

Wat is een CNC-trommelboormachine?
Grote keteltrommels kunnen honderden buisgaten bevatten.1. Handmatig markeren en boren kan leiden tot positioneringsfouten, lange productiecycli en ernstige assemblageproblemen.
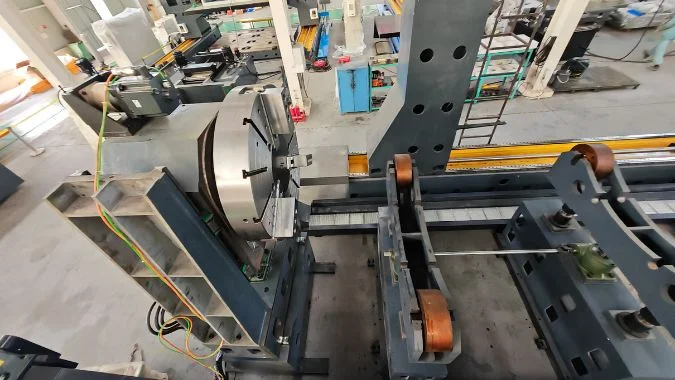
Een CNC-trommelboormachine is een gespecialiseerde zware werktuigmachine die automatisch gaten boort, ruimt, verzinkt, tapt en lasnaden bewerkt op grote cilindrische trommels en headers. CNC-coördinaatbesturing, servo-indexering en speciale klauwplaten vervangen handmatige lay-out en herhaaldelijke verwerking van het werkstuk.

Een CNC-trommelboormachine is voornamelijk gebouwd voor de fabricage van ketels en drukvaten. Typische werkstukken zijn onder meer keteltrommels voor energiecentrales, industriële keteltrommels, headers en andere grote cilindrische onderdelen die onder druk staan. Sommige machines kunnen trommels met diameters van ongeveer 1,2 tot 1,7 meter en lengtes van meer dan 15 meter vasthouden.2. Een servogestuurde klauwplaat roteert en indexeert de trommel, terwijl een ondersteunende klauwplaat of losse kop het andere uiteinde vasthoudt. CNC-boorkoppen bewegen vervolgens naar geprogrammeerde axiale en omtrekcoördinaten. Afhankelijk van de configuratie, kan één machine drie tot zeven boorkoppen hebben.3. Ondersteunende systemen kunnen automatische koelvloeistofcirculatie, spanentransporteurs, oppervlaktedetectie, laserafstelling, breukdetectie van gereedschap en foutdiagnose omvatten. Deze systemen veranderen een moeilijk handmatig proces in een gecontroleerd en herhaalbaar productieproces.
Waarom is een speciale CNC-trommelboormachine vereist voor het verwerken van trommels?
Een gigantische gebogen trommel kan niet worden behandeld als een vlakke plaat. Handmatige lay-out, herhaaldelijke rotatie en radiaal boren vergroten de fouten, veiligheidsrisico's en productietijd.
Een speciale CNC-trommelboormachine is vereist omdat keteltrommels lang, zwaar, gebogen en dicht bezet zijn met nauwkeurig gepositioneerde gaten. Gespecialiseerde klauwplaten, servo-indexering, CNC-coördinaten en meerdere boorkoppen maken het mogelijk om het volledige gatenpatroon in één opspanning te bewerken.

Grote cilindrische werkstukken creëren speciale problemen.
Een standaard verticale boormachine is voornamelijk ontworpen voor vlakke of matig grote componenten. Een keteltrommel vormt een heel ander bewerkingsprobleem. De grote diameter, het lange lichaam, het gebogen oppervlak en het zware gewicht maken laden en herpositioneren moeilijk. Een trommel kan honderden of duizenden omtrek- en axiale gaten vereisen.4. Elk gat moet overeenkomen met een buis of een ander assemblagekenmerk.
