

ما هي آلة ثقب الأسطوانات بالتحكم الرقمي الحاسوبي (CNC)؟
يمكن أن تحتوي أسطوانات الغلايات الكبيرة على مئات الثقوب الخاصة بالأنابيب.1. يمكن أن يؤدي التحديد والحفر اليدوي إلى حدوث أخطاء في تحديد الموقع، ودورات إنتاج طويلة، ومشكلات تجميع خطيرة.
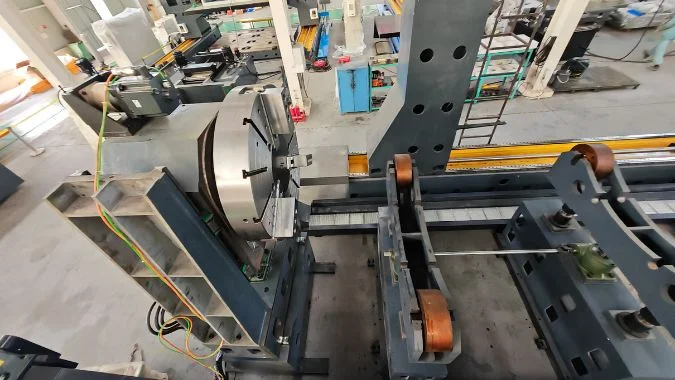
آلة حفر أسطوانات CNC هي أداة آلية ثقيلة متخصصة تقوم تلقائيًا بالحفر والتوسيع والتشطيب وتخريم اللوالب وتشغيل حواف اللحام على الأسطوانات الأسطوانية الكبيرة والرؤوس. يحل التحكم في إحداثيات CNC، والفهرسة المؤازرة، والملازم المخصصة محل التخطيط اليدوي والمناولة المتكررة لقطع العمل.

تم تصميم آلة حفر أسطوانات CNC بشكل أساسي لتصنيع الغلايات وأوعية الضغط. تشمل قطع العمل النموذجية أسطوانات غلايات محطات الطاقة، وأسطوانات الغلايات الصناعية، والرؤوس، وغيرها من الأجزاء الأسطوانية الكبيرة التي تتحمل الضغط. يمكن لبعض الآلات حمل أسطوانات بأقطار تتراوح تقريبًا من 1.2 إلى 1.7 متر وأطوال تتجاوز 15 مترًا.2. تقوم ملازم العمل التي تعمل بالمؤازرة بتدوير الأسطوانة وفهرستها، بينما تقوم ملزمة داعمة أو غراب ذيل بتثبيت الطرف المقابل. ثم تتحرك رؤوس الحفر التي تعمل بنظام CNC إلى الإحداثيات المحورية والمحيطية المبرمجة. اعتمادًا على التكوين،, قد تحتوي الآلة الواحدة على ثلاثة إلى سبعة رؤوس طاقة.3. يمكن أن تشمل الأنظمة الداعمة الدوران التلقائي لسائل التبريد، وناقلات الرقائق، واكتشاف السطح، والمحاذاة بالليزر، واكتشاف الأداة المكسورة، وتشخيص الأخطاء. تحول هذه الأنظمة العملية اليدوية الصعبة إلى عملية إنتاج خاضعة للرقابة وقابلة للتكرار.
لماذا يلزم وجود آلة حفر أسطوانات CNC مخصصة لمعالجة الأسطوانات؟
لا يمكن التعامل مع أسطوانة منحنية عملاقة مثل لوح مسطح. فالتخطيط اليدوي، والدوران المتكرر، والحفر الشعاعي تزيد من الأخطاء، ومخاطر السلامة، ووقت الإنتاج.
يلزم وجود آلة حفر أسطوانات CNC مخصصة لأن أسطوانات الغلايات طويلة وثقيلة ومنحنية ومغطاة بكثافة بثقوب دقيقة الموقع. تسمح الملازم المتخصصة، والفهرسة المؤازرة، وإحداثيات CNC، ورؤوس الحفر المتعددة بتشغيل نمط الثقوب بالكامل في تثبيت واحد.

