

Qu'est-ce qu'une perceuse à tambour CNC ?
Les grands corps de chaudières peuvent contenir des centaines de trous de tubes.1. Le marquage et le perçage manuels peuvent entraîner des erreurs de positionnement, des cycles de production longs et de graves problèmes d'assemblage.
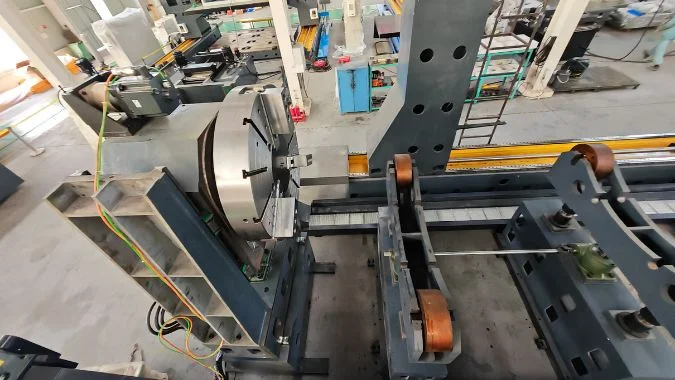
Une perceuse à tambour CNC est une machine-outil lourde spécialisée qui permet de percer, aléser, fraiser, tarauder et usiner automatiquement des chanfreins de soudage sur de grands tambours cylindriques et des collecteurs. Le contrôle par coordonnées CNC, l'indexation servo et les mandrins dédiés remplacent le traçage manuel et la manipulation répétée des pièces.

Une perceuse à tambour CNC est principalement conçue pour la fabrication de chaudières et de récipients sous pression. Les pièces typiques comprennent les corps de chaudières de centrales électriques, les corps de chaudières industrielles, les collecteurs et d'autres grandes pièces cylindriques sous pression. Certaines machines peuvent supporter des tambours d'un diamètre d'environ 1,2 à 1,7 mètre et d'une longueur supérieure à 15 mètres2. Un mandrin asservi fait tourner et indexe le tambour, tandis qu'un mandrin de support ou une contre-pointe maintient l'extrémité opposée. Les têtes de perçage CNC se déplacent ensuite vers les coordonnées axiales et circonférentielles programmées. Selon la configuration, une machine peut être équipée de trois à sept têtes motrices3. Les systèmes de support peuvent inclure la circulation automatique du liquide de refroidissement, des convoyeurs de copeaux, la détection de surface, l'alignement laser, la détection d'outils cassés et le diagnostic de pannes. Ces systèmes transforment un processus manuel difficile en un processus de production contrôlé et reproductible.
Pourquoi une perceuse à tambour CNC dédiée est-elle nécessaire pour le traitement des tambours ?
Un tambour incurvé géant ne peut pas être manipulé comme une plaque plane. Le traçage manuel, la rotation répétée et le perçage radial augmentent les erreurs, les risques de sécurité et le temps de production.
Une perceuse à tambour CNC dédiée est nécessaire car les corps de chaudières sont longs, lourds, incurvés et densément couverts de trous positionnés avec précision. Les mandrins spécialisés, l'indexation servo, les coordonnées CNC et les têtes de perçage multiples permettent d'usiner l'ensemble du motif de perçage en un seul serrage.

Les grandes pièces cylindriques créent des problèmes particuliers
Une perceuse verticale standard est principalement conçue pour des composants plats ou de taille modérée. Un corps de chaudière présente un problème d'usinage très différent. Son grand diamètre, son corps long, sa surface incurvée et son poids important rendent le chargement et le repositionnement difficiles. Un tambour peut nécessiter des centaines ou des milliers de trous circonférentiels et axiaux4. Chaque trou doit correspondre à un tube ou à un autre élément d'assemblage.
