

Qu'est-ce que le tourbillonnage externe ?
Couper des filetages profonds réduit lentement les marges de production. Les outils cassés et les mauvaises finitions ruinent les arbres coûteux. Le tourbillonnage externe résout entièrement ces problèmes.
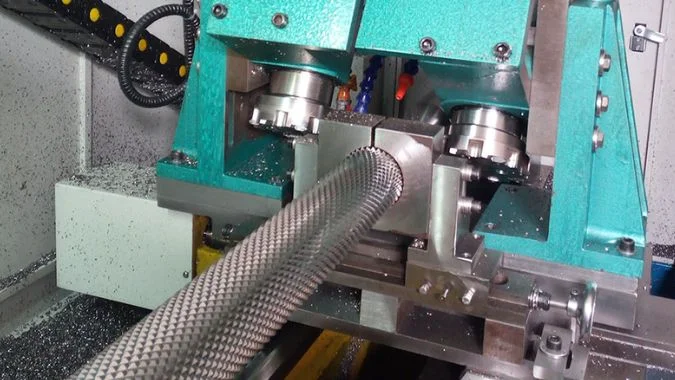
Le tourbillonnage externe est un processus d'usinage à grande vitesse où une tête d'outil rotative équipée de plaquettes en carbure coupe des filetages à l'extérieur d'une pièce tournant lentement. Cette méthode finit les filetages profonds en une seule passe, offrant une efficacité massive et une excellente qualité de surface pour les longs arbres et les vis-mères.

Découvrir de nouvelles façons de couper le métal change toujours la rentabilité d'un atelier. Voir une machine de tourbillonnage externe traverser de l'acier trempé pour la première fois m'a stupéfié. Maîtrisez ce processus exact ci-dessous pour transformer complètement la production de filetages.
Comment fonctionne le tourbillonnage externe ?
Comprendre les mouvements complexes des outils cause une confusion majeure. Les erreurs de programmation font s'écraser les têtes de coupe dans le métal solide. Décomposer les mouvements spécifiques de la machine rend la configuration parfaitement sûre.
Le tourbillonnage externe fonctionne en combinant quatre mouvements précis. Une tête de coupe tourne rapidement à l'extérieur de la pièce. La pièce tourne très lentement. L'outil se déplace axialement pour correspondre au pas de filetage. La tête d'outil s'incline pour correspondre parfaitement à l'angle d'hélice du filetage.
Disposition structurelle
La tête de coupe ressemble exactement à une lame de scie épaisse.1. Plusieurs plaquettes en carbure résistantes sont situées sur le bord extérieur de ce disque. L'outil reste complètement à l'extérieur de la pièce pendant tout le processus. Cette disposition ouverte permet aux machines de couper facilement des vis de très grand diamètre. Il n'y a aucune limite de taille imposée par un anneau interne.
Mouvements principaux de la machine
Le processus dépend entièrement de mouvements synchronisés précis. Un moteur indépendant entraîne la tête de coupe à des vitesses élevées. Cette rotation rapide transforme instantanément le métal solide en copeaux en forme de croissant. La broche principale de la machine fait tourner la pièce très lentement. Le mouvement axial doit correspondre parfaitement au pas de filetage exact. La tête de coupe entière doit s'incliner pour correspondre à l'angle du filetage.2. Cette inclinaison empêche le disque rotatif de heurter les parois du filetage.
Action de coupe
Les plaquettes balaient la surface métallique par intermittence. Les copeaux s'envolent rapidement grâce à une force centrifuge massive.3. Une seule passe coupe complètement toute la profondeur du filetage.
| Composant de la machine | Type de mouvement | Objectif du processus |
|---|---|---|
| Tête de coupe | Rotation à grande vitesse | Enlèvement rapide de métal |
| Broche principale | Rotation lente | Avance douce du matériau |
| Axe Z | Avance linéaire | Correspondance du pas de vis |
| Axe d'inclinaison | Réglage de l'angle | Correspondance de l'angle d'hélice |
Quels types de pièces sont adaptés au tourbillonnage externe ?
Choisir la mauvaise machine détruit des matières premières coûteuses. Forcer de petites machines à couper d'énormes vis-mères garantit un échec total. Adapter la pièce à la machine permet d'économiser énormément d'argent.
Le tourbillonnage externe convient aux pièces rotatives telles que les vis-mères, les vis sans fin et les vis à os. Les diamètres moyens à grands compris entre 6 et 450 millimètres fonctionnent le mieux. Ce processus coupe parfaitement l'acier trempé, le titane et les alliages à haute température lors de séries de production de masse à haute efficacité.

