shafts and lead screws.

Discovering new ways to cut metal always changes a shop’s profitability. Seeing an external whirling machine tear through hardened steel for the first time amazed me. Master this exact process below to transform thread production completely.
How Does the External Whirling Work?
Understanding complex tool motions causes major confusion. Programming mistakes smash cutter heads into solid metal. Breaking down the specific machine movements makes the setup perfectly safe.
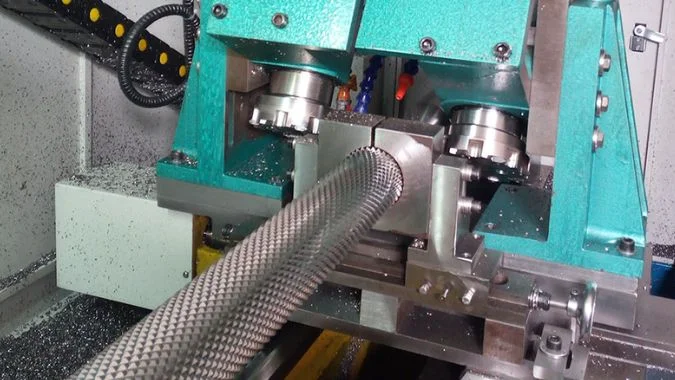
External whirling works by combining four precise motions. A cutter head spins rapidly outside the workpiece. The workpiece rotates very slowly. The cutter moves axially to match the thread pitch. The tool head tilts to perfectly match the thread helix angle.
Structural Layout
The cutter head looks exactly like a thick saw blade1. Several tough carbide inserts sit on the outer edge of this disc. The tool stays completely outside the workpiece during the whole process. This open layout allows machines to cut extremely large diameter screws easily. There is no size limit from a small inner ring.
Core Machine Motions
The process depends completely on precise synchronized movements. An independent motor drives the cutter head at massive speeds. This fast rotation turns solid metal into crescent-shaped chips instantly. The main machine spindle rotates the workpiece very slowly. The axial movement must match the exact thread pitch perfectly. The entire cutter head must tilt to match the thread angle2. This tilt prevents the spinning disc from hitting the thread walls.
إجراء القطع
The inserts sweep across the metal surface intermittently. Chips fly away quickly due to massive centrifugal force3. One single pass cuts the entire thread depth completely.
| مكون الماكينة | Movement Type | هدف العملية |
|---|---|---|
| رأس القطع | دوران عالي السرعة | إزالة المعدن بسرعة |
| عمود الدوران الرئيسي | دوران بطيء | تغذية المادة برفق |
| المحور Z | التقدم الخطي | مطابقة خطوة السن |
| محور الميل | تعديل الزاوية | مطابقة زاوية اللولب |
What Kinds of Workpiece Are Suitable for External Whirling?
اختيار الآلة الخاطئة يؤدي إلى تلف المواد الخام باهظة الثمن. إجبار الآلات الصغيرة على قطع براغي التوجيه الضخمة يضمن فشلاً ذريعاً. مطابقة قطعة العمل مع الآلة المناسبة توفر الكثير من الأموال.
تعد عملية الخرط الدوامي الخارجي مناسبة لقطع العمل الدوارة مثل براغي التوجيه، والديدان، وبراغي العظام. الأقطار المتوسطة إلى الكبيرة التي تتراوح بين 6 و 450 ملم هي الأنسب. تقطع هذه العملية الفولاذ المقسى، والتيتانيوم، والسبائك عالية الحرارة بشكل مثالي أثناء عمليات الإنتاج الضخم عالية الكفاءة.

أنواع المكونات المثالية
تتطلب العديد من الأجزاء الميكانيكية سنوناً خارجية عميقة. تتناسب البراغي الكروية والديدان المخصصة للخدمة الشاقة مع هذه العملية بشكل مثالي.4. تعمل بكرات الصمامات الهيدروليكية والأعمدة المسننة الكبيرة بسلاسة على هذه الآلات. تتعامل العملية مع السنون متعددة البدايات وزوايا اللولب الكبيرة بسهولة. يوفر تصميم رأس القطع الخارجي مرونة فائقة لأشكال السنون المعقدة.
