

Was ist externes Wirbelschälen?
Cutting deep threads slowly kills production margins. Broken tools and bad finishes ruin expensive shafts. External whirling fixes these problems entirely.
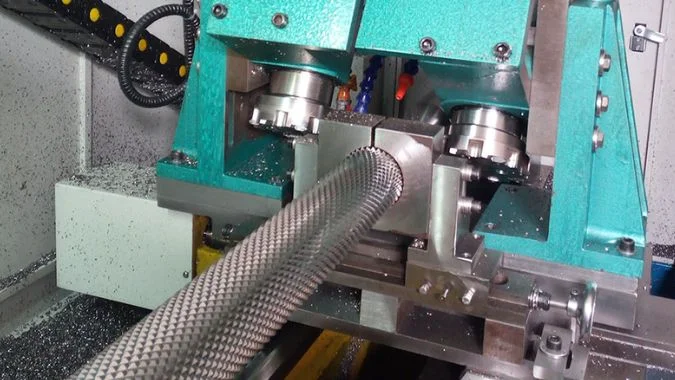
External whirling is a high-speed machining process where a rotating tool head with carbide inserts cuts threads on the outside of a slowly turning workpiece. This method finishes deep threads in a single pass, providing massive efficiency and excellent surface quality for long shafts and lead screws.

Discovering new ways to cut metal always changes a shop’s profitability. Seeing an external whirling machine tear through hardened steel for the first time amazed me. Master this exact process below to transform thread production completely.
How Does the External Whirling Work?
Understanding complex tool motions causes major confusion. Programming mistakes smash cutter heads into solid metal. Breaking down the specific machine movements makes the setup perfectly safe.
External whirling works by combining four precise motions. A cutter head spins rapidly outside the workpiece. The workpiece rotates very slowly. The cutter moves axially to match the thread pitch. The tool head tilts to perfectly match the thread helix angle.
Structural Layout
The cutter head looks exactly like a thick saw blade1. Several tough carbide inserts sit on the outer edge of this disc. The tool stays completely outside the workpiece during the whole process. This open layout allows machines to cut extremely large diameter screws easily. There is no size limit from a small inner ring.
Core Machine Motions
The process depends completely on precise synchronized movements. An independent motor drives the cutter head at massive speeds. This fast rotation turns solid metal into crescent-shaped chips instantly. The main machine spindle rotates the workpiece very slowly. The axial movement must match the exact thread pitch perfectly. The entire cutter head must tilt to match the thread angle2. This tilt prevents the spinning disc from hitting the thread walls.
Schneiden Aktion
The inserts sweep across the metal surface intermittently. Chips fly away quickly due to massive centrifugal force3. One single pass cuts the entire thread depth completely.
| Maschinenkomponente | Movement Type | Prozessziel |
|---|---|---|
| Messerkopf | Hochgeschwindigkeitsrotation | Schneller Metallabtrag |
| Hauptspindel | Langsame Rotation | Sanfte Materialzuführung |
| Z-Achse | Linearvorschub | Anpassung an die Gewindesteigung |
| Neigungsachse | Winkeleinstellung | Anpassung an den Steigungswinkel |
What Kinds of Workpiece Are Suitable for External Whirling?
Die Wahl der falschen Maschine zerstört teure Rohmaterialien. Der Versuch, mit kleinen Maschinen riesige Leitspindeln zu bearbeiten, führt garantiert zum Totalausfall. Die Abstimmung des Werkstücks auf die Maschine spart enorme Kosten.
Das Außenwirbeln eignet sich für rotationssymmetrische Werkstücke wie Leitspindeln, Schnecken und Knochenschrauben. Mittlere bis große Durchmesser zwischen 6 und 450 Millimetern funktionieren am besten. Dieser Prozess schneidet gehärteten Stahl, Titan und Hochtemperaturlegierungen perfekt bei hocheffizienten Massenproduktionsläufen.