De traditionele productie begint met handmatige meting en lay-out. Werknemers markeren elk gat, creëren middelpunten en verplaatsen een radiaalboormachine van de ene naar de andere positie. De trommel moet tijdens het proces mogelijk drie of vier keer worden gedraaid. Elke beweging introduceert een nieuwe kans op positioneringsfouten. Trommelrondheid en oppervlaktevariatie kunnen ook van invloed zijn op handmatige metingen.
Een speciale machine houdt de trommel vast tussen twee grote klauwplaten of ondersteunende eenheden. Het ene uiteinde zorgt voor servogestuurde rotatie, terwijl het andere uiteinde de lading volgt en ondersteunt. Hydraulische klemming houdt het werkstuk stabiel. Het CNC-systeem zet de geprogrammeerde gatcoördinaten om in axiale beweging en roterende indexering.
| Productiefactor | Traditioneel radiaal boren | CNC-trommelboren |
|---|---|---|
| Gatpositionering | Handmatig meten en markeren | Geprogrammeerde coördinatenbesturing |
| Trommelhantering | Herhaaldelijk draaien en klemmen | Servo-indexering op positie |
| Booropstelling | Gat na gat | Meerdere koppen kunnen samenwerken |
| Afhankelijkheid van de operator | Sterke afhankelijkheid van ervaring | Gestandaardiseerde programmabediening |
| Foutbron | Layout, meting en herpositionering | Voornamelijk kalibratie en machineconditie |
| Procesregistraties | Vaak handmatig | Digitaal programma en bewerkingsgegevens |
Automatisering vermindert arbeid en procesvariatie
Een conventionele trommel kan vereisen één of twee weken voor lay-out, centerponsing, herpositionering en boren5. Een geschikt CNC-systeem kan hetzelfde algemene proces verkorten tot enkele dagen, hoewel de werkelijke tijd afhangt van het aantal gaten, de wanddikte, het materiaal en het gereedschap. Automatische snelle benadering, gecontroleerde voeding, detectie van doorboring en terugtrekking van het gereedschap verminderen onnodige bewegingen. Koelmiddel- en spaanafvoersystemen ondersteunen ook een continue productie. Het resultaat is minder fysieke inspanning, minder afhankelijkheid van individuele ervaring en consistentere gatenpatronen.
Welke soorten buisgaten kan een CNC-trommelboormachine verwerken?
Keteltrommels vereisen meer dan gewone ronde gaten. Verschillende buizen, lassen, afdichtingen en montagepunten vereisen gecontroleerde diameters, groeven, stappen en posities.
Een CNC-trommelboormachine kan buisdoorvoergaten, lasgroefgaten, verzonken gaten, geruimde gaten, getrapte gaten, tapgaten en positioneringsgaten verwerken. Conventioneel boren bestrijkt gewoonlijk diameters van ongeveer Φ20 tot Φ63 mm, afhankelijk van het spindelvermogen, gereedschap, materiaal en wanddikte.

Veelvoorkomende gat- en openingsvormen
Buisdoorvoergaten vormen de belangrijkste werklast bij de productie van keteltrommels. Deze openingen verbinden de trommel met verwarmingsoppervlakbuizen, neergaande buizen, stijgbuizen of andere buissystemen. Veel toepassingen gebruiken diameters tussen ongeveer Φ20 en Φ63 mm. Gaten onder ongeveer Φ52 mm kunnen vaak in één boorgang onder geschikte omstandigheden worden gevormd. Grotere openingen kunnen voorboren, getrapt boren of ruimen vereisen.
Lasgroefgaten bevatten een afschuining of gevormde rand bij de ingang van het gat. De groef bereidt het verbindingsgebied voor op lassen en helpt bij het vaststellen van de vereiste lasgeometrie. Een gecombineerd boor- en verzinkgereedschap kan soms het doorvoergat en de groef in één bewerking produceren. Dit vermindert gereedschapswissels en ondersteunt consistente groefafmetingen.