قدرات المواد
المعدن الصلب يدمر أدوات الخراطة التقليدية ذات النقطة الواحدة. تقطع العملية الدوامية الفولاذ المروي بشكل جيد للغاية. تتم معالجة المعادن التي تصل صلابتها إلى 65 HRC بسهولة باستخدام رؤوس PCBN خاصة.5. يتم قطع الفولاذ المقاوم للصدأ وسبائك التيتانيوم بسلاسة دون تراكم مفرط للحرارة. تسمح منطقة القطع المفتوحة بتدفق كثيف لسائل التبريد مباشرة على الرقائق الساخنة.
قيود الشكل
يجب أن تظل قطعة العمل أسطوانية. يتطلب كلا الطرفين تثبيتاً قوياً باستخدام ظرف ومركز غراب ذيل. الأجزاء ذات المقاطع الرقيقة جداً أو الأشكال غير المنتظمة تفشل أثناء عملية القطع الشاقة هذه. تتطلب اللوالب الداخلية معدات مختلفة تماماً.
| ميزة قطعة العمل | إمكانية الدوران الحلزوني | نتائج التطبيق |
|---|---|---|
| الهندسة | شكل أسطواني فقط | تثبيت مثالي |
| صلابة المواد | تصل إلى 65 HRC | عمر تشغيلي ممتاز للأداة |
| حجم القطر | 6 مم إلى 450 مم | عالي الكفاءة |
| نوع اللولب | خارجي متعدد البدء | إنهاء في تمريرة واحدة |
What Are the Major Advantages of External Whirling in Terms of Cycle Time and Surface Finish?
أوقات القطع البطيئة تدمر هوامش ربح المصنع. تسبب أسطح اللوالب الخشنة رفضاً فورياً من قبل العملاء. إن اعتماد طريقة الطحن عالية السرعة هذه يحل كلاً من مشكلات الإنتاج الضخمة على الفور.
يكمل الدوران الحلزوني الخارجي اللوالب في تمريرة واحدة فقط، مما يجعله أسرع بما يصل إلى أربعة عشر ضعفاً من الخراطة التقليدية. يوزع القطع المستمر متعدد الحواف الحمل بالتساوي. تقضي هذه العملية المستقرة على الاهتزاز وتخلق تشطيبات سطحية تشبه المرآة تصل إلى 0.8 ميكرومتر Ra.

تقليل زمن الدورة
تتطلب الخراطة التقليدية العديد من التمريرات المتكررة لقطع سن لولبي عميق، حيث يجب أن تتحرك أداة القطع أحادية النقطة ببطء عبر المعدن. بينما تعمل عملية الدوران الخارجي (Whirling) على إلغاء هذا الوقت الضائع تماماً. تصل سرعات القطع بسهولة إلى 400 متر في الدقيقة.6. تتراوح سرعات عمود الدوران من 2000 إلى 5000 دورة في الدقيقة.7. تُنهي أداة التشكيل عالية السرعة كامل مظهر السن اللولبي في تمريرة واحدة فقط. ينخفض إجمالي وقت التشغيل إلى خُمس الطرق التقليدية، مما يؤدي إلى مكاسب هائلة في الكفاءة وزيادة كبيرة في إنتاجية المصنع.
تحسينات جودة السطح
تتسبب الاهتزازات الضارة في ظهور علامات غير مرغوب فيها على المعدن المقطوع. توفر لقم الكربيد القابلة للفهرسة قطعاً مستمراً متعدد الحواف، مما يوزع قوة القطع بشكل مثالي عبر رأس الأداة. تؤدي القوى المتساوية إلى تقليل اهتزاز الآلة إلى الصفر تقريباً. يقوم الهواء المضغوط بطرد الرايش فوراً، وتمنع إزالة الرايش الجيدة التصاق المعدن بحافة الأداة الحادة. تظل خشونة السطح مستقرة تماماً عند 0.8 ميكرومتر (Ra).8. ترتفع مستويات الدقة بمقدار درجتين كاملتين مقارنة بالخراطة القياسية.9.
| مجال الميزة | الخراطة التقليدية | الدوران الخارجي (Whirling) |
|---|---|---|
| طريقة القطع | تمريرات بطيئة متعددة | تمريرة واحدة فقط |
| الوقت المطلوب | طويل جداً | قصير للغاية |
| خشونة السطح | غالباً ما تكون ضعيفة | مستقرة عند 0.8 ميكرومتر (Ra) |
| درجة الدقة | قياسي | درجتان أعلى |
Why Does External Whirling Prevent Long Shafts from Bending Better than Traditional Thread Turning?