Ideale Komponententypen
Viele mechanische Teile erfordern tiefe Außengewinde. Kugelgewindespindeln und Hochleistungsschnecken passen perfekt zu diesem Verfahren.4. Hydraulikventilspulen und große Gewindewellen laufen problemlos auf diesen Maschinen. Das Verfahren bewältigt problemlos mehrgängige Gewinde und große Steigungswinkel. Das Design des äußeren Messerkopfes bietet extreme Flexibilität für komplexe Gewindeformen.
Materialfähigkeiten
Hartmetall zerstört herkömmliche Einpunkt-Drehwerkzeuge. Wirbeln schneidet jedoch sehr gut durch gehärteten Stahl. Metalle mit einer Härte von bis zu 65 HRC lassen sich mit speziellen PCBN-Wendeplatten problemlos bearbeiten.5. Edelstahl- und Titanlegierungen lassen sich ohne übermäßige Hitzeentwicklung glatt schneiden. Der offene Schneidbereich ermöglicht einen starken Kühlmittelfluss direkt auf die heißen Späne.
Formbeschränkungen
Das Werkstück muss zylindrisch bleiben. Beide Enden erfordern eine feste Einspannung mittels Spannfutter und Reitstockspitze. Teile mit extrem dünnen Profilen oder unregelmäßigen Formen versagen bei diesem schweren Zerspanungsprozess. Innengewinde erfordern eine völlig andere Ausrüstung.
| Werkstückmerkmal | Wirbelkapazität | Anwendungsergebnis |
|---|---|---|
| Geometrie | Nur zylindrische Form | Perfekte Einspannung |
| Material Härte | Bis zu 65 HRC | Hervorragende Standzeit |
| Durchmessergröße | 6 mm bis 450 mm | Hocheffizient |
| Gewindetyp | Externes mehrgängiges Gewinde | Fertigstellung in einem Durchgang |
What Are the Major Advantages of External Whirling in Terms of Cycle Time and Surface Finish?
Langsame Schnittzeiten ruinieren die Gewinnmargen der Fabrik. Raue Gewindeoberflächen führen zu sofortigen Kundenreklamationen. Die Einführung dieses Hochgeschwindigkeits-Fräsverfahrens löst beide großen Produktionsprobleme auf Anhieb.
Das externe Wirbeln fertigt Gewinde in nur einem Durchgang und ist damit bis zu vierzehnmal schneller als das herkömmliche Drehen. Der kontinuierliche Schnitt mit mehreren Schneiden verteilt die Last gleichmäßig. Dieser stabile Prozess eliminiert Vibrationen und erzeugt spiegelähnliche Oberflächengüten von bis zu Ra 0,8 Mikrometer.

Reduzierung der Zykluszeit
Das traditionelle Drehen erfordert viele wiederholte Durchgänge, um ein tiefes Gewinde zu schneiden. Ein einschneidiges Werkzeug muss langsam durch das Metall geführt werden. Das externe Wirbeln eliminiert diese Zeitverschwendung vollständig. Schnittgeschwindigkeiten erreichen problemlos 400 Meter pro Minute.6. Die Spindeldrehzahlen liegen zwischen 2.000 und 5.000 Umdrehungen pro Minute.7. Der Hochgeschwindigkeits-Profilfräser stellt das gesamte Gewindeprofil in genau einem Durchgang fertig. Die Gesamtbearbeitungszeit sinkt auf nur ein Fünftel der traditionellen Methoden. Massive Effizienzsteigerungen erhöhen den Produktionsausstoß erheblich.
Verbesserungen der Oberflächenqualität
Starke Vibrationen erzeugen unschöne Markierungen auf dem geschnittenen Metall. Wendeplatten aus Hartmetall ermöglichen einen kontinuierlichen Mehrschneidenschnitt. Diese Aktion verteilt die Schnittkraft perfekt über den Werkzeugkopf. Gleichmäßige Kräfte reduzieren das Rattern der Maschine auf nahezu null. Druckluft bläst die Späne sofort weg. Eine gute Spanabfuhr verhindert, dass Metall an der scharfen Werkzeugschneide haften bleibt. Die Oberflächenrauheit bleibt bei Ra 0,8 Mikrometern perfekt stabil.8. Das Präzisionsniveau verbessert sich im Vergleich zum Standarddrehen um zwei volle Stufen.9.
| Vorteilsbereich | Traditionelles Drehen | Externes Wirbeln |
|---|---|---|
| Schnittmethode | Mehrere langsame Durchgänge | Ein einziger Durchgang |
| Erforderliche Zeit | Sehr lang | Extrem kurz |
| Oberflächenrauheit | Oft schlecht | Stabil Ra 0,8 |
| Präzisionsgrad | Standard | Zwei Qualitätsstufen höher |
Why Does External Whirling Prevent Long Shafts from Bending Better than Traditional Thread Turning?
