

Het langzaam snijden van diepe schroefdraad vernietigt de productiemarges. Gebroken gereedschap en een slechte afwerking ruïneren dure assen. Extern wervelfrezen lost deze problemen volledig op.
Extern wervelfrezen is een hogesnelheidsbewerkingsproces waarbij een roterende gereedschapskop met hardmetalen wisselplaten schroefdraad snijdt aan de buitenkant van een langzaam draaiend werkstuk. Deze methode voltooit diepe schroefdraad in één enkele doorgang, wat zorgt voor enorme efficiëntie en een uitstekende oppervlaktekwaliteit voor lange assen en spindels.

Het ontdekken van nieuwe manieren om metaal te verspanen, verandert altijd de winstgevendheid van een werkplaats. Het zien hoe een externe wervelfreesmachine voor het eerst door gehard staal sneed, verbaasde mij. Beheers dit specifieke proces hieronder om de productie van schroefdraad volledig te transformeren.
Hoe werkt extern wervelfrezen?
Het begrijpen van complexe gereedschapsbewegingen zorgt voor grote verwarring. Programmeerfouten laten snijkoppen tegen massief metaal slaan. Het analyseren van de specifieke machinebewegingen maakt de instelling perfect veilig.
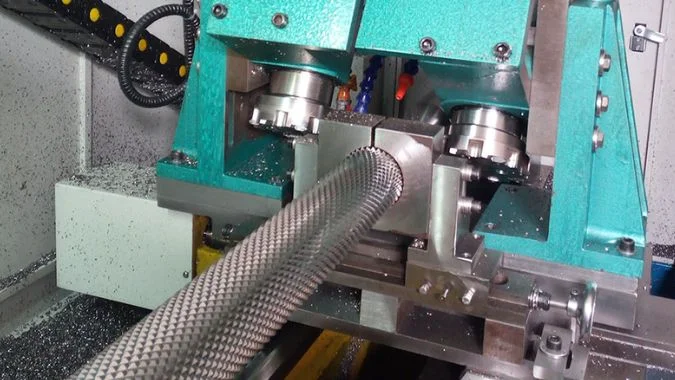
Extern wervelfrezen werkt door vier precieze bewegingen te combineren. Een snijkop draait snel buiten het werkstuk. Het werkstuk draait zeer langzaam. De frees beweegt axiaal om overeen te komen met de spoed van de schroefdraad. De gereedschapskop kantelt om perfect overeen te komen met de helixhoek van de schroefdraad.
Structurele opbouw
De snijkop ziet er precies uit als een dik zaagblad1. Verschillende robuuste hardmetalen wisselplaten bevinden zich aan de buitenrand van deze schijf. Het gereedschap blijft tijdens het gehele proces volledig buiten het werkstuk. Deze open lay-out stelt machines in staat om schroefdraad met een extreem grote diameter gemakkelijk te snijden. Er is geen groottelimiet door een kleine binnenring.
Belangrijkste machinebewegingen
Het proces is volledig afhankelijk van nauwkeurige gesynchroniseerde bewegingen. Een onafhankelijke motor drijft de snijkop aan met enorme snelheden. Deze snelle rotatie verandert massief metaal direct in halvemaanvormige spanen. De hoofdspil van de machine roteert het werkstuk zeer langzaam. De axiale beweging moet exact overeenkomen met de spoed van de schroefdraad. De gehele snijkop moet kantelen om overeen te komen met de schroefdraadhoek2. Deze kanteling voorkomt dat de draaiende schijf de schroefdraadwanden raakt.
Snijactie
De wisselplaten vegen met tussenpozen over het metalen oppervlak. Spanen vliegen snel weg door de enorme middelpuntvliedende kracht3. Eén enkele doorgang snijdt de volledige diepte van de schroefdraad volledig uit.
| Machine-onderdeel | Bewegingstype | Procesdoel |
|---|---|---|
| Freeskop | Hogesnelheidsrotatie | Metaal snel verwijderen |
| Hoofdspil | Langzame rotatie | Materiaal voorzichtig toevoeren |
| Z-as | Lineaire voorwaartse beweging | Afstemmen op schroefdraadspoed |
| Kantelas | Hoekinstelling | Afstemmen op hellingshoek |
Welke soorten werkstukken zijn geschikt voor extern wervelfrezen?