قطع العمل الأسطوانية الكبيرة تخلق مشاكل خاصة
تم تصميم آلة الحفر الرأسية القياسية بشكل أساسي للمكونات المسطحة أو متوسطة الحجم. تمثل أسطوانة الغلاية مشكلة تصنيع مختلفة تمامًا. إن قطرها الكبير، وجسمها الطويل، وسطحها المنحني، ووزنها الثقيل تجعل التحميل وتغيير الموقع أمراً صعباً. قد تحتاج الأسطوانة إلى مئات أو آلاف الثقوب المحيطية والمحورية.4. يجب أن يتطابق كل ثقب مع أنبوب أو ميزة تجميع أخرى.
يبدأ الإنتاج التقليدي بالقياس والتخطيط اليدوي. يحدد العمال كل ثقب، وينشئون نقاط مركزية، ويحركوا المثقاب الشعاعي من موضع إلى آخر. قد تتطلب الأسطوانة ثلاث أو أربع دورات أثناء العملية. كل حركة تقدم فرصة جديدة لخطأ في تحديد الموقع. يمكن أن تؤثر استدارة الأسطوانة وتغيرات السطح أيضًا على القياسات اليدوية.
تحمل الآلة المخصصة الأسطوانة بين ملازمين كبيرتين أو وحدتين داعمتين. يوفر طرف واحد دورانًا محكومًا بالمؤازرة، بينما يتبع الطرف الآخر الحمل ويدعمه. يحافظ التثبيت الهيدروليكي على استقرار قطعة العمل. يقوم نظام CNC بتحويل إحداثيات الثقب المبرمجة إلى حركة محورية وفهرسة دورانية.
| عامل الإنتاج | الثقب الشعاعي التقليدي | الثقب بالأسطوانة ذو التحكم الرقمي بالحاسوب (CNC) |
|---|---|---|
| تحديد موقع الثقب | القياس والتخطيط اليدوي | التحكم بالإحداثيات المبرمجة |
| مناولة الأسطوانة | التدوير والتثبيت المتكرر | الفهرسة المؤازرة في الموقع |
| ترتيب الثقب | ثقب تلو الآخر | يمكن لرؤوس متعددة العمل معاً |
| الاعتماد على المشغل | اعتماد قوي على الخبرة | تشغيل البرنامج الموحد |
| مصدر الخطأ | التخطيط والقياس وإعادة التموضع | المعايرة وحالة الآلة بشكل أساسي |
| سجلات العمليات | يدوية غالباً | البرمجة الرقمية وبيانات التشغيل الآلي |
الأتمتة تقلل من العمالة وتفاوت العمليات
قد تتطلب الأسطوانة التقليدية أسبوع أو أسبوعين للتخطيط، ومركزة الثقوب، وإعادة التموضع، والحفر5. يمكن لنظام التحكم الرقمي بالحاسوب (CNC) المناسب اختصار نفس العملية العامة إلى عدة أيام، على الرغم من أن الوقت الفعلي يعتمد على عدد الثقوب، وسماكة الجدار، والمواد، والأدوات. تعمل ميزة الاقتراب السريع التلقائي، والتغذية المتحكم بها، واكتشاف الاختراق، وتراجع الأداة على تقليل الحركات غير الضرورية. كما تدعم أنظمة التبريد وإزالة الرقائق الإنتاج المستمر. والنتيجة هي جهد بدني أقل، واعتماد أقل على الخبرة الفردية، وأنماط ثقوب أكثر اتساقًا.
ما هي أنواع ثقوب الأنابيب التي يمكن لآلة حفر أسطوانات CNC معالجتها؟
تتطلب أسطوانات الغلايات أكثر من مجرد ثقوب دائرية عادية. إذ تتطلب الأنابيب واللحامات والأختام ونقاط التجميع المختلفة أقطارًا وأخاديد وخطوات ومواقع متحكمًا بها.