Getrapte en verzonken gaten bevatten twee of meer diameters. Deze kenmerken kunnen afdichtingsonderdelen, buisverbindingen of montagestructuren ondersteunen. Geruimde gaten bieden een strakkere diametercontrole en een beter binnenoppervlak dan gewoon boren. Positioneringsgaten dienen als referentie voor montage of latere productiestadia.
| Gattype | Hoofddoel | Typisch proces |
|---|---|---|
| Buisdoorvoergat | Buisinbrenging en verbinding | Boren |
| Lasgroefgat | Lasvoorbereiding | Boren en verzinken |
| Getrapt gat | Afdichting of montagestructuur | Drilling and counterboring |
| Reamed hole | Improved size and surface control | Drilling and reaming |
| Tapped hole | Threaded connection | Boren en tappen |
| Positioning hole | Assembly or process reference | Precision drilling or reaming |
| Dense hole group | Connection of many tubes | Programmed batch drilling |
Hole Patterns on Curved Surfaces
The main challenge is often the hole pattern rather than the individual hole. A drum can contain dense rows distributed around its circumference and along its full length. The CNC system coordinates axial travel with servo-controlled rotation to place every hole. Typical production requirements may specify adjacent hole-pitch errors within approximately ±0.5 mm and long-distance positional errors within approximately ±1.5 mm6. Exact tolerances depend on the drum design, applicable standard, machine calibration, and inspection method.
Most drum applications involve through-holes instead of deep blind holes. Inclined holes and special grooves may also be possible when the machine has suitable axis control and tool-head adjustment. The machine configuration must match the required hole angle, depth, material grade, and drum wall thickness.
Welke belangrijke voordelen biedt een CNC-trommelboor voor de productie van hogedrukvaten?
Small hole errors can prevent tube insertion, weaken weld consistency, or create uneven stress. In pressure-bearing equipment, these problems can affect reliability and production acceptance.
A CNC drum drill improves hole-pattern accuracy, batch consistency, production speed, process traceability, and operator safety. Its rigid structure, servo indexing, automated feed, coolant delivery, and chip removal support reliable machining of thick-walled pressure-bearing drums.
Accuracy and Repeatability
Een hogedrukvat vereist een gecontroleerde gatpositie, diameter, loodrechtheid en groefvorm. Handmatige lay-out introduceert fouten door meting, markering, rondheid van de trommel en het oordeel van de operator. CNC-coördinaatbesturing elimineert de meeste handmatige positioneringsstappen. Hetzelfde programma past dezelfde nominale coördinaten toe op elk gat.
Productie met één opspanning beschermt ook de consistentie van de referentiepunten. Het herhaaldelijk verwijderen en roteren van een trommel kan cumulatieve fouten tussen gatenpatronen veroorzaken. Een servogestuurde klauwplaat houdt het werkstuk in één gecontroleerd coördinatensysteem. Oppervlaktedetectie- of uitlijningsfuncties kunnen de relatie tussen het geprogrammeerde model en de werkelijke trommelpositie corrigeren.
De haalbare nauwkeurigheid moet zorgvuldig worden vermeld. Lokale machinepositionering kan op een veel fijner niveau worden gecontroleerd dan het uiteindelijke gatenpatroon. De uiteindelijke nauwkeurigheid wordt beïnvloed door de grootte van het werkstuk, rondheid, thermische verandering, uitlijning van de klauwplaat, structurele doorbuiging, gereedschapsslijtage en inspectiecondities. Daarom moeten productietoleranties gebaseerd zijn op gevalideerde acceptatiegegevens in plaats van alleen op de resolutie van de controller.
