

What Is a CNC Drum Drilling Machine?
Large boiler drums can contain hundreds of tube holes1. Manual marking and drilling can cause positioning errors, long production cycles, and serious assembly problems.
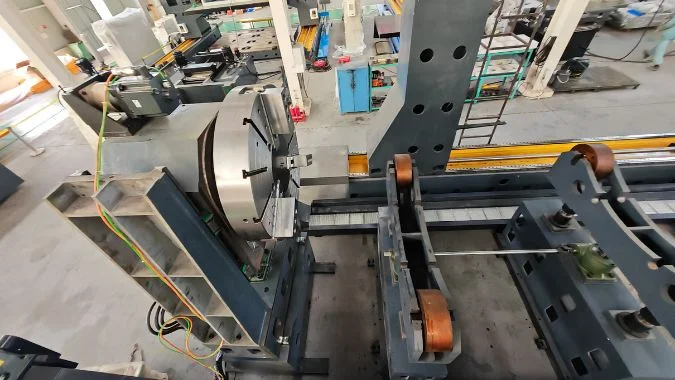
A CNC drum drilling machine is a specialized heavy machine tool that automatically drills, reams, countersinks, taps, and machines welding grooves on large cylindrical drums and headers. CNC coordinate control, servo indexing, and dedicated chucks replace manual layout and repeated workpiece handling.

A CNC drum drilling machine is mainly built for boiler and pressure-vessel manufacturing. Typical workpieces include power station boiler drums, industrial boiler drums, headers, and other large cylindrical pressure-bearing parts. Some machines can hold drums with diameters of approximately 1.2 to 1.7 metres and lengths exceeding 15 metres2. A servo-driven chuck rotates and indexes the drum, while a supporting chuck or tailstock holds the opposite end. CNC drilling heads then move to programmed axial and circumferential coordinates. Depending on the configuration, one machine may have three to seven power heads3. Supporting systems can include automatic coolant circulation, chip conveyors, surface detection, laser alignment, broken-tool detection, and fault diagnosis. These systems turn a difficult manual process into a controlled and repeatable production process.
Why Is a Dedicated CNC Drum Drilling Machine Required for Processing Drums?
A giant curved drum cannot be handled like a flat plate. Manual layout, repeated rotation, and radial drilling increase errors, safety risks, and production time.
A dedicated CNC drum drilling machine is required because boiler drums are long, heavy, curved, and densely covered with accurately positioned holes. Specialized chucks, servo indexing, CNC coordinates, and multiple drilling heads allow the complete hole pattern to be machined in one clamping.

Large Cylindrical Workpieces Create Special Problems
A standard vertical drilling machine is designed mainly for flat or moderately sized components. A boiler drum presents a very different machining problem. Its large diameter, long body, curved surface, and heavy weight make loading and repositioning difficult. A drum may need hundreds or thousands of circumferential and axial holes4. Every hole must match a tube or another assembly feature.
Traditional production starts with manual measurement and layout. Workers mark each hole, create centre points, and move a radial drill from one position to another. The drum may require three or four rotations during the process. Each movement introduces a new chance for positioning error. Drum roundness and surface variation can also affect manual measurements.
A dedicated machine holds the drum between two large chucks or supporting units. One end provides servo-controlled rotation, while the other end follows and supports the load. Hydraulic clamping keeps the workpiece stable. The CNC system converts the programmed hole coordinates into axial movement and rotary indexing.
| Production factor | Traditional radial drilling | CNC drum drilling |
|---|---|---|
| Hole positioning | Manual measurement and marking | Programmed coordinate control |
| Drum handling | Repeated rotation and clamping | In-position servo indexing |
| Drilling arrangement | One hole after another | Multiple heads can work together |
| Operator dependence | Strong dependence on experience | Standardized program operation |
| Error source | Layout, measurement, and repositioning | Mainly calibration and machine condition |
| Process records | Often manual | Digital program and machining data |
Automation Reduces Labor and Process Variation
A conventional drum may require one or two weeks for layout, centre punching, repositioning, and drilling5. A suitable CNC system can shorten the same general process to several days, although actual time depends on hole quantity, wall thickness, material, and tooling. Automatic rapid approach, controlled feed, breakthrough detection, and tool retraction reduce unnecessary movement. Coolant and chip-removal systems also support continuous production. The result is lower physical effort, less dependence on individual experience, and more consistent hole patterns.