Types de composants idéaux
De nombreuses pièces mécaniques nécessitent des filetages externes profonds. Les vis à billes et les vis sans fin robustes correspondent parfaitement à ce processus.4. Les tiroirs de vannes hydrauliques et les grands arbres filetés fonctionnent sans problème sur ces machines. Le processus gère facilement les filetages à plusieurs départs et les grands angles d'hélice. La conception de la tête de coupe externe offre une extrême flexibilité pour les formes de filetage complexes.
Capacités des matériaux
Le métal dur détruit les outils de tournage traditionnels à pointe unique. Le tourbillonnage coupe très bien l'acier trempé. Les métaux d'une dureté allant jusqu'à 65 HRC s'usinent facilement à l'aide de plaquettes spéciales en PCBN.5. L'acier inoxydable et les alliages de titane se coupent sans accumulation excessive de chaleur. La zone de coupe ouverte permet un flux important de liquide de refroidissement directement sur les copeaux chauds.
Limites de forme
La pièce doit rester cylindrique. Les deux extrémités nécessitent un serrage robuste à l'aide d'un mandrin et d'une contre-pointe. Les pièces aux profils extrêmement fins ou aux formes irrégulières échouent lors de ce processus de coupe intensive. Les filetages internes nécessitent un équipement totalement différent.
| Caractéristique de la pièce | Capacité de tourbillonnage | Résultat de l'application |
|---|---|---|
| Géométrie | Forme cylindrique uniquement | Serrage parfait |
| Matériau Dureté | Jusqu'à 65 HRC | Excellente durée de vie de l'outil |
| Taille du diamètre | 6 mm à 450 mm | Très efficace |
| Type de filetage | Externe multi-départs | Finition en une seule passe |
Quels sont les avantages majeurs du tourbillonnage externe en termes de temps de cycle et de finition de surface ?
Des temps de coupe lents détruisent les marges bénéficiaires de l'usine. Des surfaces de filetage rugueuses provoquent le rejet immédiat par le client. L'adoption de cette méthode de fraisage à haute vitesse résout instantanément ces deux problèmes de production majeurs.
Le tourbillonnage externe permet de réaliser les filetages en une seule passe, ce qui est jusqu'à quatorze fois plus rapide que le tournage traditionnel. La coupe continue à arêtes multiples répartit la charge uniformément. Ce processus stable élimine les vibrations et crée des finitions de surface semblables à un miroir atteignant Ra 0,8 micromètre.

Réduction du temps de cycle
Le tournage traditionnel nécessite de nombreuses passes répétitives pour couper un filetage profond. Un outil à pointe unique doit être traîné lentement dans le métal. Le tourbillonnage externe élimine complètement ce temps perdu. Les vitesses de coupe atteignent facilement 400 mètres par minute6. Les vitesses de broche varient de 2 000 à 5 000 tours par minute7. La fraise de forme à grande vitesse finit tout le profil de filetage en une seule passe exactement. Le temps d'usinage total tombe à seulement un cinquième des méthodes traditionnelles. Des gains d'efficacité massifs augmentent considérablement la production en usine.
Améliorations de la qualité de surface
Les mauvaises vibrations créent des marques inesthétiques sur le métal coupé. Les plaquettes carbure indexables assurent une coupe multi-arêtes continue. Cette action répartit parfaitement la force de coupe sur la tête de l'outil. Des forces uniformes réduisent les vibrations de la machine à presque zéro. L'air comprimé souffle les copeaux instantanément. Une bonne évacuation des copeaux empêche le métal de coller à l'arête tranchante de l'outil. La rugosité de surface reste parfaitement stable à Ra 0,8 micromètre8. Les niveaux de précision augmentent de deux classes complètes par rapport au tournage standard9.
| Domaine d'avantage | Tournage traditionnel | Tourbillonnage externe |
|---|---|---|
| Méthode de coupe | Passes lentes multiples | Une seule passe |
| Temps requis | Très long | Extrêmement court |
| Rugosité de surface | Souvent médiocre | Stable Ra 0,8 |
| Classe de précision | Standard | Deux classes au-dessus |
Pourquoi le tourbillonnage externe empêche-t-il mieux les longs arbres de se plier que le filetage traditionnel ?
La découpe de longues tiges métalliques entraîne de graves problèmes de flexion. Les vis-mères courbées ruinent les assemblages mécaniques coûteux. Une répartition correcte des forces de coupe permet de maintenir la pièce élancée parfaitement droite.
Le tourbillonnage externe utilise des forces de coupe tangentielles au lieu de forces de poussée radiale importantes. Les outils multi-dents à haute vitesse dissipent la chaleur et réduisent la pression de coupe. Cette direction optimale des forces empêche les longs arbres de se courber, bien que les longueurs extrêmes nécessitent toujours un support de lunette approprié.