Das Schneiden langer Metallstangen führt zu schwerwiegenden Biegeproblemen. Verbogene Leitspindeln ruinieren teure mechanische Baugruppen. Die korrekte Verteilung der Schnittkräfte hält das schlanke Werkstück vollkommen gerade.
Das Außenwirbeln nutzt tangentiale Schnittkräfte anstelle von starken radialen Druckkräften. Hochgeschwindigkeits-Mehrschneidenwerkzeuge leiten die Wärme ab und reduzieren den Schnittdruck. Diese optimale Kraftrichtung verhindert das Verbiegen langer Wellen, jedoch erfordern extreme Längen dennoch eine geeignete Lünettenunterstützung.

Richtung der Schnittkraft
Beim herkömmlichen Drehen wird ein einzelnes Werkzeug direkt in die Seite der Metallstange gedrückt. Diese vertikale Radialkraft wirkt genau wie ein Hammer, der die Welle wegdrückt. Die lange Stange verbiegt sich unter diesem starken Seitendruck. Das Außenwirbeln verfolgt einen völlig anderen Ansatz. Der rotierende Scheibenfräser übt die Kraft tangential entlang der Metalloberfläche aus. Tangentialkräfte schneiden das Metall, anstatt auf den Kern zu drücken. Dieser Schneidvorgang reduziert das Biegerisiko massiv.
Wärme- und Druckkontrolle
Wärme zerstört die Geradheit von Metall schnell. Einzelwerkzeuge erzeugen massive, lokalisierte Hitze. Mehrschneidige Wirbelwerkzeuge verteilen die Arbeitslast. Wärme wird mit den fliegenden Spänen sofort abgeführt. Die gesamte spezifische Schnittkraft bleibt sehr gering. Geringe Kräfte bedeuten weniger thermische Verformung innerhalb der langen Welle.
Erforderliche Unterstützungssysteme
Das Wirbelverfahren kann die Gesetze der Physik nicht vollständig außer Kraft setzen. Wellen mit massiven Längen-Durchmesser-Verhältnissen biegen sich weiterhin unter ihrem Eigengewicht. Eine ordnungsgemäße mechanische Unterstützung bleibt zwingend erforderlich. Werkstätten müssen weiterhin hydraulische Lünetten oder mitlaufende Lünetten verwenden. Eine stabile Einspannung verhindert, dass durch die Rotation unkontrollierte zentrifugale Biegekräfte entstehen.
| Biegefaktor | Problem beim herkömmlichen Drehen | Lösung durch Außenwirbeln |
|---|---|---|
| Kraftrichtung | Starker radialer Druck | Sanftes tangentiales Schneiden |
| Wärmeerzeugung | An einer Stelle konzentriert | Durch mehrere Schneiden verteilt |
| Bauteilverformung | Sehr häufig | Deutlich reduziert |
| Einrichtungsbedarf | Standardzentrum | Erfordert Lünetten |
Schlussfolgerung
Das externe Wirbeln bietet unglaubliche Geschwindigkeit und perfekte Oberflächengüten für schwer zu bearbeitende Gewindeteile. Die Kombination aus präzisem Mehrschneiden-Fräsen und tangentialen Kräften transformiert die Herstellung langer Wellen grundlegend.