يمكن لآلة حفر الأسطوانات التي تعمل بنظام CNC معالجة الثقوب النافذة للأنابيب، وثقوب أخاديد اللحام، والثقوب الغائرة (countersunk)، والثقوب الموسعة (reamed)، والثقوب المتدرجة، وثقوب اللولبة، وثقوب التموضع. عادةً ما يغطي الحفر التقليدي أقطارًا تتراوح من Φ20 إلى Φ63 مم تقريبًا، وذلك حسب قدرة عمود الدوران، والأدوات، والمواد، وسماكة الجدار.

أشكال الثقوب والفتحات الشائعة
تشكل الثقوب النافذة للأنابيب عبء العمل الرئيسي في إنتاج أسطوانات الغلايات. تربط هذه الفتحات الأسطوانة بأنابيب سطح التسخين، أو أنابيب النزول، أو أنابيب الصعود، أو أنظمة الأنابيب الأخرى. تستخدم العديد من التطبيقات أقطارًا تتراوح تقريبًا بين Φ20 و Φ63 مم. غالبًا ما يمكن تشكيل الثقوب التي يقل قطرها عن Φ52 مم في تمريرة حفر واحدة في ظل ظروف مناسبة. قد تحتاج الفتحات الأكبر إلى حفر تمهيدي، أو حفر متدرج، أو توسيع.
تتضمن ثقوب أخاديد اللحام حافة مشطوفة أو مشكلة عند مدخل الثقب. يهيئ الأخدود منطقة التوصيل للحام ويساعد في إنشاء هندسة اللحام المطلوبة. في بعض الأحيان، يمكن لأداة حفر وتغوير (countersinking) مشتركة إنتاج الثقب النافذ والأخدود في عملية واحدة. هذا يقلل من تغيير الأدوات ويدعم أبعاد أخدود متسقة.
تحتوي الثقوب المتدرجة والمجوفة (counterbored) على قطرين أو أكثر. قد تدعم هذه الميزات أجزاء الإحكام، أو توصيلات الأنابيب، أو هياكل التجميع. توفر الثقوب الموسعة تحكمًا أكثر دقة في القطر وسطحًا داخليًا أفضل من الحفر العادي. تعمل ثقوب التموضع كمرجع للتجميع أو لمراحل التصنيع اللاحقة.
| نوع الثقب | الغرض الرئيسي | العملية النموذجية |
|---|---|---|
| ثقب نافذ للأنبوب | إدخال وتوصيل الأنبوب | الحفر |
| ثقب أخدود اللحام | تجهيز اللحام | الحفر والتغوير |
| ثقب متدرج | هيكل الإحكام أو التجميع | Drilling and counterboring |
| Reamed hole | Improved size and surface control | Drilling and reaming |
| Tapped hole | Threaded connection | الثقب والتنصيت |
| Positioning hole | Assembly or process reference | Precision drilling or reaming |
| Dense hole group | Connection of many tubes | Programmed batch drilling |
Hole Patterns on Curved Surfaces
The main challenge is often the hole pattern rather than the individual hole. A drum can contain dense rows distributed around its circumference and along its full length. The CNC system coordinates axial travel with servo-controlled rotation to place every hole. Typical production requirements may specify adjacent hole-pitch errors within approximately ±0.5 mm and long-distance positional errors within approximately ±1.5 mm6. Exact tolerances depend on the drum design, applicable standard, machine calibration, and inspection method.
Most drum applications involve through-holes instead of deep blind holes. Inclined holes and special grooves may also be possible when the machine has suitable axis control and tool-head adjustment. The machine configuration must match the required hole angle, depth, material grade, and drum wall thickness.
ما هي المزايا الرئيسية التي يقدمها مثقاب الأسطوانات CNC لإنتاج أوعية الضغط العالي؟
Small hole errors can prevent tube insertion, weaken weld consistency, or create uneven stress. In pressure-bearing equipment, these problems can affect reliability and production acceptance.
A CNC drum drill improves hole-pattern accuracy, batch consistency, production speed, process traceability, and operator safety. Its rigid structure, servo indexing, automated feed, coolant delivery, and chip removal support reliable machining of thick-walled pressure-bearing drums.