| Voordeel | Productiewaarde |
|---|---|
| CNC-coördinaatpositionering | Vermindert handmatige lay-outfouten |
| Verspaning met één opspanning | Beperkt fouten bij het omzetten van referentiepunten |
| Servo-indexering | Controleert omtreksposities van gaten |
| Meerdere boorkoppen | Verwerkt verschillende gebieden parallel |
| Automatische voedingregeling | Stabiliseert snijcondities |
| Koeling door de spil of gericht | Beheerst hitte en helpt bij het verwijderen van spanen |
| Gereedschapsbreukdetectie | Vermindert schade na gereedschapuitval |
| Digitale programma's | Ondersteunen herhaalbaarheid en traceerbaarheid |
Productiviteit en processtabiliteit
Een machine met meerdere koppen kan meerdere gaten tegelijkertijd verwerken. Deze opstelling kan de productiviteit met drie tot vijf keer verhogen7 in veel geschikte toepassingen. Sommige sterk geoptimaliseerde systemen kunnen grotere winsten behalen. De werkelijke output hangt af van het aantal koppen, de gatafstand, de boordiameter, de materiaalsterkte, de standtijd van het gereedschap en de laadtijd.
Een kortere productietijd komt niet alleen voort uit sneller boren. De machine elimineert handmatige lay-out, centerponsen, herhaaldelijk gebruik van kranen en vele uitlijningswerkzaamheden. Automatische spaanafvoer vermindert onderbrekingen veroorzaakt door verwarde spanen. Interne koeling of gerichte koeltoevoer helpt voorkomen dat spanen zich ophopen in dikke wanden. Stabiele voedingscontrole verlaagt ook het risico op overbelasting en breuk van het gereedschap.
Digitale programma's verbeteren de consistentie tussen verschillende trommels. Een gecorrigeerd en goedgekeurd programma kan opnieuw worden gebruikt voor hetzelfde model. Productierecords kunnen inspectie, klantdocumentatie en kwaliteits-traceerbaarheid ondersteunen. Deze voordelen zijn belangrijk bij de productie van drukvaten, waar herhaalbare processen even belangrijk zijn als de nominale bewerkingssnelheid.
Welke industrieën en zware toepassingen vertrouwen op CNC-trommelboormachines?
Grote cilindrische onderdelen komen veel voor in de zware industrie, maar conventionele boorapparatuur kan vaak hun gewicht, lengte, gebogen geometrie of dichte gatenpatronen niet aan.
CNC-trommelboormachines worden voornamelijk gebruikt in de ketelbouw, energieopwekking, kernenergie, petrochemische apparatuur, scheepsbouw, windenergie en zware machines. Typische toepassingen zijn stoomtrommels, ketelverzamelaars, drukvaten, reactoromhulsels, onderdelen voor stoomgeneratoren en andere grote cilindrische constructies.

Productie van ketels en energieapparatuur
Ketelproductie is de belangrijkste toepassing voor CNC-trommelboormachines. Elektriciteitscentraleketels en industriële ketels maken gebruik van trommels en verzamelaars met veel buisaansluitingen. De gaten moeten uitgelijnd zijn met de buisbundels en voldoen aan de lasvereisten. Dichte patronen, grote afmetingen van werkstukken en verantwoordelijkheden met betrekking tot drukbelasting maken gespecialiseerde CNC-apparatuur waardevol.
Nucleaire en conventionele energieapparatuur8 kan onderdelen voor stoomgeneratoren, zware drukvaten en andere dikwandige cilindrische constructies omvatten. Deze toepassingen vereisen een hoge procescontrole, uitgebreide inspectie en duidelijke productierecords. Een geschikte CNC-trommelboormachine kan zorgen voor herhaalbare positionering en gedocumenteerde programmabesturing. Machinekwalificatie, gereedschapsvalidatie en inspectie blijven essentieel voor veiligheidskritische werkzaamheden.
Petrochemische productie maakt gebruik van grote reactoromhulsels, afscheiders, onderdelen voor warmtewisselaars9, en procesvaten. Sommige onderdelen vereisen openingen rondom, aansluitgaten of nauwkeurig gepositioneerde functies gerelateerd aan spuitmonden. Een trommelboorplatform kan worden aangepast wanneer de geometrie van het werkstuk en het proces binnen de limieten van verplaatsing, belasting en spil vallen.