-
"Gewindewirbeln – Was ist das und wie funktioniert es? – GenSwiss", https://genswiss.com/whirldata. Technische Beschreibungen von Gewindewirbelwerkzeugen charakterisieren den Messerkopf als kreisringförmige Scheibe, die mehrere indexierbare Hartmetalleinsätze an ihrem Umfang trägt, welche mit hoher Geschwindigkeit um die Werkstückachse rotieren. Evidenzrolle: Definition; Quellentyp: Fachartikel. Unterstützt: Die geometrische Konfiguration des externen Wirbelmesserkopfes und die Platzierung der Schneideinsätze. Anmerkung zum Anwendungsbereich: Die Werkzeuggeometrie variiert je nach Hersteller und Anwendung; die Analogie zum Sägeblatt ist eher illustrativ als eine standardisierte technische Definition. ↩
-
"Einfluss der Bearbeitungsbedingungen auf die mikrogeometrische Genauigkeit …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Kinematische Analysen des Gewindewirbelns belegen, dass die Messerkopfachse relativ zur Werkstückachse um einen Winkel geneigt sein muss, der dem Steigungswinkel des Gewindes entspricht, um sicherzustellen, dass die rotierenden Einsätze die Flanken des geschnittenen Gewindes freistellen. Evidenzrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Die geometrische Anforderung, den Wirbelmesserkopf um den Gewindesteigungswinkel zu neigen, um eine Kollision mit der Werkzeugwand zu verhindern. Anmerkung zum Anwendungsbereich: Die genaue Neigungsanforderung hängt von Gewindesteigung, Werkstückdurchmesser und Messerkopfdurchmesser ab; die Beschreibung des Artikels ist eine Vereinfachung der vollständigen geometrischen Beziehung. ↩
-
"Einfluss der Bearbeitungsbedingungen auf die mikrogeometrische Genauigkeit …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Studien zur Spanbildung bei Hochgeschwindigkeits-Rotationsschneidprozessen stellen fest, dass die Zentrifugalbeschleunigung am Messerumfang dazu beiträgt, Späne aus der Schnittzone wegzuschleudern, wodurch das Nachschneiden reduziert und die Oberflächenintegrität verbessert wird. Evidenzrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Die Rolle der Zentrifugalkraft bei der Spanabfuhr während Hochgeschwindigkeits-Rotationsbearbeitungsprozessen wie dem Gewindewirbeln. Anmerkung zum Anwendungsbereich: Der Spanauswurf beim Wirbeln wird auch durch Kühlmittelfluss und Einsatzgeometrie beeinflusst; die Abfuhr allein der Zentrifugalkraft zuzuschreiben, ist eine Vereinfachung. ↩
-
"Kugelgewindetrieb – Wikipedia", https://en.wikipedia.org/wiki/Ball_screw. Fertigungsliteratur zur Präzisionsgewindeherstellung identifiziert das Gewindewirbeln als etabliertes Verfahren für Kugelgewindespindeln und Schneckenprofile und führt dessen Fähigkeit an, die erforderliche Gewindegenauigkeit und Oberflächengüte in einem einzigen Durchgang an gehärtetem Material zu erreichen. Evidenzrolle: Fallbeispiel; Quellentyp: Fachartikel. Unterstützt: Den Einsatz von externem Gewindewirbeln bei der Herstellung von Kugelgewindetrieben und Schneckenkomponenten. Anmerkung zum Anwendungsbereich: Die Akzeptanz variiert je nach Produktionsvolumen und Wellengröße; einige Kugelgewindehersteller nutzen Schleifen als Endbearbeitungsschritt nach dem Wirbeln, anstatt sich allein auf das Wirbeln zu verlassen. ↩
-