Het kiezen van de verkeerde machine vernietigt dure grondstoffen. Kleine machines dwingen om enorme spindels te snijden garandeert een totaal falen. Het afstemmen van het werkstuk op de machine bespaart enorm veel geld.
Extern wervelfrezen is geschikt voor roterende werkstukken zoals spindels, wormwielen en bot-schroeven. Middelgrote tot grote diameters tussen 6 en 450 millimeter werken het best. Dit proces snijdt gehard staal, titanium en legeringen voor hoge temperaturen perfect tijdens zeer efficiënte massaproductieseries.

Ideale componenttypes
Veel mechanische onderdelen vereisen diepe externe schroefdraad. Kogelschroeven en zware wormwielen passen perfect bij dit proces.4. Hydraulische ventielspoelen en grote schroefdraadassen lopen soepel op deze machines. Het proces verwerkt moeiteloos meergangige schroefdraad en grote spoedhoeken. Het ontwerp van de externe freeskop biedt extreme flexibiliteit voor complexe schroefdraadvormen.
Materiaalmogelijkheden
Hardmetaal vernietigt traditionele enkelpunts draaigereedschappen. Wervelfrezen snijdt zeer goed door gehard staal. Metalen met een hardheid tot HRC 65 kunnen eenvoudig worden bewerkt met speciale PCBN-wisselplaten.5. Roestvrij staal en titaniumlegeringen snijden soepel zonder overmatige warmteontwikkeling. Het open snijgebied maakt een sterke koelvloeistofstroom direct op de hete spanen mogelijk.
Vormbeperkingen
Het werkstuk moet cilindrisch blijven. Beide uiteinden vereisen een stevige opspanning met een klauwplaat en een losse kop. Onderdelen met extreem dunne profielen of onregelmatige vormen falen tijdens dit zware verspaningsproces. Inwendige schroefdraad vereist compleet andere apparatuur.
| Werkstukkenmerk | Wervelingsmogelijkheid | Toepassingsresultaat |
|---|---|---|
| Geometrie | Alleen cilindrische vorm | Perfecte opspanning |
| Materiaalhardheid | Tot HRC 65 | Uitstekende standtijd |
| Diametergrootte | 6 mm tot 450 mm | Zeer efficiënt |
| Type schroefdraad | Uitwendige meergangen | Afwerking in één doorgang |
Wat zijn de belangrijkste voordelen van extern wervelfrezen op het gebied van cyclustijd en oppervlakteafwerking?
Lage snijsnelheden vernietigen de winstmarges van de fabriek. Ruwe schroefdraadoppervlakken leiden tot onmiddellijke afkeuring door de klant. Het adopteren van deze hogesnelheidsfreesmethode lost beide grote productieproblemen onmiddellijk op.
Extern wervelen voltooit schroefdraad in slechts één doorgang, waardoor het tot veertien keer sneller is dan traditioneel draaien. Het continu snijden met meerdere snijkanten verdeelt de belasting gelijkmatig. Dit stabiele proces elimineert trillingen en creëert spiegelgladde oppervlakken met een ruwheid tot Ra 0,8 micrometer.

Vermindering van de cyclustijd
Traditioneel draaien vereist veel repetitieve gangen om diepe schroefdraad te snijden. Een beitel met één snijkant moet langzaam door het metaal worden getrokken. Extern wervelen elimineert deze verspilde tijd volledig. Snijsnelheden bereiken eenvoudig 400 meter per minuut6. Spindelsnelheden variëren van 2.000 tot 5.000 omwentelingen per minuut7. De hogesnelheids-vormfrees voltooit het volledige schroefdraadprofiel in precies één gang. De totale bewerkingstijd daalt tot slechts een vijfde van traditionele methoden. Enorme efficiëntiewinsten verhogen de fabrieksproductie aanzienlijk.