La production traditionnelle commence par la mesure et le traçage manuels. Les ouvriers marquent chaque trou, créent des points centraux et déplacent une perceuse radiale d'une position à l'autre. Le tambour peut nécessiter trois ou quatre rotations au cours du processus. Chaque mouvement introduit un nouveau risque d'erreur de positionnement. La rotondité du tambour et la variation de la surface peuvent également affecter les mesures manuelles.
Une machine dédiée maintient le tambour entre deux grands mandrins ou unités de support. Une extrémité assure la rotation servocommandée, tandis que l'autre extrémité suit et supporte la charge. Le serrage hydraulique maintient la pièce stable. Le système CNC convertit les coordonnées de trous programmées en mouvement axial et en indexation rotative.
| Facteur de production | Perçage radial traditionnel | Perçage de tambour CNC |
|---|---|---|
| Positionnement des trous | Mesure et marquage manuels | Contrôle de coordonnées programmé |
| Manutention du tambour | Rotation et serrage répétés | Indexation servo en position |
| Disposition du perçage | Trou après trou | Les têtes multiples peuvent travailler ensemble |
| Dépendance à l'opérateur | Forte dépendance à l'expérience | Opération de programme standardisée |
| Source d'erreur | Tracé, mesure et repositionnement | Principalement le calibrage et l'état de la machine |
| Registres de processus | Souvent manuel | Programme numérique et données d'usinage |
L'automatisation réduit la main-d'œuvre et la variation des processus
Un tambour conventionnel peut nécessiter une ou deux semaines pour le tracé, le pointage, le repositionnement et le perçage5. Un système CNC adapté peut raccourcir ce même processus général à quelques jours, bien que la durée réelle dépende du nombre de trous, de l'épaisseur de la paroi, du matériau et de l'outillage. L'approche rapide automatique, l'avance contrôlée, la détection de débouchage et le retrait de l'outil réduisent les mouvements inutiles. Les systèmes de refroidissement et d'évacuation des copeaux favorisent également une production continue. Le résultat est un effort physique moindre, une dépendance réduite vis-à-vis de l'expérience individuelle et des modèles de trous plus cohérents.
Quels types de trous de tubes une perceuse à tambour CNC peut-elle traiter ?
Les tambours de chaudière nécessitent plus que de simples trous ronds. Différents tubes, soudures, joints et points d'assemblage exigent des diamètres, des rainures, des gradins et des positions contrôlés.
Une perceuse à tambour CNC peut traiter des trous débouchants pour tubes, des trous de chanfrein de soudure, des trous fraisés, des trous alésés, des trous étagés, des trous taraudés et des trous de positionnement. Le perçage conventionnel couvre généralement des diamètres d'environ Φ20 à Φ63 mm, sous réserve de la puissance de la broche, de l'outillage, du matériau et de l'épaisseur de la paroi.

Formes courantes de trous et d'ouvertures
Les trous débouchants pour tubes constituent la charge de travail principale dans la production de tambours de chaudière. Ces ouvertures relient le tambour aux tubes de surface de chauffe, aux descentes, aux montantes ou à d'autres systèmes de tubes. De nombreuses applications utilisent des diamètres compris entre environ Φ20 et Φ63 mm. Les trous inférieurs à environ Φ52 mm peuvent souvent être formés en une seule passe de perçage dans des conditions appropriées. Les ouvertures plus grandes peuvent nécessiter un perçage pilote, un perçage étagé ou un alésage.
Les trous de chanfrein de soudure incluent un chanfrein ou un bord formé à l'entrée du trou. La rainure prépare la zone de connexion pour le soudage et aide à établir la géométrie de soudure requise. Un outil combiné de perçage et de fraisage peut parfois produire le trou débouchant et la rainure en une seule opération. Cela réduit les changements d'outils et favorise des dimensions de rainure constantes.