What Types of Tube Holes Can a CNC Drum Drilling Machine Process?
Boiler drums require more than ordinary round holes. Different tubes, welds, seals, and assembly points demand controlled diameters, grooves, steps, and positions.
A CNC drum drilling machine can process tube through-holes, welding-groove holes, countersunk holes, reamed holes, stepped holes, tapping holes, and positioning holes. Conventional drilling commonly covers diameters from about Φ20 to Φ63 mm, subject to spindle power, tooling, material, and wall thickness.

Common Hole and Opening Forms
Tube through-holes form the main workload in boiler drum production. These openings connect the drum with heating-surface tubes, downcomers, risers, or other tube systems. Many applications use diameters between approximately Φ20 and Φ63 mm. Holes below about Φ52 mm can often be formed in one drilling pass under suitable conditions. Larger openings may need pilot drilling, stepped drilling, or reaming.
Welding-groove holes include a chamfer or formed edge at the hole entrance. The groove prepares the connection area for welding and helps establish the required weld geometry. A combined drilling and countersinking tool can sometimes produce the through-hole and groove in one operation. This reduces tool changes and supports consistent groove dimensions.
Stepped and counterbored holes contain two or more diameters. These features may support sealing parts, tube connections, or assembly structures. Reamed holes provide tighter diameter control and a better internal surface than ordinary drilling. Positioning holes serve as references for assembly or later manufacturing stages.
| Hole type | Main purpose | Typical process |
|---|---|---|
| Tube through-hole | Tube insertion and connection | Drilling |
| Welding-groove hole | Weld preparation | Drilling and countersinking |
| Stepped hole | Sealing or assembly structure | Drilling and counterboring |
| Reamed hole | Improved size and surface control | Drilling and reaming |
| Tapped hole | Threaded connection | Drilling and tapping |
| Positioning hole | Assembly or process reference | Precision drilling or reaming |
| Dense hole group | Connection of many tubes | Programmed batch drilling |
Hole Patterns on Curved Surfaces
The main challenge is often the hole pattern rather than the individual hole. A drum can contain dense rows distributed around its circumference and along its full length. The CNC system coordinates axial travel with servo-controlled rotation to place every hole. Typical production requirements may specify adjacent hole-pitch errors within approximately ±0.5 mm and long-distance positional errors within approximately ±1.5 mm6. Exact tolerances depend on the drum design, applicable standard, machine calibration, and inspection method.
Most drum applications involve through-holes instead of deep blind holes. Inclined holes and special grooves may also be possible when the machine has suitable axis control and tool-head adjustment. The machine configuration must match the required hole angle, depth, material grade, and drum wall thickness.
What Key Advantages Does a CNC Drum Drill Bring to High-Pressure Vessel Production?
Small hole errors can prevent tube insertion, weaken weld consistency, or create uneven stress. In pressure-bearing equipment, these problems can affect reliability and production acceptance.
A CNC drum drill improves hole-pattern accuracy, batch consistency, production speed, process traceability, and operator safety. Its rigid structure, servo indexing, automated feed, coolant delivery, and chip removal support reliable machining of thick-walled pressure-bearing drums.
Accuracy and Repeatability
A high-pressure vessel requires controlled hole position, diameter, perpendicularity, and groove form. Manual layout introduces errors from measurement, marking, drum roundness, and operator judgment. CNC coordinate control removes most manual positioning steps. The same program applies the same nominal coordinates to every hole.
Single-clamping production also protects datum consistency. Repeatedly removing and rotating a drum can create cumulative errors between hole groups. A servo-indexed chuck keeps the workpiece in one controlled coordinate system. Surface-detection or alignment functions can correct the relationship between the programmed model and the actual drum position.