يؤدي قطع القضبان المعدنية الطويلة إلى مشاكل انحناء حادة. وتؤدي براغي التوجيه المنحنية إلى إتلاف التجميعات الميكانيكية باهظة الثمن. إن توزيع قوى القطع بشكل صحيح يحافظ على قطعة العمل الرفيعة مستقيمة تماماً.
يستخدم الدوران الخارجي (External Whirling) قوى قطع مماسية بدلاً من قوى الدفع الشعاعية الثقيلة. وتعمل أدوات القطع متعددة الحواف عالية السرعة على تشتيت الحرارة وتقليل ضغط القطع. هذا الاتجاه الأمثل للقوة يمنع الأعمدة الطويلة من الانحناء، ولكن الأطوال الكبيرة لا تزال تتطلب دعماً مناسباً بمسند ثابت.

اتجاه قوة القطع
يعتمد الخراطة التقليدية على دفع أداة واحدة مباشرة إلى جانب القضيب المعدني. وتعمل هذه القوة الشعاعية الرأسية تماماً مثل المطرقة التي تدفع العمود، مما يؤدي إلى انحناء القضيب الطويل تحت هذا الضغط الجانبي الثقيل. يستخدم الدوران الخارجي نهجاً مختلفاً تماماً، حيث تطبق أداة القطع القرصية الدوارة القوة بشكل مماسي على طول السطح المعدني. وتعمل القوى المماسية على تقطيع المعدن بدلاً من دفع القلب، مما يقلل من خطر الانحناء بشكل كبير.
التحكم في الحرارة والضغط
تؤدي الحرارة إلى تدمير استقامة المعدن بسرعة. تولد أدوات القطع المفردة حرارة موضعية هائلة، بينما تشترك أدوات الدوران متعددة الحواف في عبء العمل، حيث يتم التخلص من الحرارة فوراً مع الرقائق المتطايرة. تظل قوة القطع الإجمالية للوحدة منخفضة جداً، والقوى المنخفضة تعني تشوهاً حرارياً أقل داخل العمود الطويل.
أنظمة الدعم المطلوبة
لا يمكن لعملية الدوران التغلب على قوانين الفيزياء بالكامل. فالأعمدة ذات نسب الطول إلى القطر الكبيرة لا تزال تنحني تحت ثقل وزنها الخاص. لذا يظل الدعم الميكانيكي المناسب ضرورياً للغاية. يجب على الورش الاستمرار في استخدام المساند الثابتة الهيدروليكية أو مساند التتبع، حيث يمنع التثبيت المستقر الدوران من خلق قوى انحناء طاردة مركزية جامحة.
| عامل الانحناء | مشكلة الخراطة التقليدية | حل الدوران الخارجي |
|---|---|---|
| اتجاه القوة | دفع شعاعي ثقيل | تقطيع مماسي لطيف |
| توليد الحرارة | محصور في نقطة واحدة | مشتت بواسطة حواف متعددة |
| تشوه القطعة | شائع جداً | انخفاض كبير |
| متطلبات الإعداد | المركز القياسي | يتطلب مساند ثابتة |
الخاتمة
توفر عملية اللولبة الدوارة الخارجية سرعة هائلة وتشطيبات سطحية مثالية للأجزاء المسننة الصلبة. ويؤدي الجمع بين القطع الدقيق متعدد الحواف والقوى المماسية إلى إحداث تحول كامل في تصنيع الأعمدة الطويلة.
