

Что такое станок для сверления отверстий в барабанах с ЧПУ?
Барабаны крупногабаритных котлов могут содержать сотни трубных отверстий.1. Ручная разметка и сверление могут привести к ошибкам позиционирования, увеличению производственных циклов и серьезным проблемам при сборке.
Станок для сверления барабанов с ЧПУ — это специализированное тяжелое оборудование, которое автоматически выполняет сверление, зенкерование, цекование, нарезание резьбы и обработку сварочных фасок на крупных цилиндрических барабанах и коллекторах. Координатное управление ЧПУ, сервоиндексация и специальные патроны заменяют ручную разметку и многократное перемещение заготовки.

Станок для сверления барабанов с ЧПУ предназначен главным образом для производства котлов и сосудов под давлением. Типичные заготовки включают барабаны котлов электростанций, промышленных котлов, коллекторы и другие крупные цилиндрические детали, работающие под давлением. Некоторые станки могут удерживать барабаны диаметром примерно от 1,2 до 1,7 метра и длиной более 15 метров.2. Сервоприводный патрон вращает и индексирует барабан, в то время как поддерживающий патрон или задняя бабка удерживают противоположный конец. Затем сверлильные головки с ЧПУ перемещаются по заданным осевым и окружным координатам. В зависимости от конфигурации, один станок может иметь от трех до семи силовых головок.3. Вспомогательные системы могут включать автоматическую циркуляцию охлаждающей жидкости, конвейеры для стружки, системы обнаружения поверхности, лазерное центрирование, датчики поломки инструмента и диагностику неисправностей. Эти системы превращают сложный ручной процесс в контролируемый и воспроизводимый производственный процесс.
Почему для обработки барабанов требуется специализированный станок для сверления с ЧПУ?
С огромным цилиндрическим барабаном нельзя обращаться так же, как с плоской пластиной. Ручная разметка, повторные повороты и радиальное сверление увеличивают количество ошибок, риски безопасности и время производства.
Специализированный станок для сверления барабанов с ЧПУ необходим, потому что барабаны котлов длинные, тяжелые, изогнутые и плотно покрыты точно расположенными отверстиями. Специальные патроны, сервоиндексация, координатное управление ЧПУ и несколько сверлильных головок позволяют обработать полный комплект отверстий за один зажим.

Крупные цилиндрические заготовки создают особые проблемы.
Стандартный вертикально-сверлильный станок предназначен в основном для плоских или умеренно габаритных компонентов. Барабан котла представляет собой совершенно иную задачу для механической обработки. Его большой диаметр, длинный корпус, изогнутая поверхность и большой вес затрудняют загрузку и переустановку. Барабан может потребовать сотни или тысячи отверстий по окружности и оси.4. Каждое отверстие должно соответствовать трубе или другому сборочному элементу.
Традиционное производство начинается с ручного измерения и разметки. Рабочие размечают каждое отверстие, создают центровочные точки и перемещают радиально-сверлильный станок с одной позиции на другую. В процессе работы барабан может потребовать трех или четырех поворотов. Каждое перемещение создает новую возможность для ошибки позиционирования. Округлость барабана и отклонения поверхности также могут повлиять на ручные измерения.
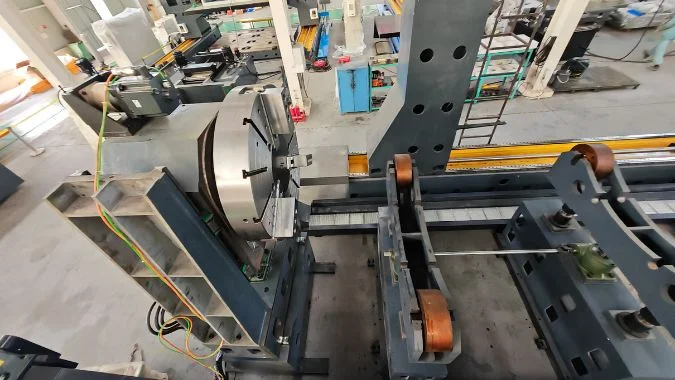
Специализированный станок удерживает барабан между двумя большими патронами или поддерживающими узлами. Один конец обеспечивает вращение с сервоуправлением, в то время как другой конец следует за ним и поддерживает нагрузку. Гидравлический зажим обеспечивает стабильность заготовки. Система ЧПУ преобразует запрограммированные координаты отверстий в осевое перемещение и вращательную индексацию.