Direction de la force de coupe
Le tournage traditionnel pousse un outil unique directement sur le côté de la tige métallique. Cette force radiale verticale agit exactement comme un marteau poussant l'arbre. La longue tige se courbe sous cette forte pression latérale. Le tourbillonnage externe utilise une approche totalement différente. La fraise à disque rotative applique une force tangentielle le long de la surface métallique. Les forces tangentielles tranchent le métal au lieu de pousser le noyau. Cette action de tranchage réduit considérablement le risque de flexion.
Contrôle de la chaleur et de la pression
La chaleur détruit rapidement la rectitude du métal. Les outils uniques génèrent une chaleur localisée massive. Les outils de tourbillonnage multi-dents partagent la charge de travail. La chaleur est évacuée instantanément avec les copeaux projetés. La force de coupe unitaire globale reste très faible. Des forces faibles signifient moins de déformation thermique à l'intérieur de l'arbre long.
Systèmes de support requis
Le processus de tourbillonnage ne peut pas vaincre complètement les lois de la physique. Les arbres présentant des rapports longueur/diamètre massifs se courbent toujours sous leur propre poids. Un support mécanique approprié reste strictement nécessaire. Les ateliers doivent toujours utiliser des lunettes hydrauliques ou des lunettes à suivre. Un serrage stable empêche la rotation de créer des forces de flexion centrifuges incontrôlées.
| Facteur de flexion | Problème du tournage traditionnel | Solution du tourbillonnage externe |
|---|---|---|
| Direction de la force | Poussée radiale lourde | Tranchage tangentiel doux |
| Production de chaleur | Piégée en un point | Dispersée par de multiples arêtes |
| Déformation de la pièce | Très courant | Considérablement réduit |
| Besoin de configuration | Centre standard | Nécessite des lunettes de suivi |
Conclusion
Le tourbillonnage externe offre une vitesse incroyable et des finitions de surface parfaites pour les pièces filetées difficiles. Combiner une coupe multi-arêtes précise avec des forces tangentielles transforme complètement la fabrication d'arbres longs.
-
" Thread Whirling – What Is It, And How Does It Work? – GenSwiss ", https://genswiss.com/whirldata. Les descriptions techniques des outils de tourbillonnage de filet caractérisent la tête de coupe comme un disque annulaire portant plusieurs plaquettes indexables en carbure sur sa périphérie, qui tournent autour de l'axe de la pièce à grande vitesse. Rôle de la preuve : définition ; type de source : document. Soutient : La configuration géométrique de la tête de tourbillonnage externe et le placement des plaquettes de coupe. Note de portée : La géométrie de l'outil varie selon le fabricant et l'application ; l'analogie avec la lame de scie est illustrative plutôt qu'une définition technique normalisée. ↩
-
" Influence of Machining Conditions on Micro-Geometric Accuracy … ", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Les analyses cinématiques du tourbillonnage de filet établissent que l'axe de la tête de coupe doit être incliné par rapport à l'axe de la pièce d'un angle égal à l'angle d'hélice du filet pour garantir que les plaquettes rotatives dégagent les flancs du filet coupé. Rôle de la preuve : mécanisme ; type de source : document. Soutient : L'exigence géométrique d'incliner la tête de tourbillonnage selon l'angle d'hélice du filet pour éviter l'interférence avec la paroi de l'outil. Note de portée : L'exigence précise d'inclinaison dépend du pas du filet, du diamètre de la pièce et du diamètre de la tête de coupe ; la description de l'article est une simplification de la relation géométrique complète. ↩
-
" Influence of Machining Conditions on Micro-Geometric Accuracy … ", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Les études sur la formation des copeaux dans les processus de coupe rotative à grande vitesse notent que l'accélération centrifuge à la périphérie de la fraise aide à projeter les copeaux hors de la zone de coupe, réduisant le re-coupage et améliorant l'intégrité de la surface. Rôle de la preuve : mécanisme ; type de source : document. Soutient : Le rôle de la force centrifuge dans l'évacuation des copeaux lors des processus d'usinage rotatif à grande vitesse tels que le tourbillonnage de filet. Note de portée : L'éjection des copeaux en tourbillonnage est également influencée par le débit de liquide de refroidissement et la géométrie des plaquettes ; attribuer l'évacuation uniquement à la force centrifuge est une simplification excessive. ↩
-