-
"اللولبة الدوارة - ما هي، وكيف تعمل؟ - GenSwiss"،, https://genswiss.com/whirldata. تصف الأوصاف الهندسية لأدوات اللولبة الدوارة رأس القطع بأنه قرص حلقي يحمل العديد من لقم الكربيد القابلة للفهرسة على محيطه، والتي تدور حول محور قطعة العمل بسرعة عالية. دور الدليل: تعريف؛ نوع المصدر: ورقة بحثية. يدعم: التكوين الهندسي لرأس قطع اللولبة الدوارة الخارجية وموضع لقم القطع. ملاحظة النطاق: تختلف هندسة الأداة حسب الشركة المصنعة والتطبيق؛ تشبيه شفرة المنشار توضيحي أكثر منه تعريف هندسي قياسي. ↩
-
"تأثير ظروف التشغيل على الدقة الهندسية الدقيقة ..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. تؤسس التحليلات الحركية للولبة الدوارة أن محور رأس القطع يجب أن يميل بالنسبة لمحور قطعة العمل بزاوية تساوي زاوية ميل اللولب لضمان خلو لقم القطع الدوارة من جوانب اللولب المقطوع. دور الدليل: آلية؛ نوع المصدر: ورقة بحثية. يدعم: المتطلبات الهندسية لإمالة رأس قطع اللولبة الدوارة بزاوية ميل اللولب لمنع تداخل أداة القطع مع الجدار. ملاحظة النطاق: يعتمد شرط الإمالة الدقيق على خطوة اللولب، وقطر قطعة العمل، وقطر رأس القطع؛ وصف المقالة هو تبسيط للعلاقة الهندسية الكاملة. ↩
-
"تأثير ظروف التشغيل على الدقة الهندسية الدقيقة ..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. تشير الدراسات حول تكوين الرقائق في عمليات القطع الدوراني عالي السرعة إلى أن التسارع الطردي عند محيط القاطع يساعد في دفع الرقائق بعيداً عن منطقة القطع، مما يقلل من إعادة القطع ويحسن سلامة السطح. دور الدليل: آلية؛ نوع المصدر: ورقة بحثية. يدعم: دور القوة الطاردة المركزية في إزالة الرقائق أثناء عمليات التشغيل الدوراني عالي السرعة مثل اللولبة الدوارة. ملاحظة النطاق: يتأثر طرد الرقائق في اللولبة أيضاً بتدفق سائل التبريد وهندسة اللقم؛ إن عزو الإزالة للقوة الطاردة المركزية وحدها يعد تبسيطاً مفرطاً. ↩
-
"برغي كروي - ويكيبيديا"،, https://en.wikipedia.org/wiki/Ball_screw. تحدد الأدبيات المتعلقة بتصنيع البراغي الدقيقة عملية اللولبة الدوارة كعملية معتمدة لأعمدة البراغي الكروية ومقاطع الدودة، مشيرة إلى قدرتها على تحقيق دقة اللولب المطلوبة وتشطيب السطح في تمريرة واحدة على المواد الصلبة. دور الدليل: مرجع حالة؛ نوع المصدر: ورقة بحثية. يدعم: استخدام اللولبة الدوارة الخارجية في إنتاج البراغي الكروية ومكونات الدودة. ملاحظة النطاق: يختلف الاعتماد حسب حجم الإنتاج وحجم العمود؛ يستخدم بعض مصنعي البراغي الكروية التجليخ كعملية تشطيب بعد اللولبة بدلاً من الاعتماد على اللولبة وحدها. ↩
-
"تأثير درجات مختلفة من لقم نيتريد البورون المكعب (CBN) على قوة القطع و..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC6337122/. توثق الأبحاث حول التشغيل الميكانيكي الصلب باستخدام أدوات نيتريد البورون المكعب متعدد الكريستالات (PCBN) القطع الفعال للفولاذ المصلد إلى حوالي 60-65 HRC، وتعزو الأداء إلى الصلابة الحرارية العالية لـ PCBN والتوصيل الحراري. دور الدليل: آلية؛ نوع المصدر: ورقة بحثية. يدعم: قدرة أدوات القطع PCBN على تشغيل الفولاذ المصلد عند أو بالقرب من 65 HRC. ملاحظة النطاق: الأداء عند 65 HRC حساس لتركيب سبيكة قطعة العمل، وعمق القطع، ودرجة اللقم؛ قد لا تنتقل نتائج دراسات الخراطة الصلبة مباشرة إلى هندسة عملية اللولبة الدوارة. ↩