Accuracy and Repeatability
تتطلب أوعية الضغط العالي تحكماً دقيقاً في موضع الثقب وقطره وعموديته وشكل الحز. يؤدي التخطيط اليدوي إلى حدوث أخطاء ناتجة عن القياس والوسم واستدارة الأسطوانة وتقدير المشغل. بينما تعمل خاصية التحكم في الإحداثيات بواسطة الحاسب الآلي (CNC) على إلغاء معظم خطوات التموضع اليدوي، حيث يطبق البرنامج نفسه الإحداثيات الاسمية ذاتها على كل ثقب.
كما يضمن الإنتاج بنظام التثبيت الواحد الحفاظ على اتساق المرجع الأساسي. إن إزالة الأسطوانة وتدويرها بشكل متكرر قد يؤدي إلى أخطاء تراكمية بين مجموعات الثقوب، بينما يحافظ ظرف التثبيت ذو المؤشر المؤازر على قطعة العمل ضمن نظام إحداثيات واحد خاضع للتحكم. ويمكن لوظائف اكتشاف الأسطح أو المحاذاة تصحيح العلاقة بين النموذج المبرمج وموضع الأسطوانة الفعلي.
يجب تحديد الدقة القابلة للتحقيق بعناية؛ إذ يمكن التحكم في تموضع الآلة محلياً بمستوى أدق بكثير من نمط الثقوب النهائي. تتأثر الدقة النهائية بحجم قطعة العمل واستدارتها والتغير الحراري ومحاذاة ظرف التثبيت والانحراف الهيكلي وتآكل الأداة وظروف الفحص. ولهذا السبب، ينبغي أن تستند تفاوتات الإنتاج إلى بيانات قبول معتمدة بدلاً من الاعتماد على دقة وحدة التحكم وحدها.
| الميزة | قيمة الإنتاج |
|---|---|
| تحديد الإحداثيات بواسطة الحاسب الآلي (CNC) | يقلل من أخطاء التخطيط اليدوي |
| التصنيع بنظام التثبيت الواحد | يحد من أخطاء تحويل المرجع الأساسي |
| الفهرسة الدورانية المؤازرة | يتحكم في مواضع الثقوب المحيطية |
| رؤوس حفر متعددة | معالجة عدة مناطق بالتوازي |
| التحكم التلقائي في التغذية | يؤدي إلى استقرار ظروف القطع |
| سائل تبريد عبر عمود الدوران أو موجه | يتحكم في الحرارة ويساعد في إزالة الرقائق |
| اكتشاف الأداة المكسورة | يقلل من الأضرار بعد تعطل الأداة |
| البرامج الرقمية | تدعم التكرارية وإمكانية التتبع |
الإنتاجية واستقرار العملية
يمكن لآلة ذات رؤوس متعددة معالجة عدة ثقوب في وقت واحد. هذا الترتيب يمكن أن يرفع الإنتاجية بمقدار ثلاثة إلى خمسة أضعاف7 في العديد من التطبيقات المناسبة. قد تحقق بعض الأنظمة عالية التحسين مكاسب أكبر. يعتمد الناتج الفعلي على عدد الرؤوس، وتباعد الثقوب، وقطر الحفر، وقوة المادة، وعمر الأداة، ووقت التحميل.
لا يأتي وقت الإنتاج الأقصر من الحفر الأسرع فحسب. إذ تلغي الآلة التخطيط اليدوي، والتثقيب المركزي، والمناولة المتكررة بالرافعات، والعديد من عمليات المحاذاة. كما يقلل الإزالة التلقائية للرايش من الانقطاعات الناتجة عن تشابك الرايش. يساعد التبريد الداخلي أو توصيل سائل التبريد الموجه في منع تراكم الرايش في الجدران السميكة. كما يقلل التحكم المستقر في التغذية من خطر التحميل الزائد على الأداة وكسرها.