" Ball screw – Wikipedia ", https://en.wikipedia.org/wiki/Ball_screw. La littérature manufacturière sur la production de vis de précision identifie le tourbillonnage de filet comme un processus établi pour les arbres de vis à billes et les profils de vis sans fin, citant sa capacité à atteindre la précision de filet et la finition de surface requises en un seul passage sur un matériau trempé. Rôle de la preuve : référence de cas ; type de source : document. Soutient : L'utilisation du tourbillonnage de filet externe dans la production de vis à billes et de composants à vis sans fin. Note de portée : L'adoption varie selon le volume de production et la taille de l'arbre ; certains fabricants de vis à billes utilisent la rectification comme opération de finition après le tourbillonnage plutôt que de compter uniquement sur celui-ci. ↩
-
" Influence of Different Grades of CBN Inserts on Cutting Force and … ", https://pmc.ncbi.nlm.nih.gov/articles/PMC6337122/. La recherche sur l'usinage dur avec des outils en nitrure de bore cubique polycristallin (PCBN) documente la coupe efficace d'aciers trempés à environ 60–65 HRC, attribuant la performance à la dureté à chaud élevée et à la conductivité thermique du PCBN. Rôle de la preuve : mécanisme ; type de source : document. Soutient : La capacité des outils de coupe PCBN à usiner des aciers trempés à ou près de 65 HRC. Note de portée : La performance à 65 HRC est sensible à la composition de l'alliage de la pièce, à la profondeur de coupe et à la nuance de la plaquette ; les résultats des études de tournage dur peuvent ne pas être transférables directement à la géométrie du processus de tourbillonnage. ↩
-
" Speeds and feeds – Wikipedia ", https://en.wikipedia.org/wiki/Speeds_and_feeds. La littérature technique sur le tourbillonnage de filet décrit des vitesses périphériques de tête de coupe généralement comprises entre 200 et 500 m/min, le maximum réalisable dépendant du matériau de la plaquette, de la dureté de la pièce et de la rigidité de la machine. Rôle de la preuve : statistique ; type de source : document. Soutient : Les vitesses de coupe typiques ou maximales utilisées dans les opérations de tourbillonnage de filet externe. Note de portée : Le chiffre de 400 m/min peut représenter une valeur de plage supérieure ; les vitesses réelles en atelier sont généralement sélectionnées de manière conservatrice pour équilibrer la durée de vie de l'outil et la qualité de surface. ↩
-
" Thread Whirling – What Is It, And How Does It Work? – GenSwiss ", https://genswiss.com/whirldata. La documentation des processus pour les unités de tourbillonnage de filet indique des vitesses de tête de coupe généralement comprises entre 1 500 et 6 000 tr/min, la plage sélectionnée étant régie par le diamètre de la pièce, le pas du filet et les spécifications des plaquettes. Rôle de la preuve : statistique ; type de source : document. Soutient : Les plages de vitesse de rotation de la tête de coupe utilisées dans le tourbillonnage de filet externe. Note de portée : La plage indiquée de 2 000 à 5 000 tr/min est plausible mais peut ne pas représenter toutes les configurations de machine ; les valeurs diffèrent entre les accessoires de tourbillonnage et les machines de tourbillonnage dédiées. ↩
-
" Surface Topography Description of Threads Made with Turning on … ", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821200/. Les investigations expérimentales sur le tourbillonnage de filet rapportent des valeurs de rugosité de surface dans la plage Ra 0,4–1,6 µm en fonction de la géométrie de la plaquette, de la vitesse de coupe et du matériau de la pièce, avec Ra 0,8 µm cité comme une valeur réalisable représentative. Rôle de la preuve : statistique ; type de source : document. Soutient : Les valeurs de rugosité de surface réalisables par tourbillonnage de filet externe dans des conditions de coupe définies. Note de portée : Les valeurs Ra réelles dépendent des paramètres du processus ; le chiffre cité dans l'article peut ne pas s'appliquer universellement à tous les matériaux et configurations de machine. ↩
-
" Influence of Machining Conditions on Micro-Geometric Accuracy … ", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Les évaluations comparatives de précision du tourbillonnage de filet par rapport au tournage en une seule passe rapportent des améliorations de la tolérance sur diamètre sur flanc et de la précision de pas cohérentes avec un à deux degrés de tolérance ISO, attribuées à une réduction de la déflexion de l'outil et de la déformation thermique. Rôle de la preuve : statistique ; type de source : document. Soutient : L'amélioration de la précision dimensionnelle du filet obtenue par tourbillonnage par rapport au tournage conventionnel en une seule passe, exprimée en termes de degrés de tolérance ISO. Note de portée : Le chiffre d'amélioration de deux degrés n'est pas universellement normalisé ; les gains réels dépendent de la rigidité de la machine, du matériau de la pièce et du processus de tournage de base comparé. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.