Grenzen van de toepassing
Niet elke grote klus voor het boren van gaten vereist een CNC-trommelboormachine. Platte buisplaten worden meestal beter verwerkt met CNC-platenboormachines. Grote flenzen kunnen worden verwerkt door portaalboormachines of verticale draaibanken. Algemene structurele onderdelen kunnen horizontale kottermachines vereisen. De trommelboormachine is het meest waardevol wanneer een cilindrisch werkstuk veel nauwkeurig geïndexeerde gaten langs zowel de omtrek als de lengte nodig heeft.
De capaciteit van het werkstuk is een belangrijke selectiefactor. Trommeldiameter, totale lengte, gewicht, wanddikte, materiaal, gatgrootte, hoek van het gat en patroondichtheid moeten allemaal binnen de machinespecificaties vallen. De klauwplaatopstelling moet voldoende klemkracht bieden zonder de huls te vervormen. Het bed en de bewegende structuur moeten ook stijfheid behouden onder boorbelastingen. Een geschikte machine vertegenwoordigt daarom een volledig productiesysteem in plaats van alleen een boorspil. Armaturen, software, gereedschap, koelvloeistof, spaanafvoer, uitlijning en inspectiemethoden beïnvloeden allemaal het eindresultaat.
Conclusie
Een CNC-trommelboormachine automatiseert de nauwkeurige productie van gaten in massieve cilindrische onderdelen, wat de consistentie, veiligheid, traceerbaarheid en output verbetert in de productie van ketels en zware drukvaten.
-
"Waterpijpketel", https://en.wikipedia.org/wiki/Water-tube_boiler. Industriële keteltrommels beschikken gewoonlijk over honderden buisaansluitingen, afhankelijk van de capaciteit en het ontwerp, waarbij grotere ketels voor elektriciteitscentrales uitgebreide buis-naar-trommel-aansluitingen vereisen voor watercirculatie en stoomopwekking. Bewijsrol: algemene_ondersteuning; brontype: onderzoek. Ondersteunt: typische buisgataantallen in industriële keteltrommels. Toelichting: Exacte aantallen variëren aanzienlijk per keteltype, capaciteit en fabrikantspecificaties. ↩
-
"Drukvat", https://en.wikipedia.org/wiki/Pressure_vessel. Keteltrommels voor elektriciteitscentrales variëren gewoonlijk in diameter van 1 tot 2 meter met lengtes van meer dan 10 meter, waarbij de exacte afmetingen worden bepaald door de ketelcapaciteit, de drukklasse en de circulatievereisten. Bewijsrol: algemene_ondersteuning; brontype: educatie. Ondersteunt: typische afmetingsbereiken voor industriële keteltrommels. Toelichting: De genoemde afmetingen vertegenwoordigen gangbare industriële bereiken en geen universele normen. ↩
-
"Meerassig boorhulpstuk", https://www.youtube.com/watch?v=L0e_vX0NsC8. Meerassige boormachines voor grote werkstukken gebruiken vaak meerdere onafhankelijk aangestuurde koppen om gelijktijdige bewerkingen mogelijk te maken, waarbij de configuraties variëren op basis van de geometrie van het werkstuk en de productievereisten. Bewijsrol: algemene_ondersteuning; brontype: overig. Ondersteunt: typische configuraties van aandrijfkoppen in meerassige boorsystemen. Toelichting: Het specifieke aantal koppen hangt af van de ontwerpfilosofie van de machine en de beoogde toepassing in plaats van van industrienormen. ↩
-