Verbeteringen in oppervlaktekwaliteit
Slechte trillingen creëren lelijke markeringen op het gesneden metaal. Indexeerbare hardmetalen wisselplaten zorgen voor continu snijden met meerdere snijkanten. Deze actie verdeelt de snijkracht perfect over de gereedschapskop. Uniforme krachten verminderen machinetrillingen tot bijna nul. Perslucht blaast de spanen onmiddellijk weg. Goede spaanafvoer voorkomt dat metaal aan de scherpe gereedschapsrand blijft kleven. Oppervlakteruwheid blijft perfect stabiel op Ra 0,8 micrometer8. Precisieniveaus stijgen met twee volledige klassen in vergelijking met standaard draaien9.
| Voordeelgebied | Traditioneel draaien | Extern wervelen |
|---|---|---|
| Snijmethode | Meerdere langzame gangen | Eén enkele gang |
| Benodigde tijd | Zeer lang | Extreem kort |
| Oppervlakteruwheid | Vaak slecht | Stabiel Ra 0,8 |
| Precisieklasse | Standaard | Twee graden hoger |
Waarom voorkomt extern wervelfrezen het buigen van lange assen beter dan traditioneel schroefdraaddraaien?
Het snijden van lange metalen staven veroorzaakt ernstige buigproblemen. Gebogen spindels ruïneren dure mechanische constructies. Het correct verdelen van de snijkrachten houdt het slanke werkstuk perfect recht.
Extern wervelen maakt gebruik van tangentiële snijkrachten in plaats van zware radiale drukkrachten. Sneldraaiende gereedschappen met meerdere snijkanten voeren de hitte af en verminderen de snijdruk. Deze optimale krachtrichting voorkomt dat lange assen buigen, maar extreme lengtes vereisen nog steeds een adequate ondersteuning door een bril.

Richting van de snijkracht
Bij traditioneel draaien wordt een enkel gereedschap recht in de zijkant van de metalen staaf geduwd. Deze verticale radiale kracht werkt precies als een hamer die tegen de as duwt. De lange staaf buigt onder deze zware zijwaartse druk. Extern wervelen hanteert een totaal andere aanpak. De roterende schijffrees oefent de kracht tangentieel uit langs het metalen oppervlak. Tangentiële krachten snijden in het metaal in plaats van de kern weg te duwen. Deze snijwerking vermindert het buigrisico aanzienlijk.
Controle van hitte en druk
Hitte vernietigt snel de rechtheid van metaal. Enkelvoudige gereedschappen genereren enorme gelokaliseerde hitte. Wervelgereedschappen met meerdere snijkanten verdelen de werklast. Hitte wordt direct afgevoerd met de rondvliegende spanen. De totale specifieke snijkracht blijft zeer laag. Lage krachten betekenen minder thermische vervorming in de lange as.
Vereiste ondersteuningssystemen
Het wervelproces kan de wetten van de fysica niet volledig overwinnen. Assen met enorme lengte-diameterverhoudingen buigen nog steeds door hun eigen gewicht. Een goede mechanische ondersteuning blijft strikt noodzakelijk. Werkplaatsen moeten nog steeds hydraulische brillen of meelopende brillen gebruiken. Stabiele klemming voorkomt dat de rotatie wilde centrifugale buigkrachten veroorzaakt.
| Buigfactor | Probleem bij traditioneel draaien | Oplossing door extern wervelen |
|---|---|---|
| Krachtrichting | Zware radiale duwkracht | Zachte tangentiële snijwerking |
| Warmteopwekking | Geconcentreerd op één punt | Verspreid over meerdere snijkanten |
| Vervorming van het onderdeel | Zeer gebruikelijk | Aanzienlijk verminderd |
| Instellingsbehoefte | Standaard center | Vereist vaste bril |
Conclusie
Extern wervelfrezen biedt een ongelooflijke snelheid en perfecte oppervlakteafwerkingen voor taaie schroefdraadonderdelen. Het combineren van nauwkeurig snijden met meerdere snijkanten en tangentiële krachten transformeert de productie van lange assen volledig.