تعمل البرامج الرقمية على تحسين الاتساق عبر الأسطوانات المختلفة. يمكن إعادة استخدام برنامج مصحح ومعتمد لنفس الطراز. يمكن لسجلات الإنتاج دعم عمليات التفتيش، ووثائق العملاء، وتتبع الجودة. هذه الفوائد مهمة في تصنيع أوعية الضغط، حيث تعد العمليات القابلة للتكرار بنفس أهمية سرعة التشغيل الاسمية.
ما هي الصناعات والتطبيقات الثقيلة التي تعتمد على آلات حفر الأسطوانات CNC؟
تظهر الأجزاء الأسطوانية الكبيرة في جميع أنحاء الصناعات الثقيلة، ولكن معدات الحفر التقليدية غالباً ما لا تستطيع تحمل وزنها، أو طولها، أو هندستها المنحنية، أو ترتيبات الثقوب الكثيفة.
تخدم آلات حفر الأسطوانات ذات التحكم الرقمي (CNC) بشكل أساسي تصنيع الغلايات، وتوليد الطاقة، والطاقة النووية، والمعدات البتروكيماوية، وبناء السفن، وطاقة الرياح، والآلات الثقيلة. تشمل التطبيقات النموذجية أسطوانات البخار، ومشعبات الغلايات، وأوعية الضغط، وأغلفة المفاعلات، ومكونات مولدات البخار، وغيرها من الهياكل الأسطوانية الكبيرة.

تصنيع الغلايات ومعدات الطاقة
يعد إنتاج الغلايات التطبيق الرئيسي لآلات حفر الأسطوانات بنظام CNC. تستخدم غلايات محطات الطاقة والغلايات الصناعية أسطوانات ومشعبات مع العديد من توصيلات الأنابيب. يجب أن تتوافق الثقوب مع حزم الأنابيب وتلبي متطلبات اللحام. الأنماط الكثيفة، وأبعاد قطعة العمل الكبيرة، ومسؤوليات تحمل الضغط تجعل معدات CNC المتخصصة ذات قيمة عالية.
المعدات النووية ومعدات الطاقة التقليدية8 يمكن أن تشمل مكونات مولدات البخار، وأوعية الضغط الثقيلة، وغيرها من الهياكل الأسطوانية ذات الجدران السميكة. تتطلب هذه التطبيقات تحكماً عالياً في العملية، وفحصاً شاملاً، وسجلات إنتاج واضحة. يمكن لآلة حفر أسطوانات مناسبة بنظام CNC توفير تحديد موقع قابل للتكرار وتحكم برمجي موثق. يظل تأهيل الآلة، والتحقق من الأدوات، والتفتيش ضرورياً للأعمال ذات الأهمية الحرجة للسلامة.
يستخدم الإنتاج البتروكيماوي أغلفة المفاعلات الكبيرة، والفواصل، ومكونات المبادلات الحرارية9, ، وأوعية العمليات. تتطلب بعض الأجزاء فتحات محيطية، أو ثقوب توصيل، أو ميزات متعلقة بالفوهات محددة بدقة. يمكن تكييف منصة حفر الأسطوانات عندما تقع هندسة قطعة العمل والعملية ضمن حدود السفر والحمل والمغزل الخاصة بها.
حدود التطبيق
ليست كل وظيفة لعمل ثقوب كبيرة تتطلب آلة حفر أسطوانات بنظام CNC. عادة ما تكون ألواح الأنابيب المسطحة أكثر ملاءمة لآلات حفر الألواح بنظام CNC. قد يتم التعامل مع الشفاه الكبيرة بواسطة آلات الحفر القنطرية أو مراكز الخراطة الرأسية. قد تتطلب الأجزاء الهيكلية العامة آلات ثقب أفقية. تكون آلة حفر الأسطوانات أكثر قيمة عندما تحتاج قطعة العمل الأسطوانية إلى العديد من الثقوب المفهرسة بدقة على طول محيطها وطولها.