"Thermische elektriciteitscentrale", https://en.wikipedia.org/wiki/Thermal_power_station. Grote keteltrommels voor nutsbedrijven vereisen uitgebreide buisaansluitingen voor watercirculatiesystemen, waarbij het aantal gaten schaalt met de ketelcapaciteit en de vereisten voor het warmteoverdrachtoppervlak. Bewijsrol: algemene_ondersteuning; brontype: onderzoek. Ondersteunt: aantallen gaten die vereist zijn bij de productie van grote keteltrommels. Toelichting: Het werkelijke aantal gaten varieert sterk op basis van het keteltype, de capaciteit en specifieke ontwerpparameters. ↩
-
"Moderne ketelbouw: hoe trommelgaten worden geboord (en waarom het …", https://www.youtube.com/watch?v=UEFl2xLBoO4. Handmatige lay-out en het boren van grote drukvattrommels omvat arbeidsintensieve positionerings-, meet- en verspaningsstappen die de productiecycli aanzienlijk verlengen in vergelijking met geautomatiseerde methoden. Bewijsrol: algemene_ondersteuning; brontype: overig. Ondersteunt: productietijdvereisten voor handmatige trommelboorbewerkingen. Toelichting: De werkelijke verwerkingstijd hangt sterk af van de trommelgrootte, het aantal gaten, het materiaal en de facilitaire mogelijkheden. ↩
-
"6551. Vaten, ketels en overdrukbeveiligingsinrichtingen.", https://www.dir.ca.gov/title8/6551.html. Productienormen voor drukvaten stellen positionele toleranties vast voor buisaansluitingen om een juiste pasvorm en structurele integriteit te garanderen, waarbij specifieke waarden afhangen van de vatklasse, buisdiameter en lasvereisten. Bewijsrol: algemene_ondersteuning; brontype: overheid. Ondersteunt: vereisten voor positionele toleranties voor buisgaten in keteltrommels. Toelichting: De geciteerde toleranties vertegenwoordigen typische productiedoelen en geen universele codenormen. ↩
-
"Boorproductierapport – U.S. Energy Information …", https://www.eia.gov/petroleum/drilling/. Meerassige CNC-boorsystemen kunnen cyclustijden aanzienlijk verkorten in vergelijking met enkelassige of handmatige bewerkingen door parallelle verwerking en het elimineren van herpositioneringsstappen, waarbij de werkelijke winst afhangt van de complexiteit van het werkstuk en de gatenpatronen. Bewijsrol: algemene_ondersteuning; brontype: onderzoek. Ondersteunt: productiviteitsverbeteringen door meerassige geautomatiseerde boorsystemen. Toelichting: Productiviteitsvermenigvuldigers variëren sterk op basis van de specifieke toepassing, gatdichtheid, materiaal en de gebruikte vergelijkingsmethode. ↩
-
"Hoofdstuk 02.3 Stoomgeneratoren.", https://www.nrc.gov/docs/ML1125/ML11251A016.pdf. Kerncentrales gebruiken grote cilindrische drukvaten, waaronder stoomgeneratoren met uitgebreide buis-naar-buisplaatverbindingen, reactorkuipen en drukregelaars die precisieboorbewerkingen vereisen tijdens de fabricage. Bewijsrol: algemene_ondersteuning; brontype: educatie. Ondersteunt: gebruik van grote cilindrische drukvaten in kernenergiesystemen. Toelichting: De productie van nucleaire componenten brengt aanvullende gespecialiseerde vereisten met zich mee naast de gebruikelijke fabricage van drukvaten. ↩
-
"Ontwerp van chemische procesapparatuur | Richard Turton", https://richardturton.faculty.wvu.edu/publications/chemical-process-equipment-design. Petrochemische faciliteiten gebruiken grote cilindrische drukvaten, waaronder reactoren, destillatiekolommen, separatoren en warmtewisselaars die talrijke nauwkeurig gepositioneerde aansluitingen vereisen voor procesleidingen, instrumentatie en interne componenten. Bewijsrol: algemene_ondersteuning; brontype: educatie. Ondersteunt: gebruik van grote cilindrische drukvaten in petrochemische processen. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.