The achievable accuracy must be stated carefully. Local machine positioning may be controlled at a much finer level than the final hole pattern. Final accuracy is affected by workpiece size, roundness, thermal change, chuck alignment, structural deflection, tool wear, and inspection conditions. For that reason, production tolerances should be based on validated acceptance data rather than controller resolution alone.
| Advantage | Production value |
|---|---|
| CNC coordinate positioning | Reduces manual layout errors |
| One-clamping machining | Limits datum conversion errors |
| Servo rotary indexing | Controls circumferential hole positions |
| Multiple drilling heads | Processes several areas in parallel |
| Automatic feed control | Stabilizes cutting conditions |
| Through-spindle or directed coolant | Controls heat and helps remove chips |
| Broken-tool detection | Reduces damage after tool failure |
| Digital programs | Support repeatability and traceability |
Productivity and Process Stability
A multi-head machine can process several holes at the same time. This arrangement can raise productivity by three to five times7 in many suitable applications. Some highly optimized systems may achieve larger gains. Actual output depends on head quantity, hole spacing, drilling diameter, material strength, tool life, and loading time.
Shorter production time does not come only from faster drilling. The machine removes manual layout, centre punching, repeated crane handling, and many alignment operations. Automatic chip removal reduces interruptions caused by tangled chips. Internal coolant or targeted coolant delivery helps prevent chip packing in thick walls. Stable feed control also lowers the risk of tool overload and breakage.
Digital programs improve consistency across different drums. A corrected and approved program can be used again for the same model. Production records can support inspection, customer documentation, and quality traceability. These benefits are important in pressure-vessel manufacturing, where repeatable processes are as important as the nominal machining speed.
Which Industries and Heavy Applications Rely on CNC Drum Drilling Machines?
Large cylindrical parts appear across heavy industry, but conventional drilling equipment often cannot support their weight, length, curved geometry, or dense hole arrangements.
CNC drum drilling machines mainly serve boiler manufacturing, power generation, nuclear energy, petrochemical equipment, shipbuilding, wind power, and heavy machinery. Typical applications include steam drums, boiler headers, pressure vessels, reactor shells, steam-generator components, and other large cylindrical structures.

Boiler and Power Equipment Manufacturing
Boiler production is the main application for CNC drum drilling machines. Power station boilers and industrial boilers use drums and headers with many tube connections. The holes must align with tube bundles and meet welding requirements. Dense patterns, large workpiece dimensions, and pressure-bearing responsibilities make specialized CNC equipment valuable.
Nuclear and conventional power equipment8 can include steam-generator components, heavy pressure vessels, and other thick-walled cylindrical structures. These applications require high process control, extensive inspection, and clear production records. A suitable CNC drum drill can provide repeatable positioning and documented program control. Machine qualification, tooling validation, and inspection remain essential for safety-critical work.
Petrochemical production uses large reactor shells, separators, heat-exchanger components9, and process vessels. Some parts require circumferential openings, connection holes, or accurately positioned nozzle-related features. A drum drilling platform may be adapted when the workpiece geometry and process fall within its travel, load, and spindle limits.
Boundaries of Application
Not every large hole-making job requires a CNC drum drilling machine. Flat tube sheets are usually better matched with CNC plate drilling machines. Large flanges may be handled by gantry drilling machines or vertical turning centres. General structural parts may require horizontal boring mills. The drum drilling machine is most valuable when a cylindrical workpiece needs many accurately indexed holes along both its circumference and length.
Workpiece capacity is a key selection factor. Drum diameter, overall length, weight, wall thickness, material, hole size, hole angle, and pattern density must all fall within the machine specification. The chuck arrangement must provide enough clamping force without distorting the shell. The bed and moving structure must also maintain rigidity under drilling loads. A suitable machine therefore represents a complete production system rather than only a drilling spindle. Fixtures, software, tools, coolant, chip removal, alignment, and inspection methods all affect the final result.
Conclusion
A CNC drum drilling machine automates accurate hole production on massive cylindrical parts, improving consistency, safety, traceability, and output across boiler and heavy pressure-vessel manufacturing.