| Производственный фактор | Традиционное радиальное сверление | Сверление барабанов на станках с ЧПУ |
|---|---|---|
| Позиционирование отверстий | Ручное измерение и разметка | Программное координатное управление |
| Обработка барабанов | Многократное вращение и зажим | Сервопозиционирование на месте |
| Схема сверления | Отверстие за отверстием | Возможность совместной работы нескольких головок |
| Зависимость от оператора | Сильная зависимость от опыта | Стандартизированная работа по программе |
| Источник ошибок | Разметка, измерение и переустановка | В основном калибровка и состояние станка |
| Технологические записи | Чаще всего вручную | Цифровая программа и данные обработки |
Автоматизация сокращает трудозатраты и отклонения в технологических процессах
Обычный барабан может потребовать одной или двух недель на разметку, кернение, переустановку и сверление5. Подходящая система ЧПУ может сократить этот общий процесс до нескольких дней, хотя фактическое время зависит от количества отверстий, толщины стенки, материала и оснастки. Автоматический быстрый подвод, контролируемая подача, обнаружение прорыва и отвод инструмента сокращают ненужные перемещения. Системы подачи СОЖ и удаления стружки также способствуют непрерывному производству. Результатом является снижение физических усилий, меньшая зависимость от индивидуального опыта и более стабильные характеристики расположения отверстий.
Какие типы трубных отверстий может обрабатывать станок для сверления барабанов с ЧПУ?
Барабаны котлов требуют больше, чем просто обычные круглые отверстия. Различные трубы, сварные швы, уплотнения и места сборки требуют контролируемых диаметров, канавок, ступеней и положений.
Сверлильный станок с ЧПУ для барабанов может обрабатывать сквозные трубные отверстия, отверстия со сварочными фасками, зенкованные отверстия, развернутые отверстия, ступенчатые отверстия, резьбовые отверстия и установочные отверстия. Обычное сверление охватывает диаметры примерно от Φ20 до Φ63 мм в зависимости от мощности шпинделя, оснастки, материала и толщины стенки.

Типовые формы отверстий
Сквозные трубные отверстия составляют основную рабочую нагрузку при производстве котельных барабанов. Эти отверстия соединяют барабан с трубами поверхностей нагрева, опускными трубами, стояками или другими трубными системами. Во многих применениях используются диаметры примерно от Φ20 до Φ63 мм. Отверстия диаметром до примерно Φ52 мм часто могут быть сформированы за один проход при подходящих условиях. Для отверстий большего диаметра может потребоваться предварительное сверление, ступенчатое сверление или развертывание.
Отверстия со сварочной фаской включают скос или сформированный край у входа в отверстие. Фаска подготавливает зону соединения для сварки и помогает создать требуемую геометрию сварного шва. Комбинированный сверлильно-зенковочный инструмент иногда позволяет выполнить сквозное отверстие и фаску за одну операцию. Это сокращает количество смен инструмента и способствует стабильности размеров фаски.
Ступенчатые и цекованные отверстия содержат два или более диаметра. Эти элементы могут использоваться для установки уплотнительных деталей, трубных соединений или сборочных конструкций. Развернутые отверстия обеспечивают более строгий контроль диаметра и лучшее качество внутренней поверхности по сравнению с обычным сверлением. Установочные отверстия служат ориентирами для сборки или последующих этапов производства.
| Тип отверстия | Основная цель | Типовой процесс |
|---|---|---|
| Сквозное трубное отверстие | Вставка и соединение труб | Бурение |
| Отверстие со сварочной фаской | Подготовка под сварку | Сверление и зенкование |
| Ступенчатое отверстие | Уплотнительная или сборочная конструкция | Drilling and counterboring |
| Reamed hole | Improved size and surface control | Drilling and reaming |
| Tapped hole | Threaded connection | Сверление и нарезание резьбы |
| Positioning hole | Assembly or process reference | Precision drilling or reaming |
| Dense hole group | Connection of many tubes | Programmed batch drilling |
Hole Patterns on Curved Surfaces
The main challenge is often the hole pattern rather than the individual hole. A drum can contain dense rows distributed around its circumference and along its full length. The CNC system coordinates axial travel with servo-controlled rotation to place every hole. Typical production requirements may specify adjacent hole-pitch errors within approximately ±0.5 mm and long-distance positional errors within approximately ±1.5 mm6. Exact tolerances depend on the drum design, applicable standard, machine calibration, and inspection method.