-
"السرعات والتغذيات - ويكيبيديا"،, https://en.wikipedia.org/wiki/Speeds_and_feeds. تصف الأدبيات التقنية للولبة الدوارة سرعات محيط رأس القطع في نطاق 200-500 متر/دقيقة عادةً، مع اعتماد الحد الأقصى القابل للتحقيق على مادة اللقم، وصلابة قطعة العمل، وصلابة الآلة. دور الدليل: إحصائية؛ نوع المصدر: ورقة بحثية. يدعم: سرعات القطع النموذجية أو القصوى المستخدمة في عمليات اللولبة الدوارة الخارجية. ملاحظة النطاق: قد يمثل رقم 400 متر/دقيقة قيمة الحد الأعلى؛ يتم اختيار السرعات الفعلية في ورشة العمل عادةً بشكل متحفظ لتحقيق التوازن بين عمر الأداة وجودة السطح. ↩
-
"اللولبة الدوارة - ما هي، وكيف تعمل؟ - GenSwiss"،, https://genswiss.com/whirldata. تشير وثائق عملية وحدات اللولبة الدوارة إلى سرعات رأس القطع التي تتراوح عادةً بين 1500 و6000 دورة في الدقيقة، مع خضوع النطاق المحدد لقطر قطعة العمل، وخطوة اللولب، ومواصفات اللقم. دور الدليل: إحصائية؛ نوع المصدر: ورقة بحثية. يدعم: نطاقات سرعة دوران رأس القطع المستخدمة في اللولبة الدوارة الخارجية. ملاحظة النطاق: نطاق 2000-5000 دورة في الدقيقة المذكور معقول ولكنه قد لا يمثل جميع تكوينات الآلات؛ تختلف القيم بين ملحقات اللولبة وآلات اللولبة المخصصة. ↩
-
"وصف تضاريس السطح للولب المصنوع بالخراطة على..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC9821200/. تفيد التحقيقات التجريبية في اللولبة الدوارة بوجود قيم خشونة سطحية في نطاق Ra 0.4-1.6 ميكرومتر اعتماداً على هندسة اللقم، وسرعة القطع، ومادة قطعة العمل، مع الاستشهاد بـ Ra 0.8 ميكرومتر كقيمة تمثيلية قابلة للتحقيق. دور الدليل: إحصائية؛ نوع المصدر: ورقة بحثية. يدعم: قيم خشونة السطح القابلة للتحقيق من خلال اللولبة الدوارة الخارجية تحت ظروف قطع محددة. ملاحظة النطاق: تعتمد قيم Ra الفعلية على معلمات العملية؛ قد لا ينطبق الرقم المذكور في المقالة عالمياً على جميع المواد وإعدادات الآلات. ↩
-
"تأثير ظروف التشغيل على الدقة الهندسية الدقيقة ..."،, https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. تبلغ تقييمات الدقة المقارنة للولبة الدوارة مقابل الخراطة أحادية النقطة عن تحسينات في تحمل القطر الأساسي ودقة الميل بما يتوافق مع درجة واحدة إلى درجتين من درجات تحمل ISO، وهو ما يُعزى إلى تقليل انحراف الأداة والتشوه الحراري. دور الدليل: إحصائية؛ نوع المصدر: ورقة بحثية. يدعم: التحسين في دقة أبعاد اللولب الذي تم تحقيقه عن طريق اللولبة مقارنة بالخراطة التقليدية أحادية النقطة، معبراً عنه من حيث درجات تحمل ISO. ملاحظة النطاق: رقم التحسين بدرجتين ليس قياسياً عالمياً؛ تعتمد المكاسب الفعلية على صلابة الآلة، ومادة قطعة العمل، وعملية الخراطة الأساسية التي تتم المقارنة معها. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.