-
"Water-tube boiler", https://en.wikipedia.org/wiki/Water-tube_boiler. Industrial boiler drums commonly feature hundreds of tube connections depending on capacity and design, with larger power station boilers requiring extensive tube-to-drum connections for water circulation and steam generation. Evidence role: general_support; source type: research. Supports: typical tube hole quantities in industrial boiler drums. Scope note: Exact counts vary significantly by boiler type, capacity, and manufacturer specifications. ↩
-
"Pressure vessel", https://en.wikipedia.org/wiki/Pressure_vessel. Power station boiler drums commonly range from 1 to 2 metres in diameter with lengths extending beyond 10 metres, with exact dimensions determined by boiler capacity, pressure rating, and circulation requirements. Evidence role: general_support; source type: education. Supports: typical dimensional ranges for industrial boiler drums. Scope note: Dimensions cited represent common industrial ranges rather than universal standards. ↩
-
"Multi-spindle Head Drilling Attachment", https://www.youtube.com/watch?v=L0e_vX0NsC8. Multi-spindle drilling machines for large workpieces commonly employ multiple independently controlled heads to enable simultaneous operations, with configurations varying based on workpiece geometry and production requirements. Evidence role: general_support; source type: other. Supports: typical power head configurations in multi-spindle drilling systems. Scope note: Specific head counts depend on machine design philosophy and intended application rather than industry-wide standards. ↩
-
"Thermal power station", https://en.wikipedia.org/wiki/Thermal_power_station. Large utility boiler drums require extensive tube connections for water circulation systems, with hole counts scaling with boiler capacity and heat transfer surface area requirements. Evidence role: general_support; source type: research. Supports: hole quantities required in large boiler drum manufacturing. Scope note: Actual hole counts vary widely based on boiler type, capacity, and specific design parameters. ↩
-
"Modern Boiler Builds: How Drum Holes Get Drilled (and Why It …", https://www.youtube.com/watch?v=UEFl2xLBoO4. Manual layout and drilling of large pressure vessel drums involves labor-intensive positioning, measurement, and machining steps that extend production cycles significantly compared to automated methods. Evidence role: general_support; source type: other. Supports: production time requirements for manual drum drilling operations. Scope note: Actual processing time depends heavily on drum size, hole quantity, material, and facility capabilities. ↩
-
"6551. Vessels, Boilers and Pressure Relief Devices.", https://www.dir.ca.gov/title8/6551.html. Pressure vessel manufacturing codes establish positional tolerances for tube connections to ensure proper fit-up and structural integrity, with specific values depending on vessel class, tube size, and welding requirements. Evidence role: general_support; source type: government. Supports: positional tolerance requirements for boiler drum tube holes. Scope note: Cited tolerances represent typical manufacturing targets rather than universal code requirements. ↩
-
"Drilling Productivity Report – U.S. Energy Information …", https://www.eia.gov/petroleum/drilling/. Multi-spindle CNC drilling systems can significantly reduce cycle times compared to single-spindle or manual operations through parallel processing and elimination of repositioning steps, with actual gains depending on workpiece complexity and hole patterns. Evidence role: general_support; source type: research. Supports: productivity improvements from multi-spindle automated drilling systems. Scope note: Productivity multipliers vary widely based on specific application, hole density, material, and baseline comparison method. ↩
-
"Chapter 02.3 Steam Generators.", https://www.nrc.gov/docs/ML1125/ML11251A016.pdf. Nuclear power plants employ large cylindrical pressure vessels including steam generators with extensive tube-to-tubesheet connections, reactor vessels, and pressurizers that require precision drilling operations during fabrication. Evidence role: general_support; source type: education. Supports: use of large cylindrical pressure vessels in nuclear power systems. Scope note: Nuclear component manufacturing involves additional specialized requirements beyond conventional pressure vessel fabrication. ↩
-
"Chemical Process Equipment Design | Richard Turton", https://richardturton.faculty.wvu.edu/publications/chemical-process-equipment-design. Petrochemical facilities employ large cylindrical pressure vessels including reactors, distillation columns, separators, and heat exchangers that require numerous precisely positioned connections for process piping, instrumentation, and internal components. Evidence role: general_support; source type: education. Supports: use of large cylindrical pressure vessels in petrochemical processing. ↩

Chris Lu
Leveraging over a decade of hands-on experience in the machine tool industry, particularly with CNC machines, I'm here to help. Whether you have questions sparked by this post, need guidance on selecting the right equipment (CNC or conventional), are exploring custom machine solutions, or are ready to discuss a purchase, don't hesitate to CONTACT Me. Let's find the perfect machine tool for your needs.