تعد سعة قطعة العمل عاملاً رئيسياً في الاختيار. يجب أن تقع جميع العوامل مثل قطر الأسطوانة، والطول الإجمالي، والوزن، وسمك الجدار، والمادة، وحجم الثقب، وزاوية الثقب، وكثافة النمط ضمن مواصفات الآلة. يجب أن يوفر ترتيب الظرف قوة تثبيت كافية دون تشويه الغلاف. يجب أن تحافظ السرير والهيكل المتحرك أيضاً على الصلابة تحت أحمال الحفر. لذلك، تمثل الآلة المناسبة نظام إنتاج متكاملاً بدلاً من مجرد مغزل حفر. تؤثر التركيبات، والبرمجيات، والأدوات، وسوائل التبريد، وإزالة الرايش، والمحاذاة، وطرق الفحص جميعها على النتيجة النهائية.
الخاتمة
تعمل آلة حفر الأسطوانات بنظام CNC على أتمتة إنتاج الثقوب بدقة على الأجزاء الأسطوانية الضخمة، مما يحسن الاتساق والسلامة والتتبع والمخرجات عبر تصنيع الغلايات وأوعية الضغط الثقيلة.
-
"غلاية أنابيب المياه", https://en.wikipedia.org/wiki/Water-tube_boiler. ، تتميز أسطوانات الغلايات الصناعية عادة بمئات من توصيلات الأنابيب اعتماداً على السعة والتصميم، مع احتياج غلايات محطات الطاقة الكبيرة إلى توصيلات واسعة من الأنابيب إلى الأسطوانة لدوران المياه وتوليد البخار. دور الأدلة: دعم عام؛ نوع المصدر: بحث. يدعم: كميات ثقوب الأنابيب النموذجية في أسطوانات الغلايات الصناعية. ملاحظة النطاق: تختلف الأعداد الدقيقة بشكل كبير حسب نوع الغلاية والسعة ومواصفات الشركة المصنعة. ↩
-
"وعاء الضغط"،, https://en.wikipedia.org/wiki/Pressure_vessel. تتراوح أسطوانات غلايات محطات الطاقة عادةً من 1 إلى 2 متر في القطر مع أطوال تمتد لأكثر من 10 أمتار، حيث يتم تحديد الأبعاد الدقيقة بناءً على سعة الغلاية، وتصنيف الضغط، ومتطلبات الدوران. دور الدليل: دعم عام؛ نوع المصدر: تعليمي. يدعم: النطاقات البعدية النموذجية لأسطوانات الغلايات الصناعية. ملاحظة النطاق: الأبعاد المذكورة تمثل نطاقات صناعية شائعة وليست معايير عالمية. ↩
-
"ملحق ثقب برؤوس متعددة"،, https://www.youtube.com/watch?v=L0e_vX0NsC8. تستخدم آلات الثقب متعددة الرؤوس لقطع العمل الكبيرة عادةً رؤوساً متعددة يتم التحكم فيها بشكل مستقل لتمكين العمليات المتزامنة، مع تباين التكوينات بناءً على هندسة قطعة العمل ومتطلبات الإنتاج. دور الدليل: دعم عام؛ نوع المصدر: آخر. يدعم: تكوينات رؤوس الطاقة النموذجية في أنظمة الثقب متعددة الرؤوس. ملاحظة النطاق: يعتمد عدد الرؤوس المحدد على فلسفة تصميم الآلة والتطبيق المقصود وليس على معايير الصناعة الشاملة. ↩
-
"محطة طاقة حرارية"،, https://en.wikipedia.org/wiki/Thermal_power_station. تتطلب أسطوانات الغلايات الكبيرة في المرافق وصلات أنابيب واسعة النطاق لأنظمة دوران المياه، مع تزايد عدد الثقوب تبعاً لسعة الغلاية ومتطلبات مساحة سطح نقل الحرارة. دور الدليل: دعم عام؛ نوع المصدر: بحثي. يدعم: كميات الثقوب المطلوبة في تصنيع أسطوانات الغلايات الكبيرة. ملاحظة النطاق: تختلف أعداد الثقوب الفعلية بشكل كبير بناءً على نوع الغلاية، والسعة، ومعايير التصميم المحددة. ↩
-