Les trous étagés et chambrés contiennent deux diamètres ou plus. Ces caractéristiques peuvent supporter des pièces d'étanchéité, des connexions de tubes ou des structures d'assemblage. Les trous alésés offrent un meilleur contrôle du diamètre et une meilleure surface interne qu'un perçage ordinaire. Les trous de positionnement servent de références pour l'assemblage ou les étapes de fabrication ultérieures.
| Type de trou | Objectif principal | Processus typique |
|---|---|---|
| Trou débouchant pour tube | Insertion et connexion de tube | Forage |
| Trou de chanfrein de soudure | Préparation à la soudure | Perçage et fraisage |
| Trou étagé | Structure d'étanchéité ou d'assemblage | Perçage et lamage |
| Trou alésé | Contrôle amélioré des dimensions et de la surface | Perçage et alésage |
| Trou taraudé | Raccord fileté | Perçage et taraudage |
| Trou de positionnement | Référence d'assemblage ou de processus | Perçage ou alésage de précision |
| Groupe de trous denses | Connexion de nombreux tubes | Perçage par lots programmé |
Motifs de trous sur des surfaces courbes
Le principal défi est souvent le motif de trous plutôt que le trou individuel. Un tambour peut contenir des rangées denses réparties sur sa circonférence et sur toute sa longueur. Le système CNC coordonne le déplacement axial avec une rotation asservie pour positionner chaque trou. Les exigences de production typiques peuvent spécifier des erreurs de pas entre trous adjacents d'environ ±0,5 mm et des erreurs de positionnement sur longue distance d'environ ±1,5 mm6. Les tolérances exactes dépendent de la conception du tambour, de la norme applicable, de l'étalonnage de la machine et de la méthode d'inspection.
La plupart des applications de tambour impliquent des trous débouchants plutôt que des trous borgnes profonds. Des trous inclinés et des rainures spéciales peuvent également être réalisés si la machine dispose d'un contrôle d'axe et d'un réglage de tête d'outil appropriés. La configuration de la machine doit correspondre à l'angle de trou requis, à la profondeur, à la nuance du matériau et à l'épaisseur de la paroi du tambour.
Quels sont les principaux avantages qu'une perceuse à tambour CNC apporte à la production de récipients haute pression ?
De petites erreurs de perçage peuvent empêcher l'insertion des tubes, affaiblir la consistance des soudures ou créer des contraintes inégales. Dans les équipements sous pression, ces problèmes peuvent affecter la fiabilité et l'acceptation de la production.
Une perceuse à tambour CNC améliore la précision du motif de trous, la cohérence des lots, la vitesse de production, la traçabilité des processus et la sécurité de l'opérateur. Sa structure rigide, son indexation asservie, son avance automatisée, sa distribution de liquide de refroidissement et son évacuation des copeaux permettent un usinage fiable des tambours sous pression à paroi épaisse.
Précision et répétabilité
Un récipient sous pression nécessite une précision contrôlée concernant la position, le diamètre, la perpendicularité et la forme de la rainure des trous. Le tracé manuel introduit des erreurs dues à la mesure, au marquage, à la rotondité du tambour et au jugement de l'opérateur. Le contrôle des coordonnées par CNC élimine la plupart des étapes de positionnement manuel. Le même programme applique les mêmes coordonnées nominales à chaque trou.
La production en un seul serrage protège également la cohérence des références. Le retrait et la rotation répétés d'un tambour peuvent créer des erreurs cumulatives entre les groupes de trous. Un mandrin à indexation servo maintient la pièce dans un système de coordonnées contrôlé. Les fonctions de détection de surface ou d'alignement peuvent corriger la relation entre le modèle programmé et la position réelle du tambour.