Most drum applications involve through-holes instead of deep blind holes. Inclined holes and special grooves may also be possible when the machine has suitable axis control and tool-head adjustment. The machine configuration must match the required hole angle, depth, material grade, and drum wall thickness.
Какие ключевые преимущества дает станок для сверления барабанов с ЧПУ при производстве сосудов высокого давления?
Small hole errors can prevent tube insertion, weaken weld consistency, or create uneven stress. In pressure-bearing equipment, these problems can affect reliability and production acceptance.
A CNC drum drill improves hole-pattern accuracy, batch consistency, production speed, process traceability, and operator safety. Its rigid structure, servo indexing, automated feed, coolant delivery, and chip removal support reliable machining of thick-walled pressure-bearing drums.
Accuracy and Repeatability
Сосуд высокого давления требует строгого контроля положения отверстий, их диаметра, перпендикулярности и формы канавок. Ручная разметка вносит погрешности, связанные с измерениями, маркировкой, круглостью барабана и субъективной оценкой оператора. ЧПУ-координатное управление устраняет большинство этапов ручного позиционирования. Одна и та же программа обеспечивает соблюдение одних и тех же номинальных координат для каждого отверстия.
Производство с использованием одного зажима также обеспечивает постоянство базовых поверхностей. Многократное снятие и поворот барабана могут привести к накоплению ошибок между группами отверстий. Сервоприводной индексируемый патрон удерживает заготовку в одной контролируемой системе координат. Функции обнаружения поверхности или выравнивания позволяют скорректировать соотношение между запрограммированной моделью и фактическим положением барабана.
Достижимая точность должна указываться с осторожностью. Локальное позиционирование станка может контролироваться с гораздо более высокой точностью, чем итоговый рисунок отверстий. На конечную точность влияют размер заготовки, её круглость, температурные деформации, юстировка патрона, структурные отклонения, износ инструмента и условия контроля. По этой причине производственные допуски должны основываться на подтвержденных приемочных данных, а не только на разрешающей способности контроллера.
| Преимущество | Производственная ценность |
|---|---|
| Координатное позиционирование с ЧПУ | Снижает ошибки ручной разметки |
| Обработка с одного зажима | Ограничивает ошибки при смене базовых установок |
| Сервоприводная индексация вращения | Контролирует расположение отверстий по окружности |
| Многошпиндельные сверлильные головки | Параллельная обработка нескольких зон |
| Автоматический контроль подачи | Стабилизирует условия резания |
| Подача СОЖ через шпиндель или направленно | Контролирует температуру и способствует удалению стружки |
| Датчик поломки инструмента | Снижает риск повреждений после поломки инструмента |
| Цифровые программы | Обеспечивают повторяемость и прослеживаемость |
Производительность и стабильность процессов
Многошпиндельный станок может обрабатывать несколько отверстий одновременно. Такая конфигурация позволяет повысить производительность в три-пять раз7 во многих соответствующих областях применения. Некоторые высокооптимизированные системы могут достигать еще больших показателей. Фактическая производительность зависит от количества шпинделей, шага отверстий, диаметра сверления, прочности материала, стойкости инструмента и времени загрузки.
Сокращение времени производства достигается не только за счет более быстрого сверления. Станок исключает ручную разметку, кернение, многократные перемещения краном и множество операций по выравниванию. Автоматическое удаление стружки снижает количество перерывов, вызванных спутыванием стружки. Внутренняя подача СОЖ или направленная подача охлаждающей жидкости помогает предотвратить забивание стружкой при обработке толстых стенок. Стабильный контроль подачи также снижает риск перегрузки и поломки инструмента.
Цифровые программы повышают согласованность результатов для разных барабанов. Скорректированная и утвержденная программа может быть повторно использована для той же модели. Производственные записи могут служить основой для инспекций, оформления документации для заказчика и прослеживаемости качества. Эти преимущества важны при производстве сосудов под давлением, где воспроизводимость процессов так же важна, как и номинальная скорость обработки.
Какие отрасли и тяжелые производства полагаются на станки для сверления барабанов с ЧПУ?
Крупногабаритные цилиндрические детали встречаются во всех отраслях тяжелой промышленности, однако обычное сверлильное оборудование часто не рассчитано на их вес, длину, криволинейную геометрию или плотное расположение отверстий.