-
"Thread Whirling – What Is It, And How Does It Work? – GenSwiss", https://genswiss.com/whirldata. Technische beschrijvingen van wervelfreesgereedschappen karakteriseren de snijkop als een ringvormige schijf die meerdere wisselplaten van hardmetaal op de periferie draagt, welke op hoge snelheid rond de werkstukas roteren. Bewijsrol: definitie; brontype: paper. Ondersteunt: De geometrische configuratie van de externe wervelfreeskop en de plaatsing van snijwisselplaten. Toelichting: Gereedschapsgeometrie varieert per fabrikant en toepassing; de vergelijking met een zaagblad is illustratief in plaats van een gestandaardiseerde technische definitie. ↩
-
"Influence of Machining Conditions on Micro-Geometric Accuracy …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Kinematische analyses van wervelfrezen stellen vast dat de as van de snijkop ten opzichte van de werkstukas moet worden gekanteld onder een hoek die gelijk is aan de spoedhoek van de schroefdraad, om te garanderen dat de roterende wisselplaten de flanken van de gesneden schroefdraad vrijlaten. Bewijsrol: mechanisme; brontype: paper. Ondersteunt: De geometrische vereiste om de wervelfreeskop onder de spoedhoek van de schroefdraad te kantelen om interferentie tussen gereedschap en wand te voorkomen. Toelichting: De precieze kantelbehoefte hangt af van de schroefdraadspoed, werkstukdiameter en snijkopdiameter; de beschrijving in het artikel is een vereenvoudiging van de volledige geometrische relatie. ↩
-
"Influence of Machining Conditions on Micro-Geometric Accuracy …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Studies naar spaanvorming bij hogesnelheidsrotatie-snijprocessen merken op dat middelpuntvliedende versnelling aan de periferie van de snijkop helpt bij het werpen van spanen weg van de snijzone, wat herhaald snijden vermindert en de oppervlakte-integriteit verbetert. Bewijsrol: mechanisme; brontype: paper. Ondersteunt: De rol van middelpuntvliedende kracht bij spaanverwijdering tijdens roterende bewerkingsprocessen op hoge snelheid, zoals wervelfrezen. Toelichting: Spaanafvoer bij wervelen wordt ook beïnvloed door koelvloeistofstroom en wisselplaatgeometrie; het toeschrijven van verwijdering enkel aan middelpuntvliedende kracht is een oversimplificatie. ↩
-
"Ball screw – Wikipedia", https://en.wikipedia.org/wiki/Ball_screw. Productieliteratuur over de productie van precisieschroeven identificeert wervelfrezen als een gevestigd proces voor kogelomloopspindels en wormprofielen, en wijst op het vermogen om de vereiste schroefdraadnauwkeurigheid en oppervlakteafwerking in één gang op gehard materiaal te bereiken. Bewijsrol: casusreferentie; brontype: paper. Ondersteunt: Het gebruik van extern wervelfrezen bij de productie van kogelomloopspindels en wormonderdelen. Toelichting: Adoptie varieert per productievolume en asafmeting; sommige fabrikanten van kogelomloopspindels gebruiken slijpen als nabewerking na het wervelen in plaats van uitsluitend op wervelen te vertrouwen. ↩
-
"Influence of Different Grades of CBN Inserts on Cutting Force and …", https://pmc.ncbi.nlm.nih.gov/articles/PMC6337122/. Onderzoek naar hardverspaning met gereedschappen van polykristallijn kubisch boornitride (PCBN) documenteert effectief snijden van staal dat is gehard tot ongeveer 60–65 HRC, waarbij de prestaties worden toegeschreven aan de hoge warmtehardheid en thermische geleidbaarheid van PCBN. Bewijsrol: mechanisme; brontype: paper. Ondersteunt: Het vermogen van PCBN-snijgereedschappen om gehard staal op of nabij 65 HRC te bewerken. Toelichting: Prestaties bij 65 HRC zijn gevoelig voor de legeringssamenstelling van het werkstuk, snijdiepte en wisselplaatkwaliteit; resultaten uit studies naar harddraaien zijn mogelijk niet direct overdraagbaar op de geometrie van het wervelfreesproces. ↩