La précision atteignable doit être indiquée avec soin. Le positionnement local de la machine peut être contrôlé à un niveau beaucoup plus fin que le schéma final des trous. La précision finale est affectée par la taille de la pièce, sa rotondité, les changements thermiques, l'alignement du mandrin, la déflexion structurelle, l'usure de l'outil et les conditions d'inspection. Pour cette raison, les tolérances de production doivent être basées sur des données d'acceptation validées plutôt que sur la seule résolution du contrôleur.
| Avantage | Valeur de production |
|---|---|
| Positionnement par coordonnées CNC | Réduit les erreurs de tracé manuel |
| Usinage en un seul serrage | Limite les erreurs de conversion de référence |
| Indexation rotative servo | Contrôle les positions circonférentielles des trous |
| Têtes de perçage multiples | Traite plusieurs zones en parallèle |
| Contrôle automatique de l'avance | Stabilise les conditions de coupe |
| Lubrification à travers la broche ou dirigée | Contrôle la chaleur et facilite l'évacuation des copeaux |
| Détection d'outil cassé | Réduit les dommages après une défaillance d'outil |
| Programmes numériques | Assurent la répétabilité et la traçabilité |
Productivité et stabilité des processus
Une machine à têtes multiples peut traiter plusieurs trous en même temps. Cette configuration peut augmenter la productivité de trois à cinq fois7 dans de nombreuses applications appropriées. Certains systèmes hautement optimisés peuvent atteindre des gains plus importants. Le rendement réel dépend du nombre de têtes, de l'espacement des trous, du diamètre de perçage, de la résistance du matériau, de la durée de vie de l'outil et du temps de chargement.
La réduction du temps de production ne provient pas uniquement d'un perçage plus rapide. La machine élimine le traçage manuel, le pointage, les manipulations répétées à la grue et de nombreuses opérations d'alignement. L'évacuation automatique des copeaux réduit les interruptions causées par les copeaux emmêlés. Le refroidissement interne ou l'alimentation ciblée en liquide de refroidissement aide à prévenir le bourrage des copeaux dans les parois épaisses. Un contrôle stable de l'avance réduit également le risque de surcharge et de rupture de l'outil.
Les programmes numériques améliorent la cohérence entre les différents tambours. Un programme corrigé et approuvé peut être réutilisé pour le même modèle. Les dossiers de production peuvent faciliter l'inspection, la documentation client et la traçabilité de la qualité. Ces avantages sont importants dans la fabrication des appareils à pression, où des processus reproductibles sont aussi cruciaux que la vitesse d'usinage nominale.
Quelles industries et applications lourdes dépendent des perceuses à tambour CNC ?
Les grandes pièces cylindriques sont omniprésentes dans l'industrie lourde, mais les équipements de perçage conventionnels ne peuvent souvent pas supporter leur poids, leur longueur, leur géométrie courbe ou la densité de leurs trous.
Les machines de perçage de tambours CNC sont principalement destinées à la fabrication de chaudières, à la production d'énergie, à l'énergie nucléaire, aux équipements pétrochimiques, à la construction navale, à l'énergie éolienne et à l'industrie lourde. Les applications typiques incluent les ballons de chaudière, les collecteurs de chaudière, les récipients sous pression, les viroles de réacteurs, les composants de générateurs de vapeur et autres grandes structures cylindriques.

Fabrication de chaudières et d'équipements de puissance
La production de chaudières est l'application principale des machines de perçage de tambours CNC. Les chaudières de centrales électriques et les chaudières industrielles utilisent des tambours et des collecteurs dotés de nombreuses connexions de tubes. Les trous doivent s'aligner avec les faisceaux de tubes et répondre aux exigences de soudage. Les configurations denses, les dimensions importantes des pièces et les exigences de résistance à la pression rendent précieux l'équipement CNC spécialisé.
L'équipement nucléaire et conventionnel de production d'énergie8 peut inclure des composants de générateurs de vapeur, des récipients sous pression lourds et d'autres structures cylindriques à parois épaisses. Ces applications nécessitent un contrôle élevé des processus, des inspections approfondies et des dossiers de production clairs. Une perceuse de tambour CNC appropriée peut fournir un positionnement reproductible et un contrôle de programme documenté. La qualification de la machine, la validation de l'outillage et l'inspection restent essentielles pour les travaux critiques en matière de sécurité.