Станки для сверления барабанов с ЧПУ в основном используются в производстве котлов, энергетике, атомной энергетике, производстве нефтехимического оборудования, судостроении, ветроэнергетике и тяжелом машиностроении. Типичные области применения включают паровые барабаны, коллекторы котлов, сосуды под давлением, корпуса реакторов, компоненты парогенераторов и другие крупные цилиндрические конструкции.

Производство котельного и энергетического оборудования
Производство котлов — основная сфера применения станков для сверления барабанов с ЧПУ. В энергетических и промышленных котлах используются барабаны и коллекторы с множеством трубных соединений. Отверстия должны быть точно выровнены относительно трубных пучков и соответствовать требованиям сварки. Плотное расположение отверстий, большие габариты заготовок и требования к работе под давлением делают специализированное оборудование с ЧПУ очень ценным.
Оборудование для атомных и обычных электростанций8 может включать компоненты парогенераторов, тяжелые сосуды под давлением и другие толстостенные цилиндрические конструкции. Эти области применения требуют высокого контроля процессов, тщательного контроля качества и ведения точных производственных записей. Подходящий станок для сверления барабанов с ЧПУ обеспечивает повторяемость позиционирования и документальный контроль программ. Аттестация оборудования, валидация инструментов и инспекционный контроль остаются необходимыми для ответственных производств.
В нефтехимическом производстве используются корпуса реакторов большого размера, сепараторы, компоненты теплообменников9, и емкостное оборудование. Некоторые детали требуют выполнения отверстий по окружности, соединительных отверстий или точного расположения элементов для патрубков. Станок для сверления барабанов может быть адаптирован, если геометрия заготовки и параметры процесса находятся в пределах его рабочих ходов, грузоподъемности и характеристик шпинделя.
Границы применимости
Не для каждой задачи по сверлению крупных отверстий требуется станок с ЧПУ для барабанов. Плоские трубные доски обычно лучше обрабатываются на сверлильных станках с ЧПУ для плит. Крупные фланцы могут обрабатываться на портальных сверлильных станках или вертикальных токарных центрах. Общие конструкционные детали могут потребовать горизонтально-расточных станков. Станок для сверления барабанов наиболее эффективен, когда на цилиндрической заготовке необходимо выполнить множество отверстий с точным шагом как по окружности, так и по длине.
Производительность станка по заготовкам является ключевым фактором выбора. Диаметр барабана, общая длина, вес, толщина стенки, материал, размер отверстий, угол сверления и плотность их расположения — все это должно соответствовать техническим характеристикам станка. Конструкция зажимного патрона должна обеспечивать достаточное усилие зажима без деформации корпуса. Станина и подвижные элементы также должны сохранять жесткость под нагрузками при сверлении. Таким образом, подходящий станок представляет собой комплексную производственную систему, а не просто сверлильный шпиндель. Приспособления, программное обеспечение, инструменты, охлаждающая жидкость, удаление стружки, выравнивание и методы контроля — все это влияет на конечный результат.
Заключение
Станок для сверления барабанов с ЧПУ автоматизирует высокоточное выполнение отверстий на массивных цилиндрических деталях, повышая стабильность, безопасность, прослеживаемость и производительность в производстве котлов и тяжелых сосудов под давлением.