-
"Speeds and feeds – Wikipedia", https://en.wikipedia.org/wiki/Speeds_and_feeds. Technische literatuur over wervelfrezen beschrijft omtreksnelheden van de snijkop die gewoonlijk in het bereik van 200–500 m/min liggen, waarbij het haalbare maximum afhangt van het wisselplaatmateriaal, de werkstukhardheid en de stijfheid van de machine. Bewijsrol: statistiek; brontype: paper. Ondersteunt: Typische of maximale snijsnelheden gebruikt bij externe wervelfreesoperaties. Toelichting: Het cijfer van 400 m/min kan een waarde aan de bovengrens vertegenwoordigen; werkelijke snelheden op de werkvloer worden doorgaans conservatief gekozen om gereedschapslevensduur en oppervlaktekwaliteit in evenwicht te brengen. ↩
-
"Thread Whirling – What Is It, And How Does It Work? – GenSwiss", https://genswiss.com/whirldata. Procesdocumentatie voor wervelfreesunits geeft aan dat snijkopsnelheden doorgaans tussen de 1.500 en 6.000 tpm liggen, waarbij het gekozen bereik wordt bepaald door de werkstukdiameter, schroefdraadspoed en wisselplaatspecificaties. Bewijsrol: statistiek; brontype: paper. Ondersteunt: Toerentalbereiken van de snijkop gebruikt bij extern wervelfrezen. Toelichting: Het vermelde bereik van 2.000–5.000 tpm is plausibel, maar vertegenwoordigt mogelijk niet alle machineconfiguraties; waarden verschillen tussen wervelfreeshulpstukken en speciale wervelfreesmachines. ↩
-
"Surface Topography Description of Threads Made with Turning on …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821200/. Experimentele onderzoeken naar wervelfrezen rapporteren oppervlakteruwheidswaarden in het bereik van Ra 0,4–1,6 µm, afhankelijk van wisselplaatgeometrie, snijsnelheid en werkstukmateriaal, waarbij Ra 0,8 µm wordt genoemd als een representatieve haalbare waarde. Bewijsrol: statistiek; brontype: paper. Ondersteunt: Oppervlakteruwheidswaarden haalbaar door extern wervelfrezen onder gedefinieerde snijomstandigheden. Toelichting: Werkelijke Ra-waarden zijn afhankelijk van procesparameters; het cijfer uit het artikel is mogelijk niet universeel van toepassing op alle materialen en machine-instellingen. ↩
-
"Influence of Machining Conditions on Micro-Geometric Accuracy …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Vergelijkende nauwkeurigheidsbeoordelingen van wervelfrezen versus draaien met één snijpunt rapporteren verbeteringen in de steekcirkeltolerantie en spoednauwkeurigheid die consistent zijn met één tot twee ISO-tolerantieklasse-stappen, wat wordt toegeschreven aan verminderde doorbuiging van het gereedschap en thermische vervorming. Bewijsrol: statistiek; brontype: paper. Ondersteunt: De verbetering in dimensionale nauwkeurigheid van schroefdraad bereikt door wervelfrezen vergeleken met conventioneel draaien met één snijpunt, uitgedrukt in ISO-tolerantieklassen. Toelichting: Het cijfer van twee klassen verbetering is niet universeel gestandaardiseerd; werkelijke winst hangt af van machine-stijfheid, werkstukmateriaal en het basis-draaiproces waarmee vergeleken wordt. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.