La production pétrochimique utilise de grandes viroles de réacteurs, des séparateurs, des composants d'échangeurs de chaleur9, et des récipients de traitement. Certaines pièces nécessitent des ouvertures circonférentielles, des trous de raccordement ou des caractéristiques liées aux tubulures positionnées avec précision. Une plateforme de perçage de tambour peut être adaptée lorsque la géométrie et le processus de la pièce se situent dans ses limites de course, de charge et de broche.
Limites d'application
Tout travail de perçage de gros trous ne nécessite pas une machine de perçage de tambour CNC. Les plaques tubulaires plates sont généralement mieux adaptées aux machines de perçage de plaques CNC. Les grandes brides peuvent être traitées par des aléseuses à portique ou des tours verticaux. Les pièces structurelles générales peuvent nécessiter des aléseuses horizontales. La machine de perçage de tambour est la plus précieuse lorsqu'une pièce cylindrique nécessite de nombreux trous indexés avec précision le long de sa circonférence et de sa longueur.
La capacité de la pièce est un facteur de sélection clé. Le diamètre du tambour, la longueur totale, le poids, l'épaisseur de la paroi, le matériau, la taille du trou, l'angle du trou et la densité du motif doivent tous entrer dans les spécifications de la machine. La disposition du mandrin doit fournir une force de serrage suffisante sans déformer la virole. Le banc et la structure mobile doivent également maintenir leur rigidité sous les charges de perçage. Une machine appropriée représente donc un système de production complet plutôt qu'une simple broche de perçage. Les montages, les logiciels, les outils, le refroidissement, l'évacuation des copeaux, l'alignement et les méthodes d'inspection affectent tous le résultat final.
Conclusion
Une machine de perçage de tambour CNC automatise la production précise de trous sur des pièces cylindriques massives, améliorant ainsi la cohérence, la sécurité, la traçabilité et le rendement dans la fabrication de chaudières et de récipients sous pression lourds.
-
"Chaudière à tubes d'eau", https://en.wikipedia.org/wiki/Water-tube_boiler. Les tambours de chaudières industrielles comportent généralement des centaines de connexions de tubes en fonction de la capacité et de la conception, les grandes chaudières de centrales électriques nécessitant des connexions tube-tambour étendues pour la circulation de l'eau et la production de vapeur. Rôle de preuve : soutien général ; type de source : recherche. Soutient : les quantités typiques de trous de tubes dans les tambours de chaudières industrielles. Note de portée : les chiffres exacts varient considérablement selon le type de chaudière, la capacité et les spécifications du fabricant. ↩
-
" Récipient sous pression ", https://en.wikipedia.org/wiki/Pressure_vessel. Les ballons de chaudière des centrales électriques ont généralement un diamètre allant de 1 à 2 mètres et des longueurs dépassant 10 mètres, les dimensions exactes étant déterminées par la capacité de la chaudière, la pression nominale et les exigences de circulation. Rôle de la preuve : soutien général ; type de source : éducation. Prend en charge : les plages dimensionnelles typiques pour les ballons de chaudière industriels. Note de portée : les dimensions citées représentent des plages industrielles courantes plutôt que des normes universelles. ↩
-
" Dispositif de perçage à tête multi-broches ", https://www.youtube.com/watch?v=L0e_vX0NsC8. Les machines de perçage multi-broches pour les grandes pièces utilisent couramment plusieurs têtes contrôlées indépendamment pour permettre des opérations simultanées, les configurations variant en fonction de la géométrie de la pièce et des exigences de production. Rôle de la preuve : soutien général ; type de source : autre. Prend en charge : les configurations typiques des têtes motrices dans les systèmes de perçage multi-broches. Note de portée : le nombre spécifique de têtes dépend de la philosophie de conception de la machine et de l'application prévue plutôt que des normes de l'industrie. ↩
-