-
"Водотрубный котел", https://en.wikipedia.org/wiki/Water-tube_boiler. Барабаны промышленных котлов обычно содержат сотни трубных соединений в зависимости от мощности и конструкции, причем крупные котлы электростанций требуют большого количества соединений труб с барабаном для циркуляции воды и генерации пара. Роль доказательства: общая поддержка; тип источника: исследование. Подтверждает: типичное количество отверстий для труб в барабанах промышленных котлов. Примечание: Точное количество значительно варьируется в зависимости от типа котла, мощности и спецификаций производителя. ↩
-
"Сосуд под давлением", https://en.wikipedia.org/wiki/Pressure_vessel. Барабаны паровых котлов на электростанциях обычно имеют диаметр от 1 до 2 метров и длину более 10 метров, при этом точные размеры определяются мощностью котла, номинальным давлением и требованиями к циркуляции. Роль доказательства: общая поддержка; тип источника: образование. Подтверждает: типичные размерные диапазоны для промышленных барабанов котлов. Примечание по охвату: Указанные размеры представляют собой типичные промышленные диапазоны, а не универсальные стандарты. ↩
-
"Многошпиндельная сверлильная головка", https://www.youtube.com/watch?v=L0e_vX0NsC8. Многошпиндельные сверлильные станки для крупных заготовок обычно используют несколько независимо управляемых головок для обеспечения одновременных операций, при этом конфигурации варьируются в зависимости от геометрии заготовки и производственных требований. Роль доказательства: общая поддержка; тип источника: другое. Подтверждает: типичные конфигурации силовых головок в многошпиндельных сверлильных системах. Примечание по охвату: Конкретное количество головок зависит от философии проектирования станка и предполагаемого применения, а не от общеотраслевых стандартов. ↩
-
"Тепловая электростанция", https://en.wikipedia.org/wiki/Thermal_power_station. Барабаны крупных промышленных котлов требуют многочисленных трубных соединений для систем циркуляции воды, при этом количество отверстий зависит от мощности котла и требований к площади поверхности теплообмена. Роль доказательства: общая поддержка; тип источника: исследование. Подтверждает: количество отверстий, требуемых при производстве крупных барабанов котлов. Примечание по охвату: Фактическое количество отверстий широко варьируется в зависимости от типа котла, мощности и конкретных проектных параметров. ↩
-
"Современные конструкции котлов: как сверлятся отверстия в барабанах (и почему это …", https://www.youtube.com/watch?v=UEFl2xLBoO4. Ручная разметка и сверление барабанов крупных сосудов под давлением включают трудоемкие этапы позиционирования, измерения и механической обработки, которые значительно увеличивают производственные циклы по сравнению с автоматизированными методами. Роль доказательства: общая поддержка; тип источника: другое. Подтверждает: требования к времени производства для операций ручного сверления барабанов. Примечание по охвату: Фактическое время обработки сильно зависит от размера барабана, количества отверстий, материала и возможностей предприятия. ↩
-
"6551. Сосуды, котлы и устройства сброса давления.", https://www.dir.ca.gov/title8/6551.html. Коды производства сосудов под давлением устанавливают допуски на расположение трубных соединений для обеспечения правильной подгонки и структурной целостности, при этом конкретные значения зависят от класса сосуда, размера трубы и требований к сварке. Роль доказательства: общая поддержка; тип источника: правительственный. Подтверждает: требования к допуску на расположение трубных отверстий барабана котла. Примечание по охвату: Указанные допуски представляют собой типичные производственные целевые показатели, а не требования универсальных кодов. ↩
-
"Отчет о производительности бурения – Энергетическая информационная администрация США …", https://www.eia.gov/petroleum/drilling/. Многошпиндельные сверлильные системы с ЧПУ могут значительно сократить время цикла по сравнению с одношпиндельными или ручными операциями за счет параллельной обработки и исключения этапов перепозиционирования, при этом фактический прирост зависит от сложности заготовки и расположения отверстий. Роль доказательства: общая поддержка; тип источника: исследование. Подтверждает: повышение производительности благодаря автоматизированным многошпиндельным сверлильным системам. Примечание по охвату: Коэффициенты производительности широко варьируются в зависимости от конкретного применения, плотности отверстий, материала и базового метода сравнения. ↩
-
"Глава 02.3 Парогенераторы.", https://www.nrc.gov/docs/ML1125/ML11251A016.pdf. На атомных электростанциях используются крупные цилиндрические сосуды под давлением, включая парогенераторы с обширными соединениями «труба-трубная доска», реакторные сосуды и компенсаторы давления, требующие прецизионных сверлильных операций при изготовлении. Роль доказательства: общая поддержка; тип источника: образование. Подтверждает: использование крупных цилиндрических сосудов под давлением в ядерных энергетических системах. Примечание по охвату: Производство компонентов для ядерной энергетики включает дополнительные специализированные требования, выходящие за рамки обычного производства сосудов под давлением. ↩
-
"Проектирование оборудования для химических процессов | Ричард Тертон", https://richardturton.faculty.wvu.edu/publications/chemical-process-equipment-design. На нефтехимических объектах используются крупные цилиндрические сосуды под давлением, включая реакторы, ректификационные колонны, сепараторы и теплообменники, которые требуют многочисленных точно расположенных соединений для технологических трубопроводов, контрольно-измерительных приборов и внутренних компонентов. Роль доказательства: общая поддержка; тип источника: образование. Подтверждает: использование крупных цилиндрических сосудов под давлением в нефтехимической переработке. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.