"Einfluss verschiedener CBN-Sorten auf Schnittkraft und …", https://pmc.ncbi.nlm.nih.gov/articles/PMC6337122/. Forschung zur Hartbearbeitung mit polykristallinen kubischen Bornitrid-Werkzeugen (PKB) dokumentiert das effektive Schneiden von auf ca. 60–65 HRC gehärteten Stählen und führt die Leistung auf die hohe Warmhärte und Wärmeleitfähigkeit von PKB zurück. Evidenzrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Die Fähigkeit von PKB-Schneidwerkzeugen, gehärtete Stähle bei oder nahe 65 HRC zu bearbeiten. Anmerkung zum Anwendungsbereich: Die Leistung bei 65 HRC ist empfindlich gegenüber der Legierungszusammensetzung des Werkstücks, der Schnitttiefe und der Einsatzsorte; Ergebnisse aus Hartdrehstudien lassen sich möglicherweise nicht direkt auf die Geometrie des Wirbelprozesses übertragen. ↩
-
"Drehzahlen und Vorschübe – Wikipedia", https://en.wikipedia.org/wiki/Speeds_and_feeds. Die Fachliteratur zum Gewindewirbeln beschreibt Umfangsgeschwindigkeiten des Messerkopfes üblicherweise im Bereich von 200–500 m/min, wobei das erreichbare Maximum vom Einsatzmaterial, der Werkstückhärte und der Maschinensteifigkeit abhängt. Evidenzrolle: Statistik; Quellentyp: Fachartikel. Unterstützt: Typische oder maximale Schnittgeschwindungsgeschwindigkeiten, die bei externen Gewindewirbeloperationen verwendet werden. Anmerkung zum Anwendungsbereich: Der Wert von 400 m/min stellt möglicherweise einen oberen Bereichswert dar; tatsächliche Drehzahlen in der Werkstatt werden typischerweise konservativ gewählt, um Standzeit und Oberflächenqualität auszugleichen. ↩
-
"Gewindewirbeln – Was ist das und wie funktioniert es? – GenSwiss", https://genswiss.com/whirldata. Prozessdokumentationen für Gewindewirbeleinheiten geben Messerkopfdrehzahlen von typischerweise zwischen 1.500 und 6.000 U/min an, wobei der gewählte Bereich durch Werkstückdurchmesser, Gewindesteigung und Einsatzspezifikationen bestimmt wird. Evidenzrolle: Statistik; Quellentyp: Fachartikel. Unterstützt: Drehzahlbereiche des Messerkopfes beim externen Gewindewirbeln. Anmerkung zum Anwendungsbereich: Der genannte Bereich von 2.000–5.000 U/min ist plausibel, repräsentiert aber möglicherweise nicht alle Maschinenkonfigurationen; die Werte unterscheiden sich zwischen Wirbelvorsatzgeräten und dedizierten Wirbelmaschinen. ↩
-
"Beschreibung der Oberflächentopographie von durch Drehen hergestellten Gewinden auf …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821200/. Experimentelle Untersuchungen zum Gewindewirbeln berichten von Oberflächenrauheitswerten im Bereich von Ra 0,4–1,6 µm, abhängig von Einsatzgeometrie, Schnittgeschwindigkeit und Werkstückmaterial, wobei Ra 0,8 µm als repräsentativer erreichbarer Wert genannt wird. Evidenzrolle: Statistik; Quellentyp: Fachartikel. Unterstützt: Oberflächenrauheitswerte, die durch externes Gewindewirbeln unter definierten Schnittbedingungen erreichbar sind. Anmerkung zum Anwendungsbereich: Tatsächliche Ra-Werte hängen von den Prozessparametern ab; der im Artikel genannte Wert ist möglicherweise nicht universell auf alle Materialien und Maschinenkonfigurationen anwendbar. ↩
-
"Einfluss der Bearbeitungsbedingungen auf die mikrogeometrische Genauigkeit …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Vergleichende Genauigkeitsbewertungen von Gewindewirbeln gegenüber dem einprofiligen Drehen berichten von Verbesserungen der Teilkreisdurchmessertoleranz und Steigungsgenauigkeit um ein bis zwei ISO-Toleranzgradstufen, was auf reduzierte Werkzeugdurchbiegung und thermische Verformung zurückgeführt wird. Evidenzrolle: Statistik; Quellentyp: Fachartikel. Unterstützt: Die Verbesserung der Gewindemaßhaltigkeit durch Wirbeln im Vergleich zum konventionellen Drehen, ausgedrückt in ISO-Toleranzgraden. Anmerkung zum Anwendungsbereich: Die Verbesserung um zwei Stufen ist nicht universell standardisiert; tatsächliche Gewinne hängen von der Maschinensteifigkeit, dem Werkstückmaterial und dem Referenzdrehprozess ab. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.