" Centrale thermique ", https://en.wikipedia.org/wiki/Thermal_power_station. Les grands ballons de chaudière des services publics nécessitent de nombreuses connexions de tubes pour les systèmes de circulation d'eau, le nombre de trous étant proportionnel à la capacité de la chaudière et aux exigences de surface de transfert thermique. Rôle de la preuve : soutien général ; type de source : recherche. Prend en charge : les quantités de trous requises dans la fabrication de grands ballons de chaudière. Note de portée : le nombre réel de trous varie considérablement en fonction du type de chaudière, de la capacité et des paramètres de conception spécifiques. ↩
-
" Modern Boiler Builds: How Drum Holes Get Drilled (and Why It … ", https://www.youtube.com/watch?v=UEFl2xLBoO4. La disposition et le perçage manuels des grands ballons sous pression impliquent des étapes de positionnement, de mesure et d'usinage à forte intensité de main-d'œuvre qui prolongent considérablement les cycles de production par rapport aux méthodes automatisées. Rôle de la preuve : soutien général ; type de source : autre. Prend en charge : les exigences de temps de production pour les opérations manuelles de perçage de ballons. Note de portée : le temps de traitement réel dépend fortement de la taille du ballon, de la quantité de trous, du matériau et des capacités de l'installation. ↩
-
" 6551. Vessels, Boilers and Pressure Relief Devices. ", https://www.dir.ca.gov/title8/6551.html. Les codes de fabrication des récipients sous pression établissent des tolérances de positionnement pour les connexions de tubes afin d'assurer un ajustement correct et une intégrité structurelle, avec des valeurs spécifiques dépendant de la classe du récipient, de la taille des tubes et des exigences de soudage. Rôle de la preuve : soutien général ; type de source : gouvernement. Prend en charge : les exigences de tolérance de positionnement pour les trous de tubes des ballons de chaudière. Note de portée : les tolérances citées représentent des objectifs de fabrication typiques plutôt que des exigences de code universelles. ↩
-
" Drilling Productivity Report – U.S. Energy Information … ", https://www.eia.gov/petroleum/drilling/. Les systèmes de perçage CNC multi-broches peuvent réduire considérablement les temps de cycle par rapport aux opérations mono-broche ou manuelles grâce au traitement parallèle et à l'élimination des étapes de repositionnement, les gains réels dépendant de la complexité de la pièce et des motifs de perçage. Rôle de la preuve : soutien général ; type de source : recherche. Prend en charge : les améliorations de productivité grâce aux systèmes de perçage automatisés multi-broches. Note de portée : les multiplicateurs de productivité varient considérablement en fonction de l'application spécifique, de la densité des trous, du matériau et de la méthode de comparaison de base. ↩
-
" Chapter 02.3 Steam Generators. ", https://www.nrc.gov/docs/ML1125/ML11251A016.pdf. Les centrales nucléaires utilisent de grands récipients sous pression cylindriques, notamment des générateurs de vapeur avec d'importantes connexions tube-plaque tubulaire, des cuves de réacteur et des pressuriseurs qui nécessitent des opérations de perçage de précision lors de la fabrication. Rôle de la preuve : soutien général ; type de source : éducation. Prend en charge : l'utilisation de grands récipients sous pression cylindriques dans les systèmes d'alimentation nucléaire. Note de portée : la fabrication de composants nucléaires implique des exigences spécialisées supplémentaires au-delà de la fabrication conventionnelle de récipients sous pression. ↩
-
" Chemical Process Equipment Design | Richard Turton ", https://richardturton.faculty.wvu.edu/publications/chemical-process-equipment-design. Les installations pétrochimiques utilisent de grands récipients sous pression cylindriques, notamment des réacteurs, des colonnes de distillation, des séparateurs et des échangeurs de chaleur qui nécessitent de nombreuses connexions positionnées avec précision pour la tuyauterie de procédé, l'instrumentation et les composants internes. Rôle de la preuve : soutien général ; type de source : éducation. Prend en charge : l'utilisation de grands récipients sous pression cylindriques dans le traitement pétrochimique. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.