"بناء الغلايات الحديثة: كيف يتم ثقب أسطوانات الغلايات (ولماذا ذلك ..."،, https://www.youtube.com/watch?v=UEFl2xLBoO4. يتضمن التخطيط اليدوي وثقب أسطوانات أوعية الضغط الكبيرة خطوات تحديد المواقع، والقياس، والتشغيل الآلي الكثيفة العمالة، مما يطيل دورات الإنتاج بشكل كبير مقارنة بالطرق الآلية. دور الدليل: دعم عام؛ نوع المصدر: آخر. يدعم: متطلبات وقت الإنتاج لعمليات ثقب الأسطوانات اليدوية. ملاحظة النطاق: يعتمد وقت المعالجة الفعلي بشكل كبير على حجم الأسطوانة، وكمية الثقوب، والمواد، وقدرات المنشأة. ↩
-
"6551. الأوعية، والغلايات، وأجهزة تخفيف الضغط."،, https://www.dir.ca.gov/title8/6551.html. تضع قوانين تصنيع أوعية الضغط تفاوتات موضعية لوصلات الأنابيب لضمان التوافق الصحيح والسلامة الهيكلية، مع قيم محددة تعتمد على فئة الوعاء، وحجم الأنبوب، ومتطلبات اللحام. دور الدليل: دعم عام؛ نوع المصدر: حكومي. يدعم: متطلبات التفاوت الموضعي لثقوب أنابيب أسطوانات الغلايات. ملاحظة النطاق: التفاوتات المذكورة تمثل أهداف تصنيع نموذجية وليست متطلبات قانونية عالمية. ↩
-
"تقرير إنتاجية الثقب – معلومات الطاقة الأمريكية ..."،, https://www.eia.gov/petroleum/drilling/. يمكن لأنظمة الثقب بالتحكم الرقمي باستخدام الحاسوب (CNC) متعددة الرؤوس تقليل أوقات الدورات بشكل كبير مقارنة بالعمليات أحادية الرأس أو اليدوية من خلال المعالجة المتوازية والقضاء على خطوات إعادة التموضع، مع اعتماد المكاسب الفعلية على تعقيد قطعة العمل وأنماط الثقوب. دور الدليل: دعم عام؛ نوع المصدر: بحثي. يدعم: تحسينات الإنتاجية من أنظمة الثقب الآلية متعددة الرؤوس. ملاحظة النطاق: تتباين مضاعفات الإنتاجية بشكل واسع بناءً على التطبيق المحدد، وكثافة الثقوب، والمواد، وطريقة المقارنة الأساسية. ↩
-
"الفصل 02.3 مولدات البخار."،, https://www.nrc.gov/docs/ML1125/ML11251A016.pdf. تستخدم محطات الطاقة النووية أوعية ضغط أسطوانية كبيرة بما في ذلك مولدات البخار مع وصلات واسعة النطاق بين الأنابيب وألواح الأنابيب، وأوعية المفاعل، وأجهزة الضغط التي تتطلب عمليات ثقب دقيقة أثناء التصنيع. دور الدليل: دعم عام؛ نوع المصدر: تعليمي. يدعم: استخدام أوعية الضغط الأسطوانية الكبيرة في أنظمة الطاقة النووية. ملاحظة النطاق: يتضمن تصنيع المكونات النووية متطلبات متخصصة إضافية تتجاوز تصنيع أوعية الضغط التقليدية. ↩
-
"تصميم معدات العمليات الكيميائية | ريتشارد تورتون"،, https://richardturton.faculty.wvu.edu/publications/chemical-process-equipment-design. تستخدم منشآت البتروكيماويات أوعية ضغط أسطوانية كبيرة تشمل المفاعلات، وأعمدة التقطير، وأجهزة الفصل، والمبادلات الحرارية التي تتطلب العديد من الوصلات الموضعية بدقة لأنابيب العمليات، والأجهزة، والمكونات الداخلية. دور الدليل: دعم عام؛ نوع المصدر: تعليمي. يدعم: استخدام أوعية الضغط الأسطوانية الكبيرة في معالجة البتروكيماويات. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.